亚麻/丙纶热塑性复合材料浸润性能的实验研究
2011-12-27严涛海
严涛海,胡 星
(闽江学院,福州350108)
亚麻/丙纶热塑性复合材料浸润性能的实验研究
严涛海,胡 星
(闽江学院,福州350108)
将增强体亚麻纱线和基体丙纶复丝制成亚麻/丙纶包覆纱后进行织造,所得的织物预型件用层合热压法制成复合材料.基于对复合材料厚度和复合材料剥离性能的研究,通过正交实验的方法分析了复合材料热压工艺的影响因素.结果表明,复合材料厚度和热压工艺对产品浸润性能的影响较大.
预型件;热塑性树脂;复合材料;剥离性能;浸润性能
麻纤维具有良好的力学性能,且密度低,可生物降解,已被许多人应用于复合材料中[1].麻纤维复合材料主要应用于汽车、建筑、土木工程、交通运输等方面.20世纪70年代中期,印度原子能研究机构研制的麻纤维复合材料用于建造房屋、谷仓、椅子、简易储物架、托盘、管件和游船等产品[2].国内外一些公司对麻纤维复合材料在汽车内装饰和其他部件上的应用研究已经取得了较大进展[3].目前,麻纤维增强热塑性复合材料的制备方法最为成熟的是短纤维和树脂熔融共混方法[4]、麻纤维非织造布和树脂薄膜层叠方法等[5].但由于热塑性树脂分子量较大,在熔融状态下具有高粘度,导致这些制作方法各有不足.为了克服热塑性树脂流动性差及对增强纤维有不良浸渍的问题,预型件技术的应用十分有效[6].因此,基于对麻纤维复合材料厚度及其剥离性能的研究,通过数学分析的方法对麻纤维复合材料的热压工艺影响因素进行分析就显得较为重要.
1 实 验
1.1 包覆纱制作
采用兰博电器有限公司LBF12-4A型数控花式捻线机,将丙纶长丝以一定捻度缠绕在亚麻芯纱的表面,形成亚麻/丙纶包覆纱,纤维素的聚合度和结晶度是决定植物纤维力学性能的重要因素[7],麻纤维体积分数为60%.基本参数配置如表1所示.
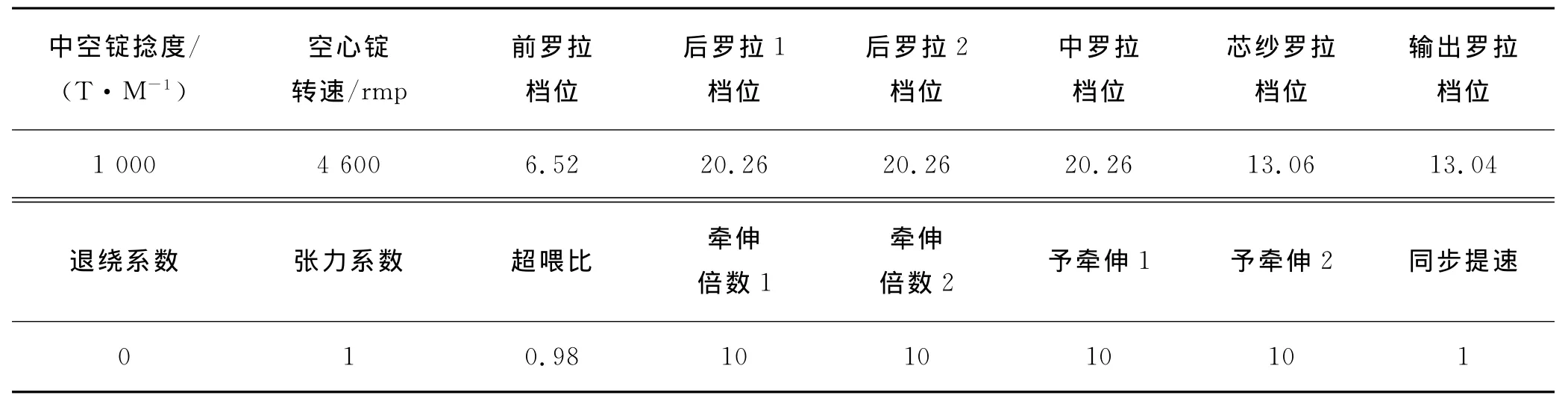
表1 花式捻线机基本参数设置
1.2 织 造
采用隆达机电公司B50-S8型自动织样机,经纬纱采用亚麻/丙纶包覆纱,织物组织为平纹,织物经密为122根/10 cm,纬密为72根/10 cm.
1.3 复合材料板材制备
将织得的机织布裁成尺寸为30 cm×5 cm的样片,铺层数为2层,铺层使各经纬方向一致.热压成型仪器为QLB型平板硫化机,冷压仪器为XLB-350×350×2型平板硫化机.模具自制,模腔尺寸为300 mm×300 mm×2 mm.聚四氟乙烯脱模纸厚度为0.1 mm.
1.4 复合材料剥离和拉伸性能测试
拉伸测试标准为GBT1447-2005,剥离测试标准为ISO5893,仪器为上海龙华测试仪器有限公司的WDW-20型微机控制电子万能试验机.
2 实验结果及分析
2.1 厚度对复合材料剥离性能的影响
模具设计厚度从0~2.0 mm等间隔取值,分别取0 mm、0.4 mm、0.8 mm、1.2 mm、1.6 mm、2 mm.热压工艺为:在180℃温度下零压力预热1 min,保持温度180℃,压力7 MPa,热压6 min,然后在冷压机上保持23℃,在7 MPa压力下冷压3 min.实验结果如表2所示.

表2 剥离及拉伸实验结果
当模具厚度为2 mm和1.6 mm时,经查看,复合材料四周无树脂溢出,表面手感较为生涩,有凹凸感,并且织物纱线之间空隙未被树脂填满.其原因为织物间隙体积大于熔化的丙纶基体的体积,基体并未完全浸润亚麻织物.在这种情况下,复合材料浸润性不好.当模具厚度较小时,经高温高压成型工艺,织物被压实,丙纶基体被大量融化;当织物间隙体积小于融化后的基体体积时,基体就会溢出织物,同时,织物被完全浸润,浸润性较好,复合材料板材就显得薄而光滑.当模具厚度为1.2 mm时,板材四周有少许树脂溢出,手感光滑,无凹凸感,织物完全被树脂填满.这种情况下,复合材料浸润性较好.当模具厚度为0.8 mm、0.4 m、0 mm时,板材四周树脂溢出较多,并且随着模具厚度的减小,树脂溢出的程度增大,甚至织物的一些边纱也随着树脂的流动而脱离增强织物组织.当模具厚度为0.4 mm和0 mm时,复合材料板材成型厚度不匀,增强织物形状成为哑铃型.
图1所示为复合材料设计厚度与实际厚度的线性拟合图.由图1可以看出,设计厚度与实际厚度之间基本呈线性关系,实际厚度小于设计厚度,这说明复合材料实际厚度与其他因素有重要关系.实验中热压工艺是与之有关的,因为复合材料直接在压力的作用下会压缩变形,引起树脂流失,材料的剥离性能会发生变化.

图1 复合材料设计厚度与实际厚度的线性拟合图
图2所示为厚度与剥离强力的关系曲线图.由图2可以看出,随着模具厚度从0 mm逐渐增加到1.2 mm,织物的剥离强力逐渐增大.在厚度从0 mm到0.4 mm间,剥离强力增大较为平缓;在厚度从0.4 mm到1.2 mm间,剥离强力增大很快;在厚度从1.2 mm到2.0 mm间,剥离强力先有个下降的过程,然后又重新上升,其中厚度为1.2 mm时的剥离强力最大,浸润效果最好.

图2 厚度与剥离强力的关系曲线图
当模具厚度较小时,在高温高压下,熔化的树脂被挤出织物间隙;挤出的树脂越多,浪费的树脂就越多,而起增强作用的树脂就越少,因此剥离强力较小;当模具厚度较大时,熔化的树脂不能填满增强织物的空隙,复合材料表面会有很多的孔洞,手感粗糙,浸润效果不够好,层间浸润的树脂也不够多,因此剥离强力也不高;只有模具厚度居中的复合材料,树脂刚好能充满整个增强织物间的空隙,这样条件下的亚麻/丙纶复合材料的浸润效果最优,剥离强力也最大.
2.2 复合材料浸润性能的影响因素
将织得的机织布裁成尺寸为30 cm×5 cm的样片,铺层数为2层.实验中,选取3个温度:175℃、180℃、185℃,3个时间:5 min、6 min、7 min,3个压力:5 MPa、6 MPa、7 MPa;选取的复合材料模具设计厚度为0.8 mm.不考虑因素之间的交互作用,对复合材料浸润性能进行正交实验,实验方案与结果如表3所示.

表3 实验方案与结果
将正交实验所得的剥离强力进行正交数学计算,得到各极差数值,进而确定影响因素主次,如表4所示.

表4 实验结果处理
由表4可知,各因素对亚麻/丙纶热塑性复合材料浸润性能的影响由大到小依次为温度、压力、时间,并且其最佳浸润效果的热压工艺为温度175℃、时间5 min、压力7 MP.
将各因素进行显著性判断,得出各因素对实验结果的影响,如表5所示.
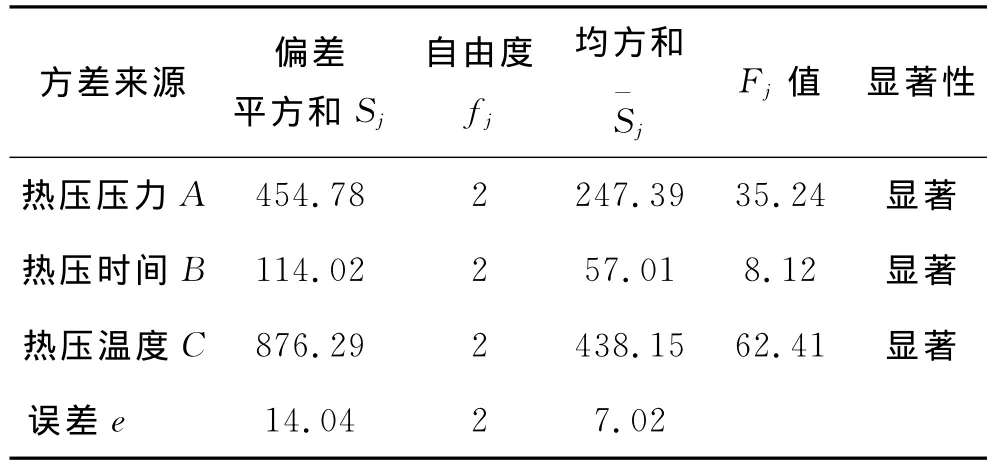
表5 复合材料剥离强力显著性判断
由对剥离强力的显著性判断可以判断出,热压工艺的3个工艺参数即温度、时间和压力对复合材料浸润性能的影响都是显著的.
3 结 语
(1)相同热压工艺下,复合材料设计厚度与实际厚度并不完全一致,部分偏差由实验误差所导致,两者之间的关系近似线性关系.
(2)亚麻/丙纶热塑性复合材料浸润性的影响因素包括设计厚度以及热压工艺,复合材料浸润性最好的设计厚度为1.2 mm,最优的热压工艺为温度175℃、时间5 min、压力7 MP.
[1]Baley Christophe,Phillipe Edouard,Breard Joёl.Analysis:Tensile Behavior of Unidirectional Flax/Epoxy Plies[J].JEC Composites,2006,25:40-43.
[2]Bledzki A K,Gassan J.Composites Reinforced with Cellulose Based Fibres[M].Progress in Polymer Science,1999,24(2):221-274.
[3]刘丽妍,王瑞.麻纤维复合材料及其应用[J].产业用纺织品,2004,22(2):37-40.
[4]张长安,张一甫,曾竞成.苎麻落麻纤维增强聚丙烯复合材料研究[J].玻璃钢/复合材料,2001,12(5):16-17.
[5]梁小波,杨桂成,曾汉民.剑麻纤维增强聚丙烯复合材料的冲击特性研究[J].塑料工业,2003,31(7):18-20.
[6]张安定,马胜,丁辛,等.黄麻纤维增强聚丙烯的力学性能[J].玻璃钢/复合材料,2004(2):3-5.
[7]卢珣,章明秋,容敏智,等.剑麻纤维增强聚合物基复合材料[J].复合材料学报,2002,19(5):2-6.
Analysis of the Flax/PP Thermoplastic Composite Wettability
YAN Tao-hai,HU Xing
(Minjiang University,Fujian 350108,China)
Flax yarn and PP can be made into pp/flax covered yarn,which is woven and made into PP/flax composites by hot pressing.Based on the thickness of composite materials and the peeling properties of the composite,composite hot technology factors through orthogonal experimental method is analyzed,and the factors of the composite wettability is studied.The results show that the composite thickness and the hot technology are the main factors of the product wettability,and forecast composite molding process to get the best composite wettability.
performs;thermoplastic resin;composite;peeling properties;wettability
TQ34
A
10.3969/j.issn.1671-6906.2011.05.013
1671-6906(2011)05-0049-04
2011-04-04
福建省教育厅科技项目(JB11126)
严涛海(1983-),男,湖北仙桃人,硕士.
