氨基乙酸生产废水生化法处理的可行性研究
2011-12-26安永峰
安永峰,罗 晓
(1.河北科技大学理工学院,河北石家庄 050035;2.河北科技大学环境科学与工程学院,河北石家庄 050018)
氨基乙酸生产废水生化法处理的可行性研究
安永峰1,罗 晓2
(1.河北科技大学理工学院,河北石家庄 050035;2.河北科技大学环境科学与工程学院,河北石家庄 050018)
对经过电解预处理的氨基乙酸生产废水进一步采用UASB-SBBR工艺处理的可行性进行了试验研究。试验表明:在UASB启动阶段,接种高活性厌氧颗粒污泥后,在调节进水水质、合理控制进水COD质量浓度的条件下培养驯化,厌氧颗粒污泥能适应降解氨基乙酸废水水质,UASB的COD平均去除率达到60.8%;厌氧出水再经SBBR处理后,出水COD质量浓度可降低到150 mg/L以下,COD平均去除率为96.1%;出水氨氮质量浓度低于25mg/L。
氨基乙酸;废水;UASB;SBBR
氨基乙酸生产废水中主要的污染物质有甲醇、甲醛、乌洛托品、氯乙酸、氨基乙酸、氨等,属难降解有机废水。相关研究表明,采用电解法预处理废水的COD平均去除率可达到39.83%。电解预处理过程去除了废水中的部分难降解污染物,改善了废水的可生化性[1],但废水COD质量浓度仍为8 000~9 000mg/L,达不到排放标准。如果采用稀释后再用好氧处理法进一步处理,虽然比较容易实施,但是要控制进水保持较低的COD质量浓度,才能获得较好的处理效果,这就需要加入大量稀释水。这种方法既浪费水资源,又增加处理水量,导致增加一次性投资及处理成本。
采用UASB-SBBR[2]相结合的处理工艺较为经济。UASB(上流式厌氧污泥床反应器)是应用广泛的高效厌氧生物处理装置;SBBR(序批式生物膜反应器)属好氧生物处理装置,具有生物量大、抗冲击能力强、净化效果好的优点。UASB-SBBR的主要特点如下:厌氧处理设备可直接接纳高浓度有机废水,经过预处理的高浓度氨基乙酸废水首先经过厌氧生物处理,通过厌氧菌的作用,使废水中大部分有机污染物在较少的能耗下得到降解,剩余少量有机物再通过好氧微生物的降解使水质进一步净化。SBBR采用“进水—曝气反应—静置沉淀—出水”的操作程序,使其体系交替出现好氧和缺氧状态,有利于氨氮的去除。
笔者分别介绍经过电解预处理的氨基乙酸废水厌氧生物处理和好氧生物处理的可行性研究。
1 厌氧生化法处理的可行性研究
试验目的为验证电解预处理后的氨基乙酸废水是否适宜应用厌氧消化处理、处理过程菌种的培养、设备启动运行的操作要领,以及所能达到的处理效果,并通过试验获得工程设计的基本参数。
1.1 试验装置
采用自制的UASB反应器,有效容积为5.0L,其由有机玻璃管制成,总高1 200mm,下部直径为80 mm,上部直径为120mm。将反应器置于保温箱内,采用电加热,反应器内温度控制在(35±1)℃。反应器接种污泥取自华北制药集团污水处理站UASB反应器的厌氧颗粒污泥,污泥接种量(VSS)为21.7g/L。试验所用的废水是经过电解预处理的氨基乙酸废水,工艺流程见图1。
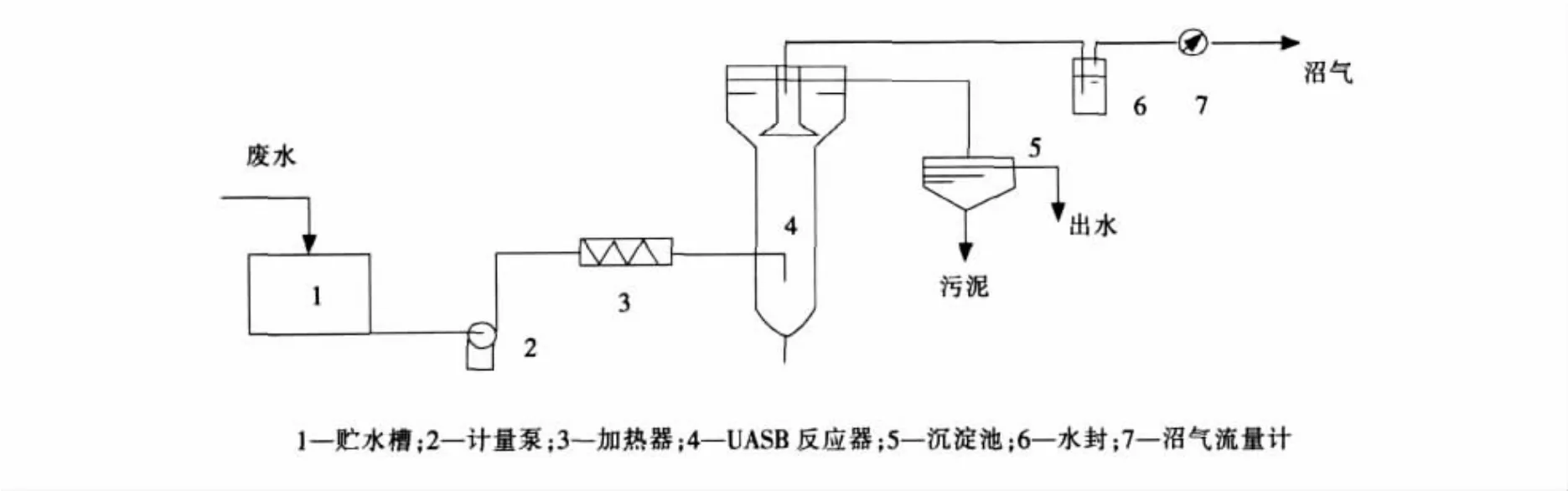
图1 工艺流程图Fig.1 Experiment flow chart
1.2 废水处理系统的启动及运行
厌氧反应器的启动运行过程分为启动阶段、负荷提高阶段和稳定运行阶段。为了使反应器内的微生物逐步适应对氨基乙酸废水进行处理,需在不同阶段采用不同的稀释比例,将电解预处理后的出水用自来水稀释以控制不同的进水COD质量浓度。
厌氧反应器运行情况见表1。
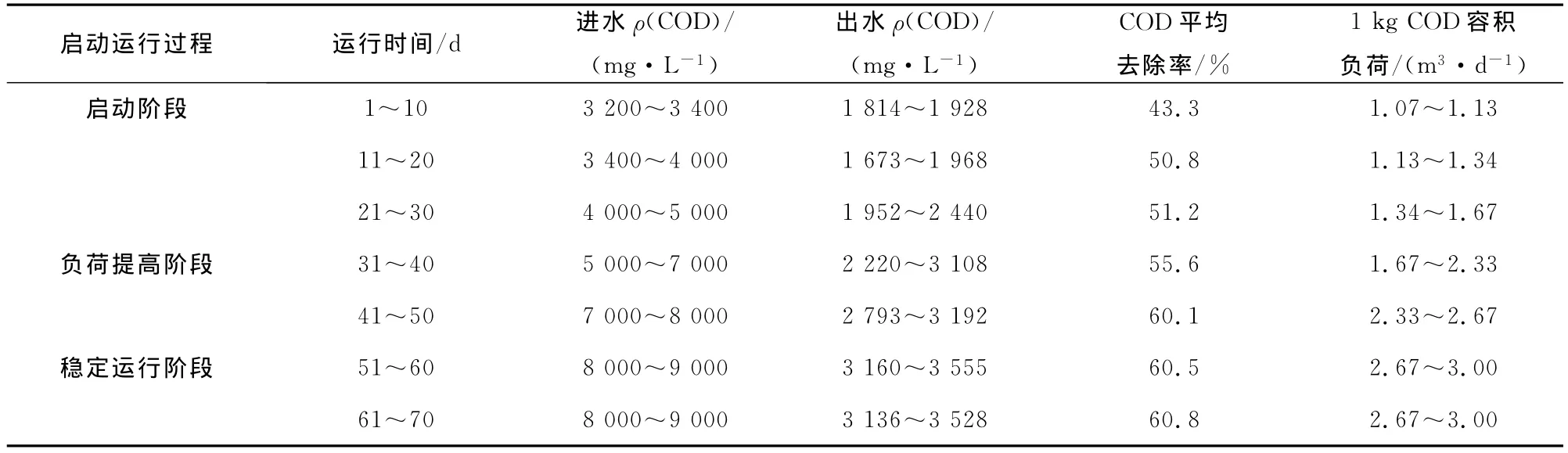
表1 厌氧反应器运行情况Tab.1 Anaerobic reactor operation data
试验结果表明:经电解预处理的氨基乙酸废水可以通过厌氧生化处理获得较好的净化效果。在启动阶段,为减轻废水中的难降解污染物对厌氧消化处理的抑制影响,通过调节进水水质,控制厌氧进水中COD质量浓度为3 200~5 000mg/L,经过30d的培养驯化,厌氧微生物才对抑制影响有了较好的承受能力。经过70d的试验运行,达到预期设计要求。结果表明,UASB反应器进水COD质量浓度为8 000~9 000mg/L时,反应器水力停留时间为72h,1kg COD容积负荷达到2.67~3.00m3/d,COD平均去除率达到60.8%,出水COD质量浓度为3 136~3 528mg/L。
2 好氧生化处理的可行性研究
氨基乙酸废水属于难生化降解的废水,处理氨基乙酸生产废水不仅要去除有机物,还要去除氨氮才能实现达标排放。根据厌氧生化的试验结果,废水经电解预处理和厌氧处理后,废水COD质量浓度仍为3 600 mg/L左右,因此在好氧生化处理的试验中应选择适宜的工艺设备。好氧生化法主要分为活性污泥法和生物膜法2大类。由于氨基乙酸废水可生化性差,微生物生长速度慢,经查阅相关文献资料[3-6],决定采用活性污泥法与生物膜法相结合的序批式生物膜反应器(SBBR)。好氧生化可行性研究包括填料的选择、SBBR系统的设计与运行以及脱氮效果的试验等内容。
2.1 填料的选择
2.1.1 填料挂膜试验方法
常用的填料有无机填料、形态不同的塑料类填料、纤维或纤维与塑料复合的组合填料。考虑到来源方便、适用于不同的微生物生长等因素,本试验选择了2种不同的填料进行挂膜试验,分别为矿石填料和微孔聚氨酯填料(micro pore polyurethane filler,简称MPUF),填料粒径为25~30mm。
将相同体积的2种填料固定放入2个量筒中,量筒底部都设有微孔鼓风曝气系统,并同时接入取自华北制药集团污水处理厂的回流污泥。2个量筒内同时加入稀释后的氨基乙酸废水进行培养挂膜,控制一定曝气量。试验的前5天,每天更换25%(体积分数,下同)的污水,曝气24h;此后,每隔12h更换25%污水后,进行曝气培养。
2.1.2 填料挂膜对比试验结果
培养挂膜4d后有少量黄褐色的生物膜出现在矿石填料表面,而此时可观察到微孔聚氨酯填料表面有一薄层淡黄色的生物膜,但比较松散。10d后可观察到微孔聚氨酯填料上覆盖有一层较厚的生物膜,而在矿石填料上覆盖有一层较厚的生物膜的时间是20d。
从宏观观察结果可以看出:2种填料中微孔聚氨酯填料的挂膜速度较快,微生物量也较多,而且由于微孔聚氨酯填料内部空隙率高,所以在填料内部也生长了大量的微生物。
对比试验考察了2种不同填料挂膜后对氨基乙酸废水的净化效果,曝气时间为12h,试验结果见表2。

表2 不同填料挂膜后对氨基乙酸废水的净化效果对比Tab.2 Treatment effect comparison of amino acid wastewater treated by bio-film with different filling materials
试验结果表明,微孔聚氨酯填料优于矿石填料,采用微孔聚氨酯填料不仅挂膜快,生物量大,而且净化效果好。因此采用微孔聚氨酯填料作为SBBR反应器的填料。
2.2 SBBR试验装置的设计与运行
2.2.1 SBBR系统的设计
试验装置流程见图2。SBBR反应器为有机玻璃制作,内径为50mm,高750mm,有效容积为1.5L。其内部装有微孔聚氨酯填料,填充率为40%,共4串悬挂固定到反应器中,填料层装填高度为有效水深的40%。供氧方式采用鼓风曝气法,曝气头为短杆状,安装在填料层的下方,是一种粗气泡扩散器。该曝气系统具有易操作、易维护和动力消耗低等优点。
本反应器系统设置了外循环管路,保证被处理水有良好的水流循环,达到液相混合和传质效果。
2.2.2 SBBR系统的运行模式
SBBR系统的运行采用序批式,即一组行为动作按一定的时间序列周期性地重复进行的方式。运行周期由4个阶段组成:进水、曝气反应、沉淀和排水。进水时间为1h,沉淀时间为2h,排水时间为1h,曝气反应时间通过试验进行优选。
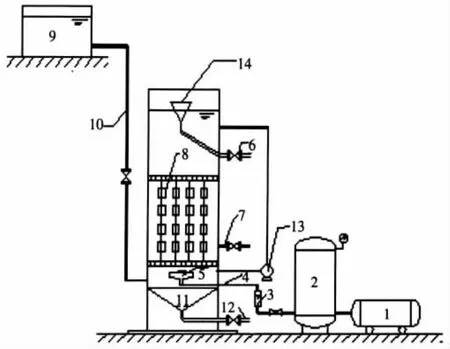
图2 SBBR反应器示意图Fig.2 Sketch map of SBBR
预处理后的氨基乙酸废水从废水贮存槽通过进水管流入SBBR反应器中,随后经过曝气反应使污染物被填料上的生物膜降解,反应结束后通过沉淀,然后经过滗水器出水,每次出水排出反应器内30%处理后的废水,然后再加入30%新的废水,从而完成1个反应周期。
2.2.3 试验结果
试验首先在SBBR反应器内加入华北制药集团污水处理站好氧生物处理装置的活性污泥,逐步加入氨基乙酸废水进行驯化,经过10d的驯化期,使填料上形成适应处理氨基乙酸废水的生物膜,然后控制不同的曝气反应时间,进行净化效果的试验,试验结果如下。
1)曝气反应时间内,废水COD的降解曲线
通过滗水器排出SBBR反应器内30%的废水,再加入等量的经过预处理和厌氧处理的氨基乙酸废水后,开动气泵曝气反应,10min后取混合水样作为起始水样,然后每隔2h从SBBR反应器内取混合水样测定其COD质量浓度值,并以起始水样COD质量浓度值为基准,计算各时段COD平均去除率,16h后停止试验。其试验结果见图3和图4。
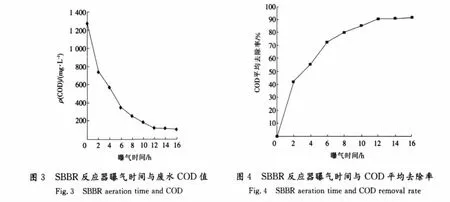
由试验结果可以看出,氨基乙酸废水经过电解和UASB两级处理后,其出水可以通过好氧生化法取得良好的净化效果。在SBBR反应器内经过曝气反应,COD质量浓度显著下降,曝气反应12h后,出水COD质量浓度可以降低到120mg/L,达到了《污水综合排放标准》(GB 8978—1996)中二级标准。曝气反应时间再延长,COD质量浓度下降值很小。
2)不同曝气时间连续运行试验的效果对比
在上述试验的基础上,确定了曝气时间为8,10,12h共3个试验组,每组连续运行10d,对所得监测数据的平均值进行比较,结果见表3。
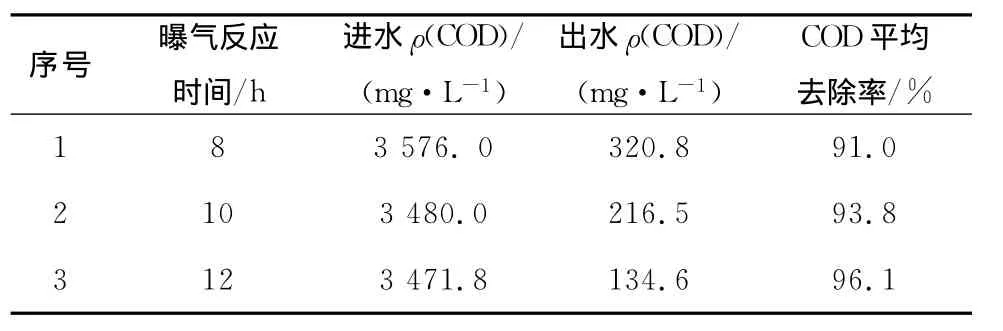
表3 不同曝气时间连续运行试验COD质量浓度对比结果Tab.3 COD removal effects comparison on different aeration time of continuous operation
通过连续运行试验可以看出,在曝气反应时间为12h的操作条件下,SBBR反应器运行稳定,在试验期间进水COD质量浓度为3 500mg/L左右时,出水COD质量浓度低于150mg/L,COD平均去除率为96.1%。试验证明,采用SBBR反应器对经过电解预处理和厌氧生化处理的氨基乙酸废水有良好的净化效果,可使废水最终实现达标排放。
2.3 脱氮效果的试验
氨基乙酸废水氨氮质量浓度为800mg/L,要实现达标排放,需要有效去除氨氮。废水在电解及厌氧生化处理过程中,已有效降解了大量的氨氮,总去除率已达85%,但好氧生化处理时,废水中的氨氮质量浓度仍达到160mg/L。笔者通过试验进一步考察了SBBR反应器脱氮的效果。
2.3.1 试验方法
由于SBBR反应器采用了微孔聚氨酯填料,填料内部有许多微孔,因此在填料表面和内部分别生长着好氧的硝化细菌和厌氧的反硝化细菌。SBBR反应器在曝气时出现同步硝化、反硝化的现象,而国内外学者对同步硝化、反硝化实现的最佳溶解氧条件进行了大量的研究[7-10],一般认为利用活性污泥系统脱氮所允许的溶解氧质量浓度很低,为0.5~1.0mg/L,而利用生物膜法脱氮允许的溶解氧质量浓度相对较高,为2.0~5.5mg/L。笔者参考文献资料提供的数据,选择了溶解氧质量浓度为1.0~4.0mg/L进行试验,其他试验条件为SBBR反应器的运行周期为16h,其中进水1h,好氧12h,沉淀时间为2h,出水1h;每周期出水量为反应器有效体积的30%;进水氨氮质量浓度为30mg/L左右,在每一个溶解氧条件下,取样监测进、出水氨氮质量浓度,计算氨氮去除率的变化,得到最佳溶解氧质量浓度。
2.3.2 试验结果
在反应器启动完成并连续稳定30d后,选择溶解氧质量浓度为1.0,2.0,3.0,4.0mg/L共4个不同的条件,按上述试验方法,考察反应器的脱氮效果。试验数据表明,氨氮去除率随溶解氧质量浓度的不同而有很大变化,结果见表4。
从表4可知,氨氮的去除率随溶解氧质量浓度的增长而增长,当溶解氧质量浓度从1.0mg/L增加到2.0mg/L时,氨氮去除率由62.8%升高到74.5%;继续升高溶解氧质量浓度,氨氮去除率继续提高。观察当溶解氧质量浓度大于3.0mg/L时,反应器内的氨氮去除率达85%以上,出水氨氮质量浓度低于25mg/L,可以满足《污水综合排放标准》(GB 8978—1996)中二级标准的要求,即当溶解氧质量浓度大于3.0mg/L即可满足反应器内脱氮的需要。
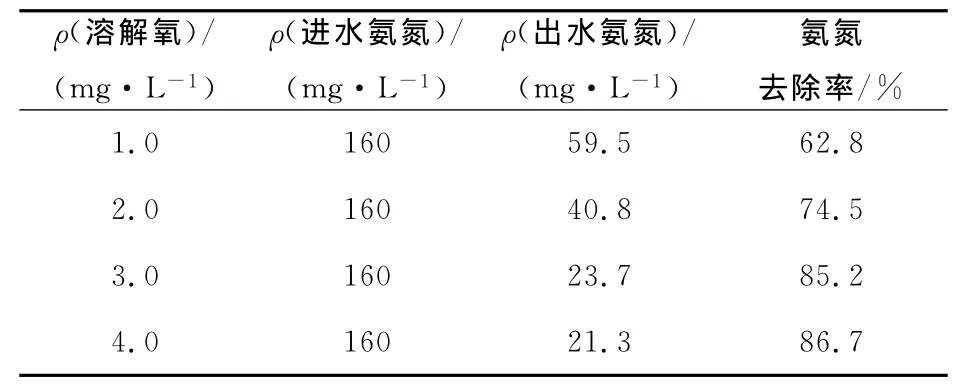
表4 溶解氧质量浓度对氨氮去除率的影响Tab.4 NH3-N remove rate on different dissolved oxygen
3 结 论
1)试验表明:在UASB反应器启动阶段,接种高活性颗粒污泥后,通过调节进水水质,合理控制进水COD质量浓度,经过30d的培养驯化,厌氧菌群能适应电解预处理后的氨基乙酸废水水质,UASB容积负荷提高到1.67m3/d,COD平均去除率提高到51.2%。再经过负荷提高阶段的运行,反应器的COD容积负荷和COD平均去除率进一步提高,为其后的运行奠定良好的基础。
2)稳定运行阶段的试验表明,UASB反应器进水COD质量浓度为8 000~9 000mg/L,水力停留时间为72h的条件下,容积负荷达到2.67~3.00m3/d,COD平均去除率达到60.8%,出水COD质量浓度为3 136~3 528mg/L。
3)通过试验优选微孔聚氨酯填料作为SBBR反应器的填料,经过电解和厌氧生化预处理的氨基乙酸废水,以SBBR反应器处理后,COD平均去除率为96.1%,出水COD质量浓度可以降低到150mg/L以下,氨氮质量浓度≤25mg/L,达到了《污水综合排放标准》(GB 8978—1996)中二级标准,反应器运行稳定。
4)SBBR反应器氨氮去除率随溶解氧的增长而增长,当溶解氧质量浓度大于3.0mg/L时,氨氮去除率达85%以上,出水氨氮质量浓度低于25mg/L,可满足脱氮的要求。
5)UASB-SBBR工艺用于处理经过预处理的高浓度氨基乙酸废水,厌氧处理设备可直接接纳高浓度有机废水,SBBR净化效果好,氨氮去除率高,出水可达到排放标准要求,工艺技术可行。
[1] 安永峰,罗 晓.电解法处理氨基乙酸生产废水的试验研究[J].河北工业科技(Hebei Journal of Industrial Science and Technology),2011,28(2):109-111.
[2] 严煦世.水和废水处理技术研究[M].北京:中国环境科学出版社,1999.
[3] 何 春,安太成,熊 亚,等.三维电极电化学反应器对有机废水的降解研究[J].电化学(Electrochemistry),2002,8(3):327-331.
[4] 戴 玄,唐 兵,陈向东,等.产高温蛋白酶微生物菌种资源的研究[J].微生物学杂志(Journal of Microbiology),1997,17(3):25-29.
[5] 陆 杰,徐高田,张 玲,等.制药工业废水处理技术[J].工业水处理(Industrial Water Treatment),2001,21(10):1-5.
[6] 钱 易,汤鸿霄,文湘华,等.水体颗粒物和难降解有机物的特性与控制技术原理[M].北京:中国环境科学出版社,2000.
[7] 吴光学,管运涛.高氨氮工业废水处理的初步研究[J].工业水处理(Industrial Water Treatment),2004,24(10):33-36.
[8] 申秀英,许晓路.影响活性污泥脱氮效率的因素[J].环境科学与技术(Environmental Science and Technology),1993,17(2):15-18.
[9] 董 涛.SBR反应器中同步硝化反硝化影响因素研究[D].天津:天津大学,2007.
[10] 吴淑云.分段进水生物脱氮工艺性能的研究[D].哈尔滨:哈尔滨工业大学,2006.
[11] 李再兴,李 萍,苗志加,等.高盐度化学制药废水预处理试验研究[J].河北科技大学学报(Journal of Hebei University of Science and Technology),2010,31(1):52-56.
[12] 吴 巍,张洪林.A/O-MBBR工艺处理制革废水的研究[J].河北科技大学学报(Journal of Hebei University of Science and Technology),2010,31(3):274-277.
Study on feasiblity of biological treatment of amino acid production wastewater
AN Yong-feng1,LUO Xiao2
(1.College of Polytechnic,Hebei University of Science and Technology,Shijiazhuang Hebei 050035,China;2.College of Environmental Science and Engineering,Hebei University of Science and Technology,Shijiazhuang Hebei 050018,China)
In this paper,the feasibility of UASB-SBBR treatment of amino acid production wastewater pretreated by electrolytic treatment was studied.The experiments show that during the UASB start-up phase,if highly activated granular sludge is inoculated and the influent COD is controll properly,and after a period of domesticating,anaerobic granular sludge can be used to treat amino acid production wastewater.UASB′s COD removal rate can reach 60.8%;as anaerobic effluent is treated by SBBR,effluent COD can be reduced to 150mg/L,the average COD removal rate is 96.1%and effluent ammonia is less than 25 mg/L.
amino acid;wastewater;UASB;SBBR
X703
A
2011-03-15;
2011-04-28;责任编辑:张士莹
安永峰(1970-),男,河北涿鹿人,高级政工师,硕士,主要从事污水处理及教育管理方面的研究。
1008-1542(2011)04-0397-06
