碳酸氢钠湿分解技术及其应用
2011-12-23郜长水
郜长水,关 民
(大连化工研究设计院,辽宁 大连 116023)
碳酸氢钠湿分解技术及其应用
郜长水,关 民
(大连化工研究设计院,辽宁 大连 116023)
回顾了我院重碱湿分解技术开发的过程,介绍了目前湿分解技术在工业中的应用情况。
重碱;湿分解
碳酸氢钠(湿重碱)在立式塔中加热湿分解,转化为碳酸钠溶液,释放出CO2的技术有了很大的进步。以往,在煅烧炉能力不足时,应用湿分解技术分解湿重碱的溶液,驱出溶液中的N H3和CO2,制成Na2CO3溶液(尚含有部分NaHCO3),去苛化制烧碱。近年来,随着天然碱工业一步法制一水碱工艺及应用碳酸化母液的湿分解液,注井采天然碱矿工艺的发展,促进了湿分解工艺和设备的进步。
下面简单介绍碳酸氢钠湿分解技术的发展过程。
1 常压湿分解技术
碳酸氢钠常压湿分解是在1个大气压的条件下进行分解。哈德、白克尔及普塞尔三氏提出了一个平衡计算式[1]:

式中:C——溶液中所含的 Na+总浓度(克当量/升);
t——溶液温度(℃);
S——当CO2分压为1个大气压及温度为t时,CO2在水中的溶解度;
P——溶液上方CO2的分压;
x——Na+存在于NaHCO3中的分数。
在1个大气压,100℃的条件下,4.5 mol/L的NaHCO3溶液,NaHCO3分解成Na2CO3的分解率可达91.5%。但因实际上达到平衡状态需要很长的时间及过量的蒸汽,一般仅能达到85%~87%,有时还达不到这个分解率[2]。分解后的溶液进不了Na2CO3·H2O结晶区,就无法生产出重质纯碱,因此常压湿分解在工业上的应用就受到限制。
2 加压湿分解实验
从图1可以看出:当作业温度在100℃时,即常压湿分解作业,只有达到 Tr+C1点(NaHCO3· Na2CO3·2H2O+Na2CO3·H2O)时,才有Na2CO3·H2O结晶析出,而此点的NaHCO3的分解率为91.7%,就是说在常压下的NaHCO3湿分解率要大于91.7%,蒸发浓缩时,才能获得较多的Na2CO3·H2O结晶,经煅烧可获得重质纯碱。而前面已经谈到在常压下操作,湿分解率通常仅有85%~87%,此分解液蒸发浓缩后仅能获得倍半碳酸钠(NaHCO3·Na2CO3·2H2O)。当湿分解温度升至126℃进行湿分解操作时,湿分解率超过82.4%时,蒸发浓缩分解液就能获得无水碳酸钠,可制得超重灰(它比由一水碱煅烧制得的重质纯碱的密度还大)。当分解温度到达150℃时,其分解率只要超过78.2%,就进入无水碳酸钠结晶区了。因此,湿分解在加压条件下操作,可以不需煅烧,就制得重质纯碱。
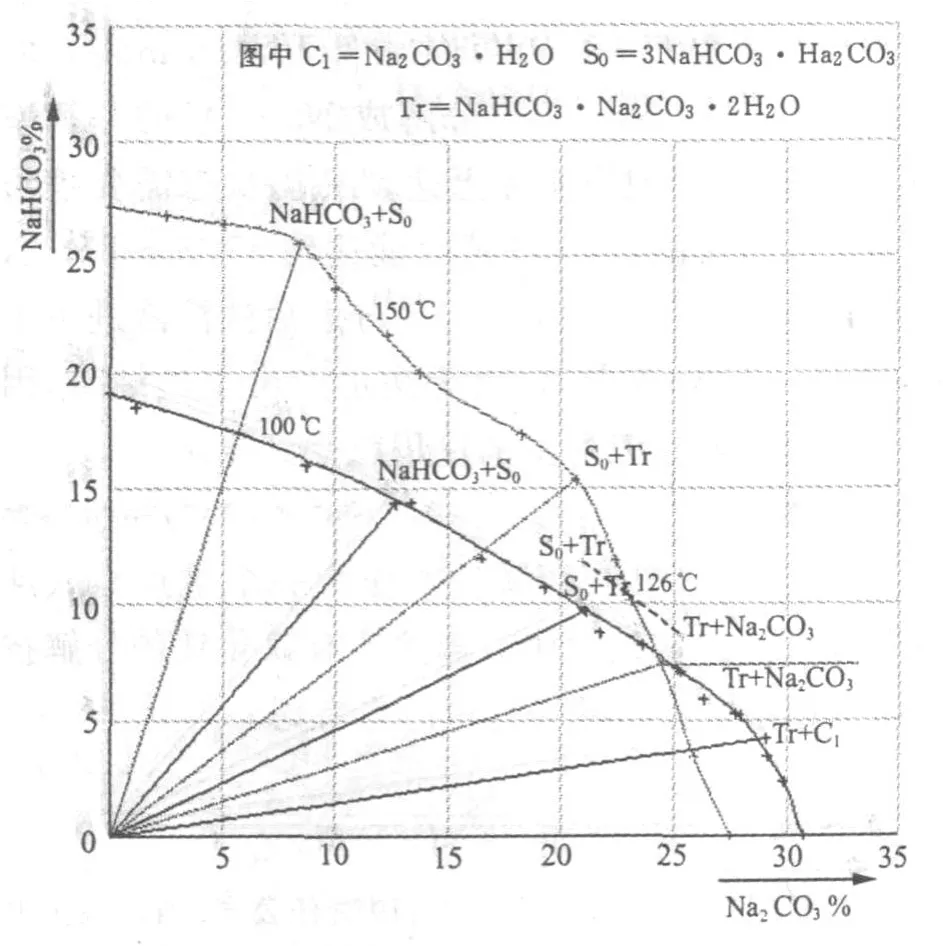
图1 NaHCO3—Na2 CO3—H2 O不同温度下的平衡图
从相图1上分析,加压湿分解可以直接制得超级重质纯碱,消除了干法煅烧的粉尘,而且塔顶释放的二氧化碳经冷却、压缩还可制成干冰产品,优点不少。从上世纪70年代起,我院就开展了此项目的研究工作。
2.1 室内探索试验[3]
我们制造了φ100×1 000 mm试验塔,内装氨碱法生产的重碱(其组成为 NaHCO375.6%, Na2CO37.0%,N H4HCO33.4%,NaCl 0.4%, H2O 13.6%),塔底用煤气加热,塔顶排气,停火放压采样分析。采样后再加热升压,压力控制在0.2 M Pa。室内试验获得满意的结果。
2.2 中间试验
上世纪80年代,我院与内蒙古博源集团(原伊克昭盟化工研究设计院)合作,进行连续加热,连续排气的中间试验。
实验设备为φ200×3 000 mm的塔型,塔顶有加料口,塔底有蒸汽管,直接加热,蒸汽压力为0.6 M Pa。
从塔顶加入一定量的湿重碱(组成同前),开始通汽,连续排气,定时采样,至连续几次样品分析结果稳定时,即认为已经达到湿分解平衡点。
在0.6 M Pa的蒸汽压力下,湿分解率达98%左右。并获得无水碳酸钠样品。
2.3 加压湿分解连续试验(即一步法制取重质纯碱
连续试验)[4][5]
在室内和中间试验的基础上,上世纪90年代初进行了扩大的中间试验,连续向分解塔中加入联碱生产的湿重碱,连续排气。每隔2小时采样分析。分解塔内温度控制在160~165℃。分解液总碱浓度达到 365 g/L,其中 NaHCO3的分解率达到97%。从压滤器中获得固体物,Na2CO3含量为98%,密度≥0.9 kg/L。
3 湿分解工艺在工业上的应用
近年来,湿分解工艺在天然碱加工及小苏打生产中得到应用。
3.1 在河南省桐柏县吴城碱矿的应用
吴城碱矿历经20余年的开采,由于没有解决好盐(NaCl)的积累问题,现在卤水中的NaCl含量已是总碱的3倍,给生产带来很多问题,不得不采用碳酸化工艺先析出NaHCO3,再煅烧成纯碱或干燥为小苏打,母液注井采卤。但母液是被NaHCO3饱和的,注入井中非但不溶解碱矿,增加卤水中的含碱量,反而在井下因温度下降,还要析出NaHCO3,使出井卤水总碱浓度变低。因此,碳酸化的母液先要经过湿分解,使NaHCO3分解成Na2CO3,才能溶进一些碱,使生产维持下去。但从表1分析,如果湿分解塔温度再高一点(105~110℃),注井母液中NaHCO3再低一点,经过多次循环,出井卤水中总碱度或许还会有所提高。
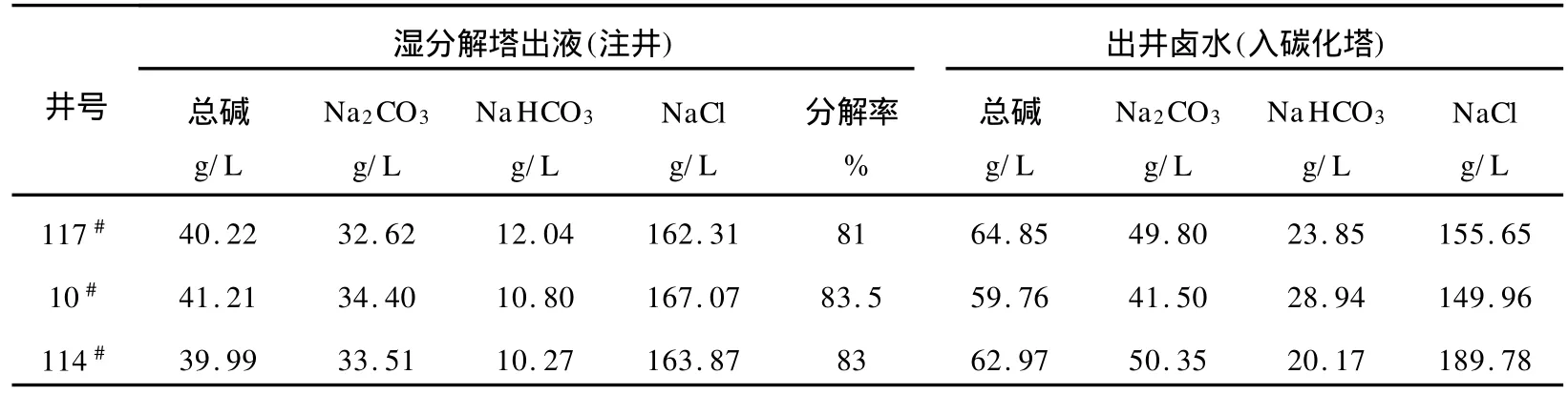
表1 桐柏旭日化工公司湿分解塔操作数据表
3.2 在桐柏安棚碱矿的应用
安棚公司原有1套采用倍半碱工艺流程生产重质纯碱的装置,开采出来的碱卤经浓缩、结晶、过滤、离心分离出倍半碱,煅烧成轻质纯碱,再经水合生成Na2CO3·H2O,二次分离后再经二次煅烧制成重质纯碱。倍半碱工艺制取重质纯碱,需要经过二次分离,二次煅烧才能制成重质纯碱,流程较长,能耗较大,设备费用也较高。后来又上了1套装置,采用一水碱工艺流程生产重质纯碱,流程大为缩短,分解塔中的湿分解率达到95.4%。参照图1中100℃的平衡图,固相已进入Na2CO3·H2O结晶区,即使混入少量的NaHCO3(以倍半碱形式存在于一水碱中),对生产重质纯碱,并无大碍。

表2 桐柏安棚公司湿分解数据表
由此可以看出,采用一水碱工艺流程生产重质纯碱的生产成本要低于倍半碱流程。
3.3 小苏打生产中湿分解工艺的应用
本世纪初,由我院设计的15 kt/a小苏打项目在江苏连云港碱厂投入运行。
在以纯碱或天然碱为原料制取小苏打工艺中,化碱工段的操作条件是最差的:不仅噪音很大,而且粉尘飞扬。若将碳酸化后母液在湿分解塔中,将被NaHCO3饱和的溶液分解成为Na2CO3溶液,去溶解纯碱或天然碱,化碱桶操作就会相当平静,基本可消除噪音和碱尘的污染,减少碱的损失。并可回收塔顶释放的CO2,经冷凝、除水、压缩制成食用二氧化碳(CO2浓度≥99%)。
[1] 侯德榜.制碱工学[M].北京:化学工业出版社,1959
[2] 李武.中国天然碱工业[M].北京:化学工业出版社, 1994
[3] 张大钧,门闯,等.吴城盐碱矿水采碱卤制取重质纯碱室内试验总结[R].1980
[4] 门闯,李昌奎.内蒙古伊盟合同查汗淖日晒碱液加压湿分解模拟试验报告[R].1986~1987
[5] 门闯,李昌奎,郜长水,等.重碱湿分解制重质纯碱中间试验研究报告[R].1993
TQ 114.1;TQ 031.3
C
1005-8370(2011)03-05-03
2011-02-18