淮南矿区低浓瓦斯浓缩技术运用与实践
2011-12-23张增平
张增平 葛 敏
(淮南矿业集团瓦斯利用分公司, 安徽 232001)
1 引言
淮南矿区瓦斯资源丰富, 瓦斯储量5928.29 亿m3, 预测2000m 以浅瓦斯资源为4900.38 亿m3,1500m 以浅瓦斯资源为2347.86 亿m3, 1000m 以浅瓦斯资源为862.29 亿m3。目前淮南矿区已视煤矿瓦斯为资源, 变被动的瓦斯抽放为主动的瓦斯抽采, 矿井最高瓦斯抽采率已达60%以上, 初步实现了煤与瓦斯共采。
由于淮南矿区地质条件决定了煤层的透气性较差, 造成煤层气抽采浓度较低, 其中甲烷浓度在7%~29%的低浓瓦斯约占整个瓦斯抽采量的50%以上。只有研究低浓度瓦斯浓缩技术, 充分开发利用低浓瓦斯资源, 才能提高淮南矿区瓦斯综合利用产业发展的水平, 推进淮南矿区瓦斯资源的商业化运作。
长期以来, 有关矿井低浓度瓦斯浓缩技术及装备的研究, 一直是国内外瓦斯治理以及瓦斯利用方面的一个技术难题和重点。淮南矿区浓缩技术的运用与实践可以彻底解决低浓度瓦斯无法利用的问题, 对推动煤矿企业瓦斯利用的发展起到重要的作用。
2 淮南矿区低浓度瓦斯浓缩技术的选用
2.1 瓦斯特性
瓦斯是在煤的生成和煤的变质过程中伴生的气体, 主要成分是甲烷, 对空气的相对密度是0.554, 渗透能力是空气的1.6 倍, 难溶于水, 不助燃也不能维持呼吸。在标准状态下瓦斯爆炸界限为5%~16% (甲烷浓度) , 随着压力、温度的升高, 瓦斯爆炸范围将增大。瓦斯浓缩技术选定要充分考虑到瓦斯浓缩过程中的安全。
2.2 低浓度瓦斯浓缩技术的选用
目前低浓度瓦斯浓缩主要技术途径有深冷分离技术、膜分离技术、变压吸附 (PSA) 技术和真空变压吸附 (VPSA) 技术。
深冷分离技术也是低温精馏法, 是利用N2和CH4的沸点差将两者分离。该技术投资巨大, 仍在实验阶段。
膜分离法是近年来发展起来的一种新型气体分离浓缩技术, 它是利用不同气体组成在高分子中空纤维膜中的扩散速度不同的特性实现混合气体的分离。如果采用膜分离技术, 就必需对原料气升压,而对原料瓦斯气加压很容易发生爆炸危险。因此,采用膜分离技术存在安全隐患。
变压吸附 (PSA) 技术是利用吸附剂在一定温度压力下对不同气体组分具有不同吸附容量的特性和吸附能力随温度和压力变化而变化的特性, 进行气体分离与浓缩的技术。但这种方法也需要对处于爆炸极限范围内的原料气进行升压, 很容易发生爆炸危险。
真空变压吸附 (VPSA) 技术是对变压吸附(PSA) 法进一步优化的气体分离浓缩技术。低浓瓦斯在常压下被吸附后, 采用抽真空方式提高瓦斯纯度, 即利用抽真空的办法降低被吸附组分的分压, 使被吸附的组分 (CH4) 在负压下解吸出来。该技术对原料气不需要加压, 没有爆炸危险。目前已在制富氧、制CO2等工业装置上广泛应用。国内在吸附剂技术、吸附器技术、流程技术、控制软件技术等方面均已完全成熟。
上海华西化工科技股份有限公司成功地完成了真空变压吸附计算机集成液压操纵技术和高性能三偏心金属密封程控蝶阀的开发工作, 并合作研制成功了在低压下具有较大吸附容量的甲烷吸附剂, 实现低压下真空变压吸附浓缩甲烷装置关键技术的突破。将石化、化工行业成熟的吸附浓缩技术用于煤矿低浓瓦斯浓缩, 取得了中试成功。中试成功后,进行该装置的工业实验。
淮南矿业 (集团) 有限责任公司瓦斯利用分公司与上海华西化工科技有限公司合作取得了瓦斯浓缩技术的突破。目前建设了低浓瓦斯浓缩工业实验项目, 一级浓缩后将瓦斯浓度由10%~29%提高到30%以上, 运送到民用联网区域, 作为民用燃气气源的补充, 目前该项目已经实验成功。下一步将建设具有二级浓缩的浓缩项目, 将30%以上的瓦斯气浓缩到90%以上, 用作汽车燃料或用撬车外运周遍城市销售, 推进瓦斯资源的商业化运作。
3 低浓度瓦斯浓缩技术的运用与实践
淮南矿业 (集团) 有限责任公司建设了望峰岗地区小时处理能力为5000m3的低浓瓦斯浓缩工业实验项目。VPSA 瓦斯浓缩装置用气直接引自望峰岗瓦斯抽放站, 低浓瓦斯浓缩装置排出的产品气(30%以上浓度的瓦斯) 送入望峰岗瓦斯储配站内的3 万m3储气罐, 作为新谢地区民用燃气管网的补充气源。
3.1 项目简介
瓦斯浓缩项目的建设内容包括: (1) 原料气供气系统: 望峰岗瓦斯抽放站→原料缓冲罐管道。采用了符合国家低浓标准AQ1078 - 2009 的煤矿低浓度瓦斯与细水雾混合安全输送装置;
(2) 新建小时处理能力5000m3VPSA 瓦斯浓缩系统主体装置;
(3) 产品气供气系统: 产品气缓冲罐→水环真空泵→望峰岗瓦斯储配站3 万m3储气罐管道;
(4) 废气排放系统: 吸附塔→排放总管;
(5) 配套防雷、防静电等安全设施;
(6) 配套公用工程设施: 供电、给排水及消防系统。
每小时处理能力为5000m3的低浓瓦斯浓缩工业性实验装置处理能力为:
·装置公称处理混合气能力: 5000Nm3/h。
·装置公称产30%以上瓦斯气能力: 1800Nm3/h。
·负荷调节范围: 30%~110%
·年开工时数: 7500 小时/年
3.2 低浓度瓦斯浓缩工艺
采用真空变压吸附法 (VPSA) , 提浓生产中,装置的六个吸附塔始终有两个处于进料、吸附的状态。即: 装置六个吸附塔其吸附和再生工艺过程由吸附、均压降压、抽真空、均压升压和产品气升压等步骤组成 (图1) 。具体过程简述如下:
(1) 吸附过程
来自瓦斯抽放站真空泵、温度40 ℃、压力12KPa.G的瓦斯气, 首先经过细水雾安全输送系统送入VPSA 提浓装置原料气缓冲罐, 然后由塔底进入正处于吸附状态的吸附塔内。在多种吸附剂的依次选择吸附下, 其中的H2O、CH4等组分被吸附下来, 未被吸附的N2等从塔顶流出, 经压力调节系统稳压后直接高点排空。
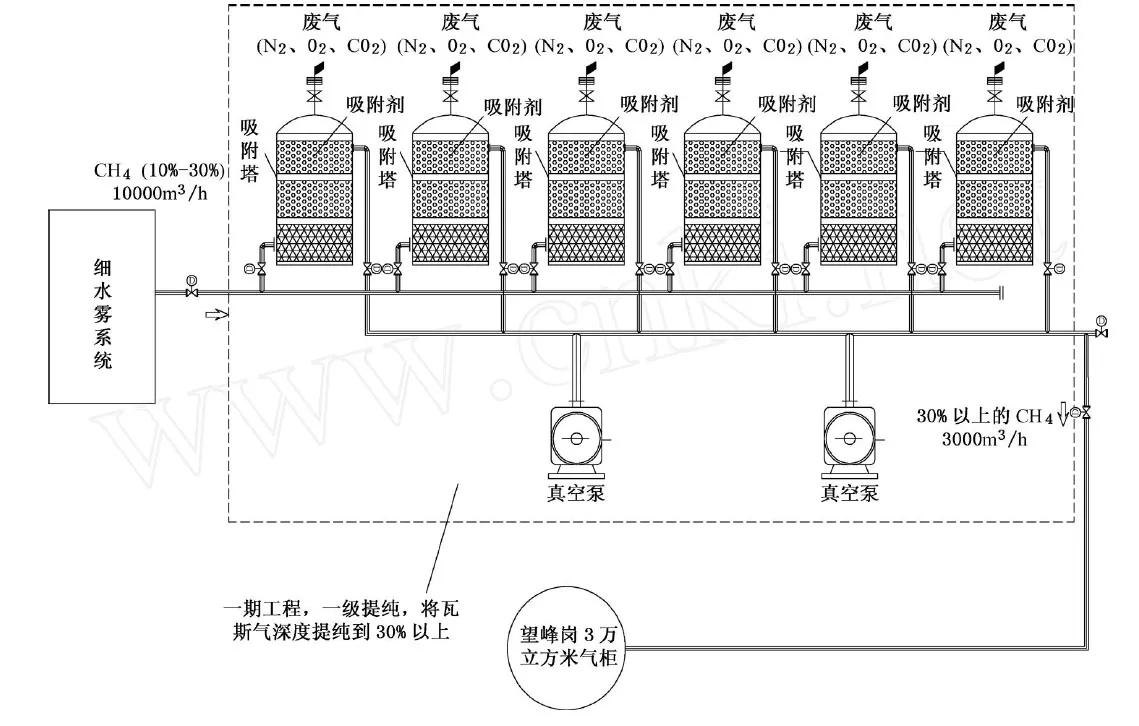
图1 低浓度瓦斯浓缩工艺流程图
当被吸附杂质的传质区前沿 (称为吸附前沿)到达床层出口预留段时, 关掉该吸附塔的原料气进料阀和产品气出口阀, 停止吸附。吸附床开始转入再生过程。
可这捣蛋的雨,就像要证明她是错的一样,马上开始滴滴答答到床顶上。床是学生的上下铺,易非在上铺放了个盆子,她又在滴滴答答的雨声中慢慢睡去,她实在太累了。
(2) 均压降压过程
这是在吸附过程结束后, 顺着吸附方向将塔内的较高压力的CH4放入其它已完成再生的较低压力吸附塔的过程, 该过程不仅是降压过程, 更是回收床层死空间CH4的过程。
(3) 抽真空过程
这是在均压过程结束后, 逆着吸附方向将被吸附剂吸附的CH4抽出来的过程。抽出来的产品CH4送产品缓冲罐。
(4) 均压升压过程
在真空再生过程完成后, 用来自其它吸附塔的较高压力CH4对该吸附塔进行升压, 这一过程与均压降压过程相对应, 不仅是升压过程, 而且更是回收其它塔的床层死空间CH4的过程。
(5) 产品气升压过程
在均压升压过程完成后, 为了使吸附塔可以平稳地切换至下一次吸附并保证产品纯度在这一过程中不发生波动, 需要通过升压调节阀缓慢而平稳地用排放气将吸附塔压力升至吸附压力。
3.3 低浓度瓦斯浓缩技术运用安全性分析
该装置为保证安全地长周期正常运行, 确保正常生产及事故状态下工艺设备和操作人员的安全,根据有关标准规范的规定, 采用了以下安全防护措施:
(1) 根据AQ1076 - 2009《煤矿低浓瓦斯管道输送安全保障系统设计规范》要求, 低浓瓦斯输送管道应设置阻火泄爆、抑爆和阻爆三种不同原理的阻火防爆装置。
(2) 按照中压乙炔和煤气输送管道的流速范围, 系统管道内介质流速按小于15m/s 考虑。
(3) 由于瓦斯爆炸属于可燃气体爆燃现象, 爆炸的能量来源于甲烷与氧的燃烧反应, 可以计算出各种浓度下瓦斯爆炸所能产生的最大压力为爆炸前压力的7.1 倍, 因此, 对于吸附压力为120kPa (A)PSA 装置而言, 其爆炸所能产生的最高压力为:0.85MPa (A) , 因此, 所有管道的设计压力按2.5MPa, 设备设计压力按1.6MPa.G考虑, 同时在吸附塔和均压总管、真空总管上设置0.2MPa 的安全阀, 在原料总管、放空总管、产品气总管上设置安全水封, 以防发生意外时保护设备和管道。
(4) 在原料总管、放空总管、产品气总管上设置阻火器, 防止发生意外时对瓦斯抽排站和瓦斯气柜产生影响而引起更大事故。
(5) 所有置于室外危险场所的仪表均采用本安结构, 因故不能构成本安回路时选用隔爆型仪表并按d ⅡCT4 防爆级别考虑。
(6) 严格按照国家有关标准规范采取防静电和雷电措施, 所有接地电阻不大于10Ω。为了防止吸附塔内因非导电体材料吸附剂产生的静电引起危险, 在吸附塔内设置了5cm 见方的铁丝网, 以使带电面积不大于25cm2。
(7) 所有焊接采用承插焊, 并在系统安装完成后进行严格吹扫, 防止管道及设备内有存有焊渣。
(8) 所有阀门采用黄铜密封材料, 防止阀门在开关过程中产生火花。程控阀是真空变压吸附装置的最主要的运转设备。本装置的程控阀门具有高密封性, 密封等级达到ANSI 六级; 具有非常长的使用寿命, 大于100 万次。关闭速度应非常快, 小于1 秒, 这样才能避免开关过程中的串气和有效组分的损失。
(9) 控制室及现场仪表供电除设置一般电源(GPS) 外, 还设置仪表专用的不间断供电系统(UPS) , 不间断供电时间一般为30 分钟, 以便电网掉电时能够使装置处于安全保护状态。
(10) 根据装置的特点, 设置了可燃气体检测报警仪表。根据瓦斯气的特点, 该装置采取上述安全措施是可以确保安全运行的。
3.4 试运行情况
2011 年4 月23 日 (望峰岗地区) 低浓瓦斯浓缩工业实验项目试运行成功, 可将10%~29%浓度的低浓瓦斯气体提高到30%以上, 其甲烷的回收率达90%以上。
其装置具备以下优点:
(1) 操作压力低: 整个操作过程皆在低压下进行, 避免了对处于爆炸极限范围内的原料气进行升压极容易引起爆炸的安全危险。
(2) 工艺流程短: 采用复合床, 达到了一个塔分离多种物质的效果, 被吸附的富甲烷组分通过抽真空的方式解吸出来直接送至甲烷储气罐。
(3) 原料气适应性强: 对于甲烷含量从10%~29%, 压力在 (20KPa.G) , 均可利用真空变压吸附浓缩。
(4) 操作弹性大, 产品纯度易调节: 真空变压吸附浓缩甲烷装置的操作弹性一般可达30%~
100%。
(5) 操作简便: 真空变压吸附装置的设备简单、运转设备少, 且全部是自动化操作, 开停车一般只需0.5~1 小时。
(6) 能耗低、运行费用小: 真空变压吸附装置一般都在常温和低压力下进行, 有利于保证吸附剂使用寿命。
4 结论
淮南矿区浓缩技术的运用与实践所采用的技术和工艺是先进、可靠的, 利用煤矿浓缩技术还可以使瓦斯利用项目最大发挥其生产能力, 推进瓦斯利用商业化运作, 具有良好的社会效益和经济效益。
[1] 张增平.煤矿低浓瓦斯浓缩技术及经济性分析[J] .中国煤层气, 2010 (4) .
[2] 王长元, 等.低浓度煤层气变压吸附浓缩技术研究现状 [J] .矿业安全与环保, 2008 (6) .
[3] 张福凯, 等.改性煤变压吸附分离煤层气中甲烷的研究 [J ] . 天然气化工 (C1 化学与化工) , 2008(4) .