水轮机锥管、座环和涡壳安装质量控制
2011-12-21孙福全王亚军河南省水利第一工程局
□孙福全 □尙 杰 □王亚军(河南省水利第一工程局)
水轮机锥管、座环和涡壳安装质量控制
□孙福全 □尙 杰 □王亚军(河南省水利第一工程局)
中小型水电站水轮机安装的重点和难点是锥管、座环和蜗壳安装的质量控制,安装偏差直接影响到水轮机组轴线的误差。安装质量控制方法多种多样,本文从实际应用的角度,介绍了一种比较实用的安装质量控制方法,经实践证明,安装质量完全满足设计要求。
水轮机锥管;座环和涡壳;安装;质量控制
一、工程简介
盘石头水库电站工程包括1#电站和2#电站,各装水轮发电机组3台,总装机容量为9380kW。其中1#电站安装HLA551-LJ-80混流式立轴水轮机2台;HLA244-LJ-100混流式立轴水轮机1台;2#电站安装HLA339-LJ-80混流式水轮机1台;HLA696-LJ-80混流式水轮机2台。
二、施工准备
依据设计图纸及技术规范,编制安装技术方案,拟定安装工艺、施工方法、技术措施及质量检验标准。在开工前14d报请监理工程师审批,并按监理工程师的批复,施工前组织技术交底。
施工设备和安装器具准备齐全,焊接等安装材料检验合格,施工电源及安全设施到位。
三、主要安装工程施工方法及质量控制
(一)尾水锥管里衬
尾水锥管里衬是水轮机最下层、最先安装的部件,其安装偏差直接影响到水轮机组轴线的误差。安装里衬前,拆除尾水管混凝土模板,清扫机坑内木屑、石屑等杂物,检查机坑底面高程;同时,检查里衬的圆度、高度和上下管口的同心度,并在里衬上口测设X、Y轴线标志(冲眼);机坑清扫完毕,精确测定安装机组的X、Y轴线及安装高程点,并将之引测到机坑周围的四个门型角钢架上。引测时,在每个门型角钢架的水平角钢上锯一个三角形缺口,以通过在缺口上悬挂钢琴线确定X、Y轴线。为防止X、Y轴方向的钢琴线重叠,两对门型角钢架的埋设应有50mm的高差。里衬安装前,测量人员应对机组安装中心及标高进行复测。
安装时,先将尾水管里衬按X、Y标志吊入基坑,然后在门型角钢架上挂设0.3~0.5mm的钢琴线,两端栓以8kg左右的重锤,以保证钢琴线的平直。其后,利用千斤顶、拉紧器、基础楔铁等器具调整里衬位置,使悬挂在钢琴线上的四个线锤尖端分别对准里衬上口的冲眼。在调整里衬安装中心的过程中,同时利用基础楔铁调整、复核里衬的安装高程。
尾水管里衬安装误差调整至规范规定的范围内后,进行加固,将所有楔铁、拉钩、垫板等调整器具用电焊固定,并在里衬外围适当加焊锚栓;然后,安装其它预埋管,铲除并打磨里衬下管口与尾水管口多余部分的混凝土,保证水流平滑过渡。最后,对安装质量进行复核,组织有关部门进行验收。安装质量符合表1要求。

表1 安装质量要求表
(二)座环及蜗壳
本工程水轮机座环和蜗壳为整体结构。首先安装座环基础螺栓、浇筑蜗壳支墩混凝土,待基础螺栓二期混凝土及蜗壳支墩混凝土达到设计强度后,检查基础螺栓及支墩的平面位置及高程。
座环及蜗壳的吊装:吊装前,应对蜗壳进口与座环的相对位置、尺寸等制造质量进行复核,检查是否符合设计图纸要求,确定保持蜗壳平衡的吊耳位置,并将其表面清扫干净;其后,进行试吊,使用8t的平板车装运至尾水渠下游平坦地段,35t吊车站在尾水闸下游,将其吊至蜗壳机墩。
座环及蜗壳吊装就位后,检查大管口与机组轴线是否重合,误差在10mm内。挂线锤检查管口上下左右的倾斜值<5mm。用经纬仪找出X、Y轴线并固定好样架,然后用水准仪配合确定座环及涡壳的高程,以座环上镗口面为准进行调整,轴线、高程调整完毕,采用调整螺栓适当固定,最后进行水平调整。水平调整时,利用水平梁加方型水平仪测试,用调整螺栓微调,反复测试调整,直至满足图纸或规范规定的水平度的要求。全部调整合格后,立即固定并加固座环。固定、加固座环时,对称点焊固定调整工具,并在蜗壳内加固支撑,以防止浇筑混凝土时座环及蜗壳位移与变形。座环和蜗壳安装质量必须符合表2。

表2 座环和蜗壳安装质量表
(三)混凝土浇筑
蜗壳层混凝土浇筑分2次,第一次混凝土浇筑蜗壳高度的1/3,第二次混凝土浇筑至设计高程。混凝土浇筑应分层、慢速、四周均匀上升,以防混凝土单边挤压造成里衬、座环和蜗壳位移。浇筑混凝土过程中,使用方形水平仪与水平梁监视座环水平。
四、质量控制保证措施
一是,安装过程中,测量技术人员随时跟踪测量各项技术指标,满足设计要求。二是,水轮机锥管、座环和涡壳的安装属隐蔽工程,施工中按隐蔽工程检查验收规范的有关要求加强安装施工过程的检查与记录。三是,严格执行“三检”制,确保安装质量满足设计要求。四是,配备足够的安装技术人员,每个电站配备技师一名、高级钳工2人、中级钳工4人;高级焊工4人、中级焊工1人;高级起重工1人,中级起重工1人。全部人员持证上岗。五是,安装人员上岗前要经过项目部工程科和质检科的培训,熟悉图纸及相关规范等的要求,牢记安全作业规程,遵守本工程的安装、安全等各项纪律。六是,吊车施工中,起吊重量不超过允许的最大负荷规定,不得强行启动超载控制开关;吊车带载回转时,操作应平稳,避免急剧回转或停止,换向应在停稳后进行。七是,电焊施工,施焊前,施焊对象的材质、规格及焊条类型应符合钢筋工程的设计施工规范,有材质及产品合格证书和物理性能检验;焊工必须持有相应等级焊工证才允许上岗操作。八是,控制环境温度对焊接作业的影响,如在环境温度低于0℃时必须进行预热,预热时必须均匀加热,以防止焊接变形的产生。
五、水轮机锥管、座环和蜗壳的安装控制结果
水轮机锥管、座环和蜗壳的安装控制结果见表3。安装质量指标符合设计标准。
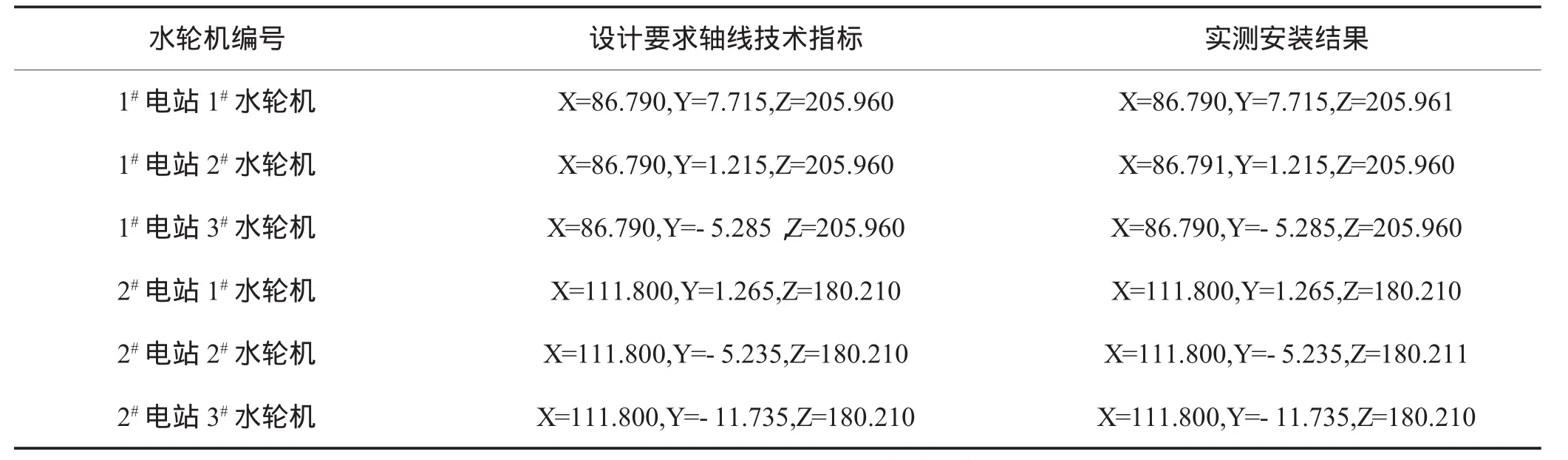
表3 水轮机锥管、座环和蜗壳安装控制结果表
2011-09-05
