关键参数对铜粉锥形件HPT成形的影响
2011-12-20薛克敏
章 凯,李 萍,薛克敏
(合肥工业大学材料科学与工程学院,合肥230009,E-mail:cisi1314@sohu.com)
关键参数对铜粉锥形件HPT成形的影响
章 凯,李 萍,薛克敏
(合肥工业大学材料科学与工程学院,合肥230009,E-mail:cisi1314@sohu.com)
高压扭转工艺具有极强的晶粒细化和粉末固结效果,而且非常适用于回转体零件的生产,为了制备出性能优异的药型罩,将高压扭转工艺应用于铜粉锥形件成形.采用单因素实验法,利用HPT专用液压机、倒置金相显微镜和金相软件系统,以及排水法测相对密度等方法,研究了温度、压力、扭转角速度和扭转圈数对致密度和晶粒尺寸的影响.结果表明:随着温度、压力和扭转圈数的增大,锥形件的致密度和晶粒细化效果都得到了提高,即提高了锥形件的质量;而扭转角速度的影响刚好相反,它的增大降低了锥形件的质量,但幅度较小;从提高生产效力来说,较大的扭转角速度优势更大.
高压扭转;锥形件;铜粉
通过粉末冶金方法获得的材料由于内部存在大量的微孔隙,导致其强度和性能都被大大降低.大塑性变形法(severe plastic deformation,SPD)是通过机械方法制备块体超细晶材料的技术,同快速凝固、惰性气体冷凝和球磨法等相比,SPD的主要优点之一是具有批量生产的能力.近年来,应用SPD方法提高粉末材料性能成为国内外研究热点[1-6].高压扭转(high-pressure torsion,HPT)是SPD的一种,成形过程中可以提供高的静水压力和强烈的剪切变形作用,但由于其成形方式的特殊性,生产的制件被局限于回转体类型[7].
药型罩是破甲弹中的核心部件,属于薄壁锥形件,符合HPT可以生产的制件类型.粉末药型罩是药型罩发展的一个重要方向,实践证明提高致密度和细化晶粒可以有效增强粉末药型罩的破甲性能[8-10].
温度、压力、扭转角速度和扭转圈数是HPT工艺的关键参数,故将HPT应用于粉末药型罩生产之前有必要掌握它们对成形的影响规律.本实验使用药型罩常用材料铜粉,研究了关键参数对粉末锥形件HPT成形质量的影响,为以后的工作奠定基础.
1 实验
以平均粒径38.5 μm的雾化纯铜粉为原材料,SEM照片如图1所示,并添加质量分数0.5%的硬脂酸锌,混合均匀以提高铜粉的流动性和成形性.实验设备使用的是本研究中心与合肥锻压机床有限公司共同研发制造的国内首台HPT专用液压机,下模作旋转运动且转速可调.温度通过电阻丝加热圈进行控制.采用排水法进行相对密度测量.使用4XB-TV倒置金相显微镜进行观察,并利用金相检验软件系统进行图像处理和定量分析.
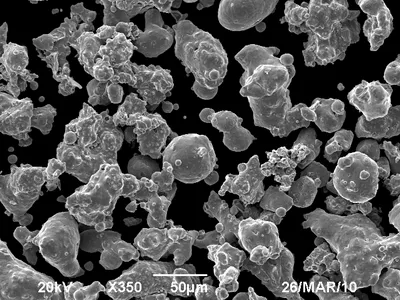
图1 纯铜粉SEM照片
实验方案为每个参数选取3个具有代表性的值进行单因素实验,见表1.在研究某一参数时其他参数保持不变,其中温度300℃、压力320 kN、扭转角速度0.1 rad/s和扭转2圈这一条件为公共比较项,故只需进行9组实验.
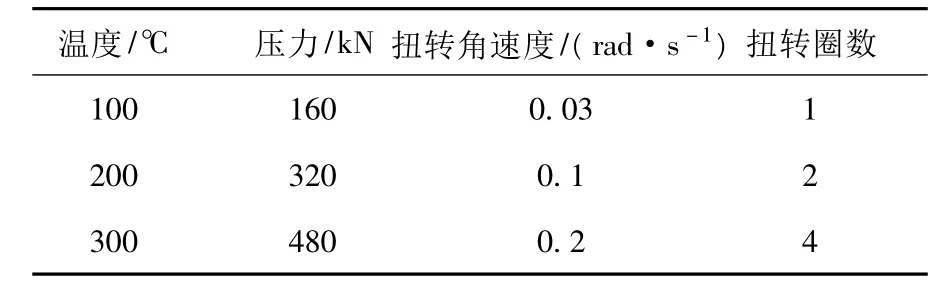
表1 实验参数设置
2 显微分析
2.1 温度的影响
图2所示为3种不同温度下成形的铜粉锥形件(线切割后),可以明显看出100℃下成形的锥形件仍然呈现出较强的粉末特征,其锥部有一块较大的缺损,是在出模的过程中造成的,即从一方面说明了其强度较低.而将温度提高到200℃后,可以发现成形的锥形件表面粉末特征已不明显,且完整度较好,但仔细观察后发现锥形件口部仍存在一些裂缝缺陷.300℃下成形的锥形件则表现出较好的金属光泽,且形状完整、壁厚均匀以及无明显的宏观缺陷.

图2 不同温度下成形的锥形件
图3所示为不同温度下成形锥形件口部的显微组织,可以看出300℃下成形的锥形件致密性最好,晶粒也最细小.由此可以分析不同温度下成形的铜粉锥形件存在巨大差异的原因.一方面,温度的升高提高了粉末体的塑性和流动性,减小了粉末颗粒相之间互搭架而形成的拱桥孔洞的体积,使颗粒之间的接触面积增加,而增强的内摩擦作用又有利于HPT过程中扭矩的传递,从而积累了更多的剪切变形量,所以晶粒细化效果也更好.另一方面,温度的升高促进了颗粒间的冶金结合效应.粉末颗粒表面一般都存在一层薄薄的氧化膜,HPT过程中产生大塑性变形可以使这层氧化膜轻易的被穿透或磨掉,减小了接触颗粒表面原子间的距离;温度的升高又可以提高原子的扩散速度,从而促进了颗粒间的冶金结合,所以300℃下成形的铜粉锥形件表现出了较好的性能.
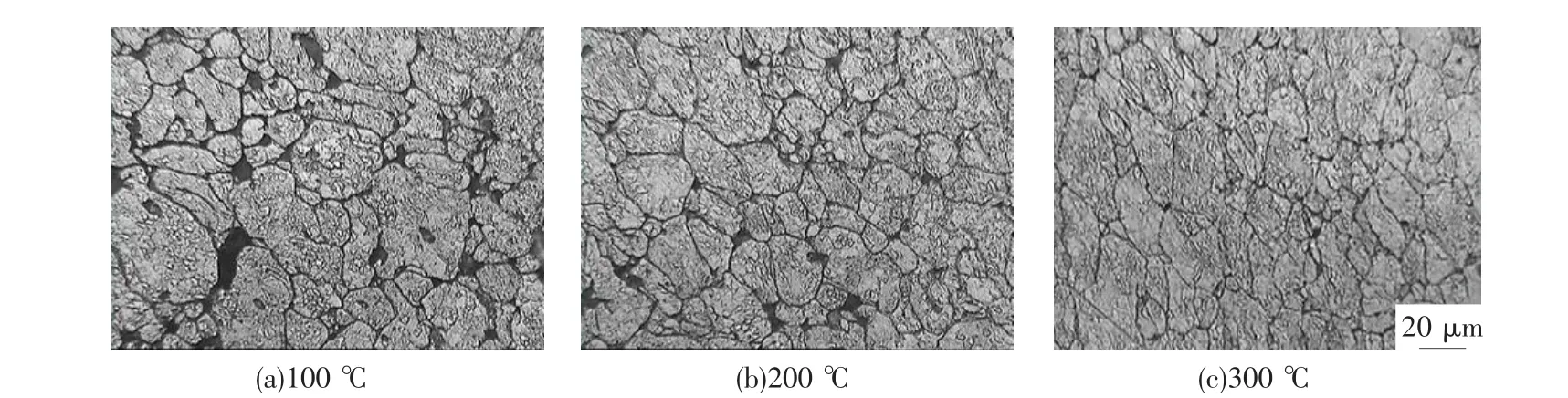
图3 不同温度下成形的锥形件口部显微组织
2.2 压力的影响
由图4不同压力下成形的锥形件口部显微组织可以看出,随着压力的增大,锥形件的致密度和晶粒细化效果都得到了提高.然而压力的增大并不是无限的,要受到设备和模具等因素的制约.从晶粒尺寸的测量结果也可以得出随着压力的增大,虽然晶粒细化效果得到有效提高,但提高的幅度在减小.因此,在选择成形压力时,要平衡好晶粒细化效果和模具成本之间的关系.
在粉末HPT过程中,高静水压力和大剪切变形的共同作用是孔隙闭合和晶粒细化的主要原因,然而它们都受到压力的影响.其中压力的增大可以提高致密度,增加粉末颗粒间的接触面积,并减少坯料的滑动,使扭矩得到有效传递,从而增大了剪切变形量.同时压力的增大也会提高静水压力,所以压力为480 kN时锥形件致密度较高、晶粒细化效果也较好.
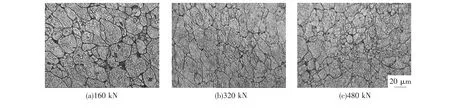
图4 不同压力下成形的锥形件口部显微组织
2.3 扭转角速度的影响
由测量结果可知,HPT成形锥形件的致密度和晶粒细化效果都随着扭转角速度的增大而降低.这主要是因为不同扭转角速度的HPT成形过程中坯料产生的滑动程度也不同.关于HPT过程中坯料的滑动,学者K.Edalati等人[2]进行了深入的研究,并提出了滑动分数ξ的概念:

式中:θ0为预期的扭转角度;θ1为实际的扭转角度,在本研究中预期的扭转角度即相当于扭转圈数.研究结果表明:滑动分数随扭转角速度的增大而增大,即扭转角速度越大,坯料的实际扭转角度就越小.
HPT工艺的本质,实际上是通过模具的扭转作用,将传统镦粗和压制工艺中易造成变形和组织分布不均匀的有害摩擦进行充分利用,将其转化成有益的作用.扭矩的传递即通过摩擦来控制,而扭转角速度的增大在一定程度上削弱了摩擦的作用效果,导致坯料获得的有效扭矩减小,即减小了HPT成形过程中累积的剪切变形量,从而造成了致密度和晶粒细化效果的降低.
不同扭转角速度下成形的锥形件中部显微组织如图5所示,结合晶粒尺寸的测量结果不难发现它们之间的差别并不大,即扭转角速度对成形的影响较小.从实际生产来说,较大的扭转角速度可以明显提高生产效率,从而具有更大的优势.

图5 不同扭转角速度下成形的锥形件中部显微组织
2.4 扭转圈数的影响
图6所示为不同扭转圈数下成形的锥形件中部显微组织,可以看出扭转圈数的增加可以明显提高晶粒细化效果.
国内外学者对HPT工艺中扭转圈数影响的研究较多,也得出了较为一致的结论:对于一般的纯金属材料,致密度和晶粒细化效果都会随着扭转圈数的增加而提高,并最终达到稳定状态[1].这主要是因为,一方面扭转圈数的增加,增大了HPT过程中累积的剪切变形量,促进了晶粒的进一步细化.另一方面,当晶粒细化速度和和回复再结晶速度达到平衡时,晶粒尺寸将不再发生变化,从而达到了稳定状态.
3 致密度及晶粒尺寸分析
图7、8分别为实验获得的不同工艺参数下成形的铜粉锥形件相对密度和不同部位晶粒尺寸数据.可以看出随着温度、压力和扭转圈数的增大,锥形件的致密度和晶粒细化效果都得到了提高,即它们的增大可以提高HPT成形锥形件的质量.而扭转角速度则相反,它的增大降低了锥形件的致密度和晶粒细化效果,对质量的提高是不利的.
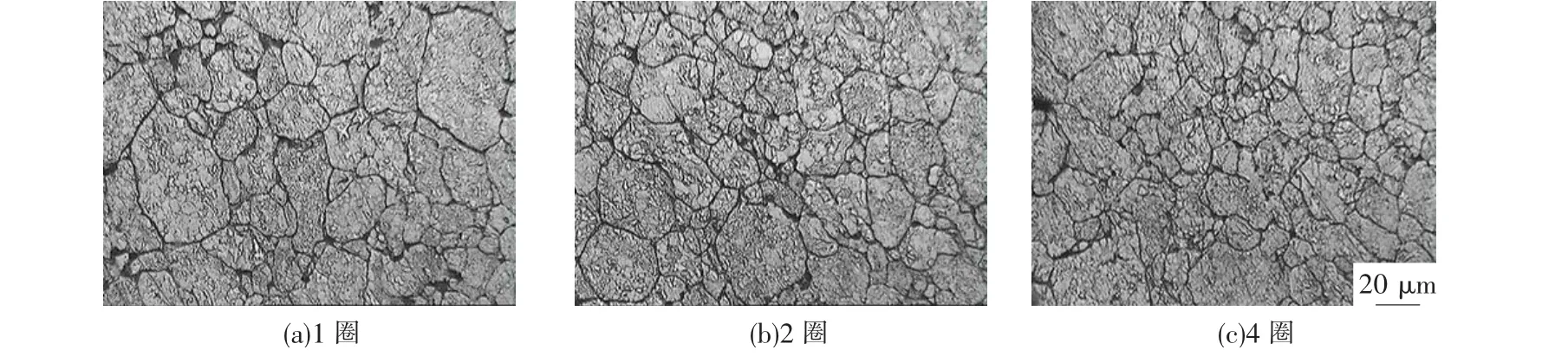
图6 不同扭转圈数下成形的锥形件中部显微组织
HPT过程中积累的剪切应变可以通过下式进行计算[1]:

式中:γ为剪切应变;N为扭转圈数;r为扭转半径;h为坯料厚度.可以看出,扭转半径越大,积累的剪切应变就越大,所以晶粒细化效果也越好,这就解释了图8中从锥部到口部晶粒尺寸不断减小的原因.

图7 关键参数变化对相对密度的影响
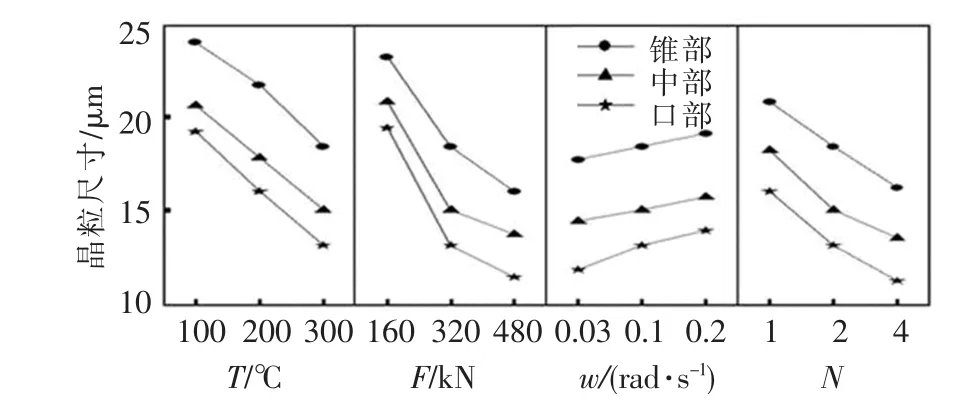
图8 关键参数变化对晶粒尺寸的影响
4 结论
1)通过单因素实验对铜粉锥形件HPT成形的关键参数进行了研究,获得并分析了温度、压力、扭转角速度和扭转圈数的影响规律.
2)温度、压力和扭转圈数对铜粉锥形件HPT成形的影响规律相同,它们的增大都可以提高锥形件的致密度和晶粒细化效果,从而提高锥形件的质量.而扭转角速度刚好相反,它的增大降低了锥形件的质量,但幅度较小;从实际生产来说,较大的扭转角速度可以明显提高生产效率,从而具有更大的优势.
[1] ZHILYAEV A P,LANGDON T G.Using high-pressure torsion for metal processing:Fundamentals and applications[J].Progress in Materials Science,2008,53:893-979.
[2] EDALATI K,HORITA Z,LANGDON T G.The significance of slippage in processing by high-pressure torsion[J].Scripta Materialia,2009,60:9-12.
[3] WANG Xiao-xi,XUE Ke-min,LI Ping,et al.Equal Channel Angular Pressing and Torsion of Pure Al Powder in Tubes[J].Advanced Materials Research Vols,2010,97-101(3):1109-1115.
[4] 党朋,许晓嫦,刘志义,等.Al-Cu合金析出相在等径角挤压中的演变[J].材料科学与工艺,2009,17(2):263-265.
[5] 李萍,黄科帅,薛克敏,等.纯铝粉末多孔烧结材料等通道转角挤压[J].中国有色金属学报,2009,19(5):881-886.
[6] 王迎,姜巨福,孙毅,等.等径道角挤压制备高力学性能细晶Mg-6Al合金[J].材料科学与工艺,2010,18(3):410-414.
[7] 李琦,李萍,薛克敏,等.纯铝粉末烧结体锥形件高压扭转有限元模拟及实验[J].中国机械工程,2010,21(11):1370-1373.
[8] AYISIT O.The influence of asymmetries in shaped charge performance[J].International Journal of Impact Engineering,2008,35:1399-1404.
[9] 贾万明,张全孝,白志国,等.药型罩制造技术的发展[J].稀有金属材料与工程,2007,36(9):1511-1516.
[10] 王毅,姜炜,刘宏英,等.粉末药型罩材料及其工艺技术的研究进展[J].含能材料,2007,12(5): 555-559.
Effects of key parameters on copper powder cones processed by high-pressure torsion
ZHANG Kai,LI Ping,XUE Ke-min
(School of Material Science and Engineering,Hefei University of Technology,Hefei 230009,China,E-mail:cisi1314@sohu.com)
High-pressure torsion(HPT)has strong effect of grain refinement and powder consolidation,and is very suitable for the production of revolution parts.Based on these,HPT was used in forming copper powder cones.The effects of temperature,pressure,rotational angular velocity and number of revolution on the relative density and grain size were studied.The results show that the density and grain refinement of cones are increased by the increasing of temperature,pressure and number of revolution,so that the cones’quality is improved.However,the increasing of rotational angular velocity has negative effect on the cones’quality,but the effect is very small.Considering of the production efficiency,the bigger rotational angular velocity is better.
HPT;cone;copper powder
TG319 文献标志码:A 文章编号:1005-0299(2011)05-0116-04
2010-12-03.
国家自然科学基金资助项目(50875072);霍英东教育基金资助项目(121053);安徽省优秀青年科技基金资助项目(10040606Y21).
章 凯(1986-),男,硕士研究生;
李 萍(1973-),女,教授,博士生导师;
薛克敏(1963-),男,教授,博士生导师.
李 萍,E-mail:cisi1314@sohu.com.
(编辑 程利冬)
