热轧变形对高碳TWIP钢组织缺陷和力学性能的影响
2011-12-20易炜发朱定一胡真明杨泽斌林淑梅
易炜发,朱定一,胡真明,杨泽斌,林淑梅
(1.福州大学材料科学与工程学院,福州350108;2.福建省三钢(集团)有限责任公司,三明365000)
热轧变形对高碳TWIP钢组织缺陷和力学性能的影响
易炜发1,朱定一1,胡真明2,杨泽斌1,林淑梅1
(1.福州大学材料科学与工程学院,福州350108;2.福建省三钢(集团)有限责任公司,三明365000)
为解决高碳Fe-20Mn-3Cu-1.3C TWIP钢凝固组织中易形成显微疏松、损害合金的力学性能的问题,研究了在相同热轧温度下,改变轧制变形总量对合金微孔缺陷的消除及拉伸力学性能的影响.研究表明:通过热轧变形可以有效地减少Fe-20Mn-3Cu-1.3C TWIP钢的微孔缺陷,提高组织致密度;随着热轧变形量的增加,合金的综合力学性能显著提高,当热轧变形量达到91%时,该合金中的微孔面密度由固溶态的1.67%降低至0.71%,抗拉强度达到1223.7 MPa,延伸率达到86.8%,强塑积高达106217.2 MPa·%,比未热轧变形处理提高了78.3%,显示出优异的综合力学性能,表明消除微孔缺陷是充分发挥其高强韧性的关键.
TWIP钢;微孔缺陷;热轧变形量;显微组织;力学性能
孪生诱发塑性(Twinning Induced Plasticity,简称TWIP)钢由于形变过程中应变诱导孪晶的形成,显示出优良的强塑性、高的应变硬化特性和高的能量吸收能力等优异的综合力学性能,而使其成为当前新型钢铁材料研究的热点[1-2].目前,国内外 TWIP钢的研究主要集中于Fe-Mn-Al-Si系、Fe-Mn-C系和Fe-Mn-Al-C系[3-5],Fe-Mn-Al-Si系TWIP钢的碳含量只有0.05%左右,甚至更低;而Fe-Mn-Al -C系和Fe-Mn-C系碳含量通常为0.5% ~0.7%.提高TWIP钢中的碳含量,不仅可以增加室温奥氏体的稳定性,且可以进一步强化合金,温鸿英等[6]在研究Fe-15Ni-12Mn-2.5Si-XC系TWIP钢时发现,随着碳含量(质量分数)从0.7%增加至1.0%,合金的强度与韧性均提高,因此,本文探索性地将碳含量提高至1.3%.但高的碳含量会增大合金的凝固温度区间,加剧显微缩松缺陷的形成,降低合金的组织致密度,损害合金性能[7].研究表明,TWIP钢在使用前均要进行热加工,通过动态回复和动态再结晶消除组织缺陷提高合金致密度,同时细化晶粒,提高其加工性.然而,TWIP钢加工工艺的研究目前多集中在冷轧变形及随后的热处理工艺上,且在冷轧变形量、退火温度与时间、冷却方式等方面已经进行了比较详细的研究[8-12],而对于高碳TWIP钢的热轧工艺研究开展较少,尤其是热轧变形消除显微缩松缺陷的规律不明确.
本文以高碳新型 Fe-20Mn-3Cu-1.3CTWIP合金钢为研究对象,应用光学显微组织观察(OM)分析了合金组织中微观缺陷的形成,并在相同的轧制温度下,研究热轧变形量对合金组织微观缺陷的消除规律;同时利用单向拉伸实验,探讨热轧变形对合金强度及韧性的影响.
1 实验
以纯度为99.8%(质量分数)的工业纯铁、电解锰,纯度为99.95%的高纯铜,以及工业生铁(1.0%Si,4.0%C,余为Fe)为原料,按质量分数配制出 Fe-20Mn-3Cu-1.3C合金,并在GDJ500C-2型真空熔炼炉中进行熔炼.为降低合金中S、P等杂质含量,添加0.23%的稀土Ce进行脱渣处理.
在SX2-5-12型箱式电阻炉中将铸锭加热到1050℃保温4.5 h,然后热轧,开轧温度1050℃,由于热轧过程中试样温度下降过快,因此,当试样温度下降至700~800℃,回炉加热至1050℃后再进行热轧,最终热轧成约为1.0 mm厚的板材,而后在1050℃保温2~3 min,水淬处理,在热处理过程中为防止氧化脱碳,试样用木炭粉覆盖保护.拉伸试样沿轧制方向切取,试样尺寸为30 mm×6 mm× 1.0 mm,标距段长度为25 mm.在CMT6104型微机控制电子万能试验机上进行室温拉伸试验,拉伸速率为1.5 mm/min.采用光学显微镜观察拉伸前后合金的组织(取断口处样品观察拉伸后的组织).其中光学显微组织用氯化铁盐酸酒精溶液(10 g氯化铁+20 mL盐酸+50 mL酒精)侵蚀.基体与微孔成分测定:选取深度腐蚀金相样品,利用EDS分别测出5个不同的微孔与基体点成分,然后求其平均值.微孔形态评定方法:将试样表面磨光抛平,利用光学显微镜拍照,观察微孔形态,利用显微分析软件将微孔区域标定为暗黑色,其余奥氏体部分为白色,计算出暗黑色区域的面积百分比,即微孔面密度;同时利用显微分析软件测定所有观察到的微孔直径,并求出平均值.每种试样测定10张照片,用10个测定参量的平均值评定组织的微孔分布形态.
2 结果与分析
2.1 合金组织缺陷的形成
图1为Fe-20Mn-3Cu-1.3C合金的基体组织缺陷形貌.
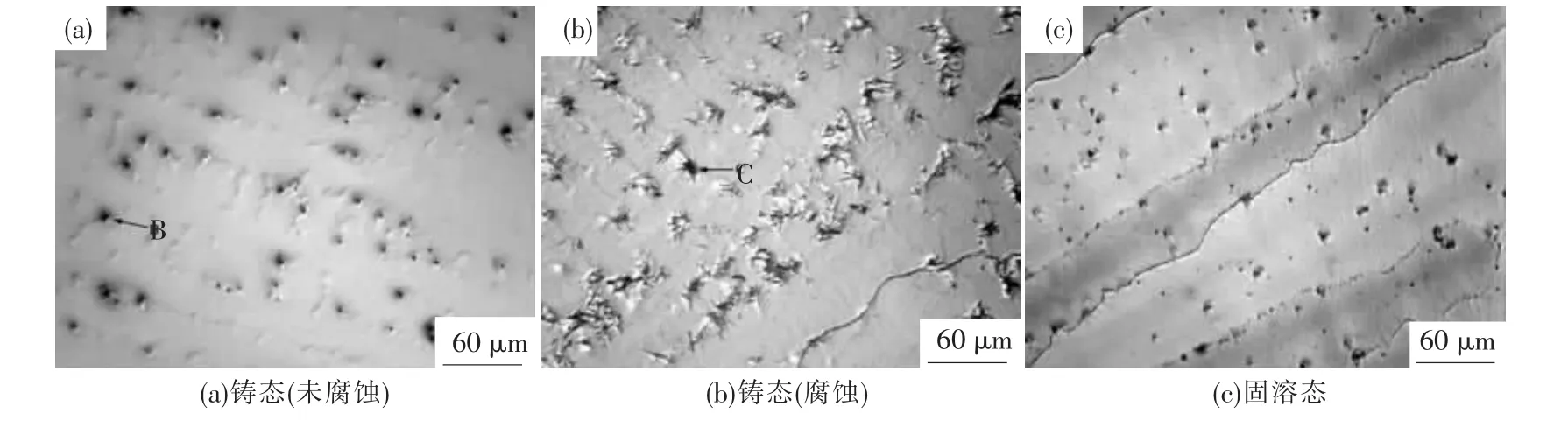
图1 Fe-20Mn-3Cu-1.3C合金的组织缺陷形貌
从图1(a)可以看到,未经腐蚀的铸态组织中存在大量的显微疏松(如图中箭头B所指),即微孔缺陷,微孔与基体成分的能谱分析结果如表1所示,可见微孔中的碳含量明显高于合金基体中碳的平均含量,由于合金中的高锰含量促进组织中粗大树枝晶的形成,同时伴随着枝晶间碳原子富集的显微疏松的出现.铸态组织的腐蚀形貌如图1(b)所示,合金的铸态组织由粗大的树枝晶与枝晶间的鱼骨状碳化物所组成,鱼骨状碳化物的中心是富含碳原子的疏松缺陷(如图中箭头C所指).经1050℃固溶处理后,碳化物全部溶入基体形成单一的奥氏体组织,如图1(c)所示.对比图1(b)和图1(c)可以观察到,合金经固溶处理后,基体中出现许多细小的微孔.由于所研制合金碳含量较高(1.3%),凝固析出大量碳化物,固溶时碳化物分解,碳原子扩散溶入奥氏体基体,所占位置以空位方式聚集形成超显微疏松,从而使基体的微孔尺寸和数量进一步增加,降低合金组织致密度.
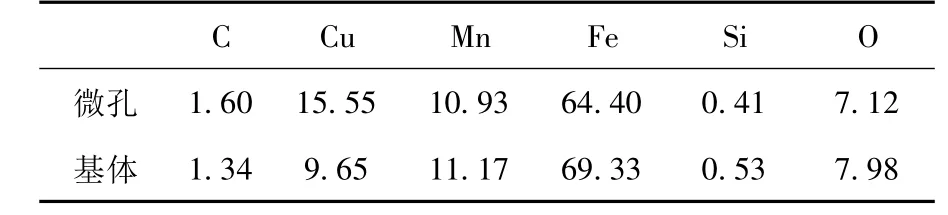
表1 微孔与基体成分能谱分析结果(质量分数/%)
2.2 热轧变形量对消除合金组织缺陷的影响
图2分别为合金经0、56%、70%、91%热轧变形后的金相组织.从图2(a)可以看到,无热轧变形合金晶粒由粗大的有方向的树枝晶,即柱状晶所组成,晶粒尺寸长度方向约为309.5 μm,宽度方向约为193.4 μm,晶粒边缘及其内部存在许多大小不一的微孔缺陷.观察图2(b)、(c)、(d)可见,在热轧变形条件下,经过动态回复与动态再结晶,合金基体组织得到细化,为等轴奥氏体晶粒,部分晶粒内部分布有退火孪晶.由于终轧温度基本相同,合金的晶粒尺寸随热轧变形量的增加变化不大,平均晶粒尺寸约为18.8~22.1 μm(图3(a));而合金基体组织的微孔缺陷随热轧变形量的增加明显减少.

图2 热轧变形对合金组织微孔缺陷的影响
为进一步探讨热轧变形消除微孔缺陷的规律,对不同热轧变形量合金的基体微孔面密度及微孔平均直径进行了统计,如图3所示.从图3可以看到,合金微孔平均直径由无热轧变形的3.90 μm急剧下降到56%变形量的2.19 μm,降幅达到43.84%,而随着热轧变形由70%增加至91%,微孔平均直径由1.74 μm降低至1.53 μm,降幅仅为12%,可见,微孔平均直径的减小速率随热轧变形量的增加呈下降趋势.微孔面密度是衡量微孔缺陷的重要指标之一,无热轧变形时,合金的微孔面密度最大,达到1.665%,而在热轧条件下,合金的微孔面密度由56%变形的1.28%下降至70%变形的0.91%,进而降低至91%变形的0.71%,其面密度仅为无变形时的38.4%,表明合金微孔面密度在剧烈热轧变形下急速降低.研究表明[13],孔洞缺陷的消除包含两个阶段,即孔洞的闭合阶段和焊合阶段,在外压力的作用下,孔洞首先被压扁,形成孔隙,其凸起部分首先接触并焊合,促使微孔平均直径急剧减小而其面密度下降缓慢,随着变形量的进一步增加,孔隙两自由面相接触,自由面上的原子通过迁移扩散形成金属键,合金的细小孔隙在热压力作用下逐渐焊合,使合金的微孔平均直径和面密度均随热轧变形量的增加而减小.
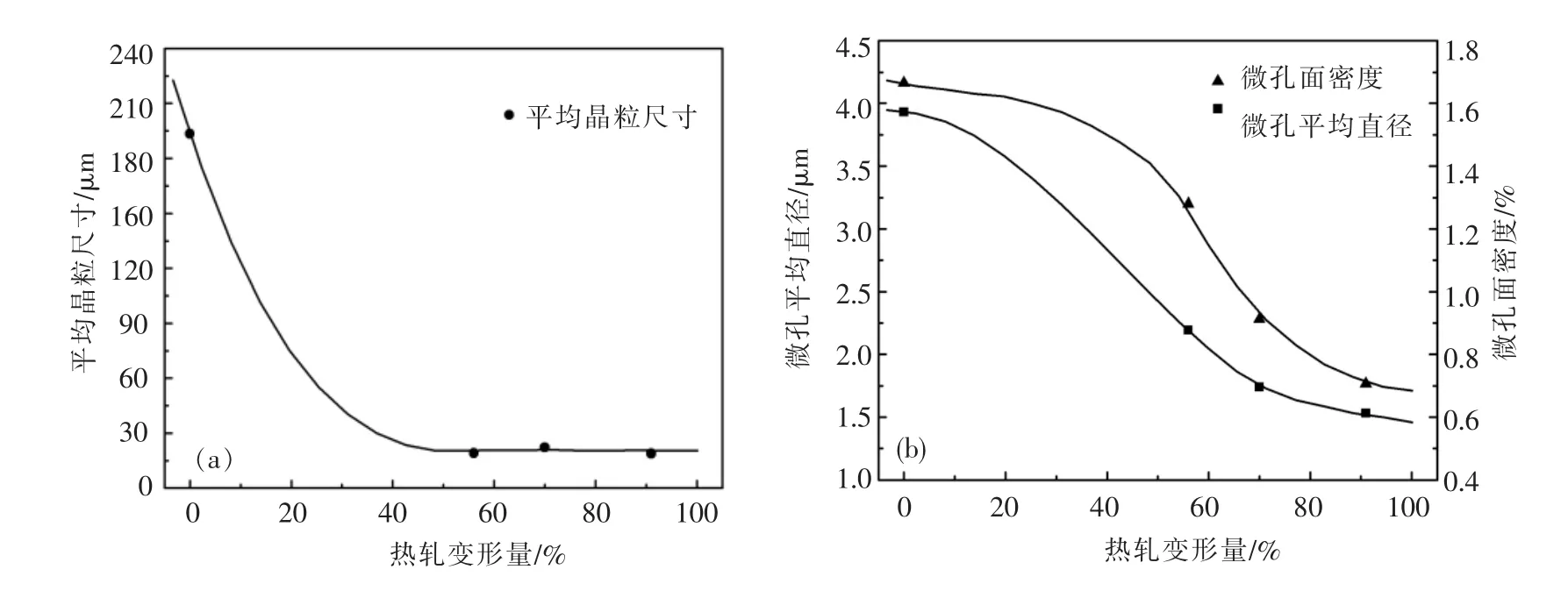
图3 热轧变形量与晶粒尺寸(a)及微孔面密度(b)之间的关系
图4分别为热轧变形0%、56%、70%、91%的合金经拉伸变形后的金相组织.由图4可见,4种合金经拉伸变形后,晶粒沿拉伸方向均发生剧烈变形,晶粒内部由于形变孪晶的产生,出现大量应变条痕.对比图4(a)、(b)、(c)、(d)可以发现,无热轧变形合金形变组织中应变条痕密集程度相对较低,应变条痕宽大,由于该合金中微孔缺陷的大量存在,断裂裂纹于微孔应力集中处萌生并扩展,促使合金在孪生未充分进行的早期变形阶段就已断裂.而在热轧变形条件下,合金形变组织随热轧变形量的增加,应变条痕越来越密集,当形变量达到70%时,部分晶粒在一次孪晶的基础上产生二次孪生,形成交叉孪晶,而随着变形量增至91%,几乎所有的晶粒均被细小而密集的交叉孪晶剧烈地分割.热轧变形量的增加可有效地消除微孔缺陷,提高合金的组织致密度,减弱变形中微孔产生的应力集中效应,同时增大试样的拉伸有效承载面积,使合金的孪生变形充分进行,形成细密的交叉孪晶,这对提高合金的力学性能具有重要意义.
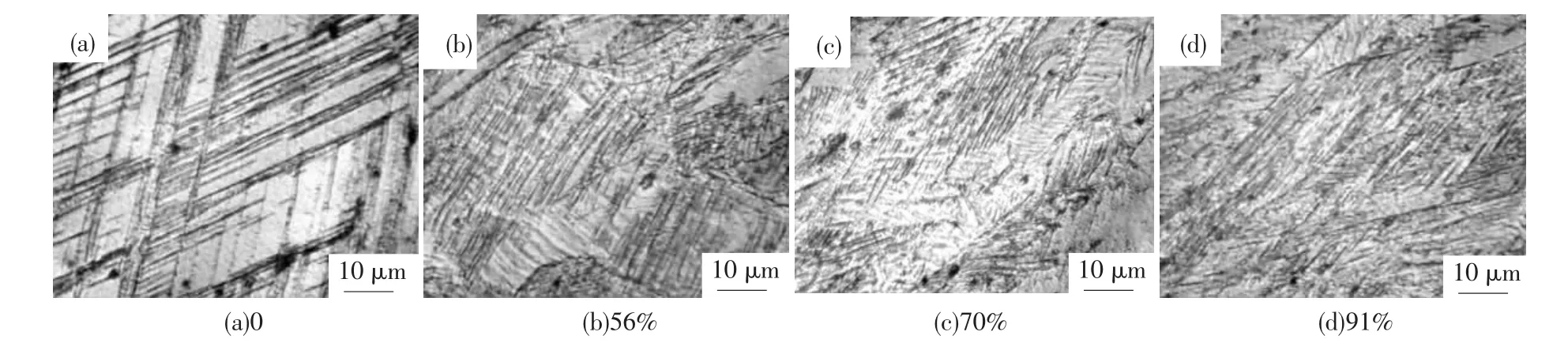
图4 不同热轧变形量后合金拉伸断裂后的金相组织
2.4 热轧变形量对合金的拉伸力学性能影响
表2所示为不同热轧变形量合金的拉伸力学性能.由表2可见,热轧变形量为0时,合金的屈服强度(σ0.2)和抗拉强度(σb)均呈较低值,分别为470.7、960.7 MPa;随着热轧变形量由56%增至70%,合金的屈服强度由538.2 MPa降至5 10.9MPa,而抗拉强度由1167.8MPa提高至1284.1 MPa,随着变形量进一步增至91%,屈服强度变化不大,而抗拉强度达到最大值1223.7 MPa,是无热轧变形时的1.27倍.断后延伸率在小热轧变形量时稍有下降,而大的热轧变形条件下,合金的延伸率显著增大,由56%时的61.0%提高至91%时的86.8%,比无热轧变形时提高了约40%.可见,热轧变形可明显强韧化合金,使合金强度和塑性同步提高.这主要是由于热轧变形量的增加,合金微孔缺陷的减少,促使其拉伸过程中孪生充分进行,基体组织被大量细密的形变孪晶所分割,这种作用类似于晶粒的细化,促进了合金强度的提高;同时,由于形变过程中孪晶的连续形成有效地延缓了颈缩的产生,使塑性变形得以持续进行,致使合金具有高的延伸率,
强塑积是衡量材料抵抗撞击吸收能量效果的重要指标之一,其大小反映了材料抗拉强度和延伸率匹配性的优劣.由表2数据可以看到,不同热扎变形量的合金均具有较高的强塑积,由无热轧变形的59563.4 MPa·%提高至热轧变形量为91%时的106217.2 MPa·%,比未经轧制提高了近 78.3%,符仁钰等[4]在研究Fe-24Mn-0.5CTWIP钢的显微组织和力学性能时,发现拉伸速率为2 mm/min时,试验钢的屈服强度为282 MPa,抗拉强度为906 MPa,断后延伸率达到97.0%,强塑积高达87882 MPa·%.与本实验研究的Fe-20Mn-3Cu-1.3C合金对比,表明提高TWIP钢中的碳含量可以在不损失高塑性的同时大幅度提高合金的强度,使综合力学性能提高.
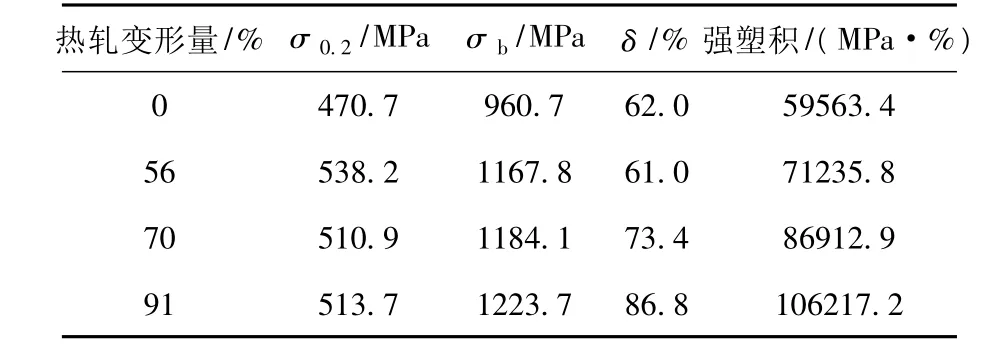
表2 热轧变形量对合金的拉伸力学性能的影响
图5为不同热轧变形量合金拉伸变形的工程应力-应变曲线.从图5可以看到,无热轧变形合金的曲线较为平缓且在图中位置较低,而在热轧变形条件下的3条曲线上升趋势趋于重合且在图中位置较高,根据Hall-Petch关系[14],σ=σ0+ ktd1/2(σ为形变应力;σ0为材料常数;kt为Hall -Petch关系斜率;d为晶粒尺寸),可见晶粒尺寸越大(d越大),形变应力就越低.无热轧变形合金晶粒呈粗大的树枝晶,而3种热轧合金的晶粒呈等轴晶且晶粒尺寸相差不大,平均约为18.8~22.1 μm,故无热轧变形合金曲线整体水平偏低.在热轧条件下,合金的微孔缺陷随热轧变形量的增加逐渐减少,使合金的孪生变形充分进行,在图中表现为合金的拉伸曲线随热轧变形量的增加进一步延伸.对图5的深入分析表明,4条曲线在达到某一临界应变量εc后均出现锯齿状应力起伏,并随着应变量的增加,锯齿状起伏越来越明显.曲线上锯齿状起伏的产生是孪生变形开始的反映,孪生作为塑性变形的另一种机制,经常在高应力集中处形核,孪生“形核”所需要的应力远比使孪生长大(位错的滑动)的大,因而出现孪生时应力-应变曲线会有突然下降,曲线上的锯齿状起伏是孪晶的形成所造成[15],同时,在91%的热轧变形条件下,由于拉伸变形后期大量形变孪晶界的形成,强烈地抑制位错的滑移,塑性延展完全依靠孪生[16],在拉伸后期曲线上表现为细密的锯齿状,如图5箭头A所示.
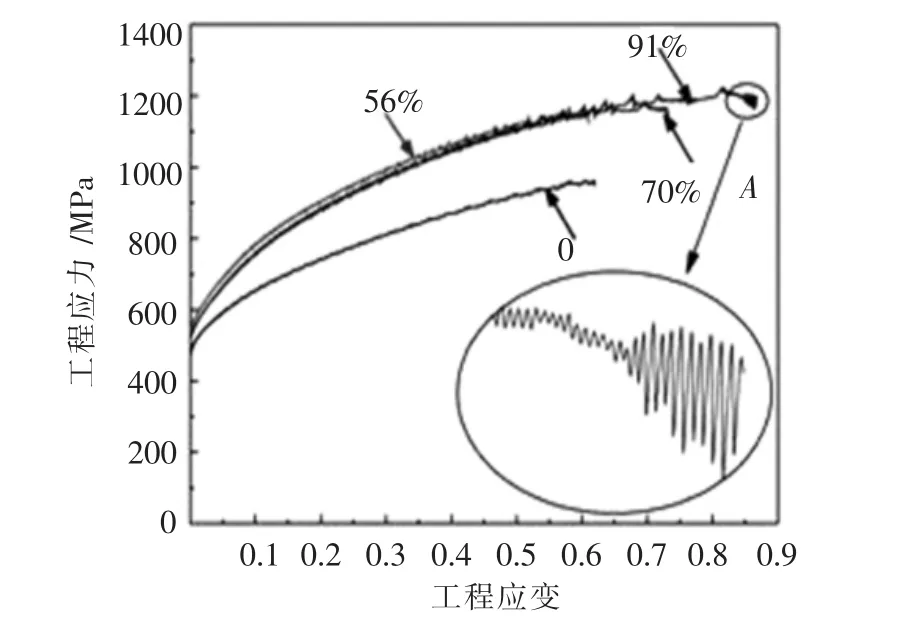
图5 不同热轧变形量合金的工程应力-应变曲线
3 结论
1)高碳Fe-20Mn-3Cu-1.3C TWIP钢凝固时在枝晶间区域形成富含碳原子的缩松缺陷,经高温固溶处理后,由于碳原子向奥氏体基体中扩散以及周围碳化物的溶解使组织中的微孔数量和尺寸进一步增加.
2)随着热轧变形量的增加,基体组织微孔缺陷的面密度降低,微孔平均直径也相应减小,从而减弱了形变过程中在微孔缺陷处产生的应力集中效应,使合金的孪生变形及TWIP效应得以充分发挥.
3)合金的抗拉强度和延伸率随热轧变形量的增加而大幅度提高,而屈服强度变化不大.变形量为91%的合金,其屈服强度为513.7 MPa,抗拉强度为1223.7 MPa,延伸率达到86.8%,强塑积高达106217.2 MPa·%,比未热轧变形处理提高了78.3%.
[1] FROMMEYER G,BRÜX U,NEUMANN P.Supraductile and high-strength manganese-TRIP/TWIP steels for high energy absorption purpose[J],ISIJ International,2003,43(3):438-446.
[2] GRÄSSEL O,KRUGER L,FROMMEYER G,et al. High strength Fe-Mn-(Al,Si)TRIP/TWIP steels development-properties-application[J].International Journal of Plasticity,2000,16(10-11):1391-1409.
[3] 米振莉,唐荻,严玲,等.高强度高塑性TWIP钢的开发研究[J].钢铁,2005,40(1):58-60.
[4] 周小芬,符仁钰,李麟.Fe24Mn0.5C形变孪晶诱发塑性钢的显微组织和力学性能[J].机械工程材料.2009,33(5):22-25.
[5] KYUNG T P,KWANG G J,SANG H H,et al.Stacking fault energy and plastic deformation of fully austenitic high manganese steels:Effect of Al addition[J]. Materials Science and Engineering A,2010,527(16 -17):3651-3661.
[6] 温鸿英,朱定一,王明杰,等.碳含量对新型Fe-Ni-Mn-Si-C系TWIP钢组织和力学性能的影响[J].钢铁,2010,45(6):74-78.
[7] 陈希杰.高锰钢[M].北京:机械工业出版社,1989.
[8] 王书晗,刘振宇,王国栋,等.热处理工艺对TWIP钢组织性能的影响[J].东北大学学报(自然科学版),2008,29(9):1283-1286.
[9] MI Z L,TANG D,DAI Y J,et al.influence of cold rolling reduction on microstructure and mechanical properties of twip steel[J].Acta Metallurgica Sinica (English Letters),2007,20(6):441-447.
[10] MI Z L,TANG D,DAI Y J,et al.Effects of annealing temperature on the microstructure and properties of the 25Mn-3Si-3Al TWIP steel[J].International Journal of Minerals,Metallurgy and Materials,2009,16(2):154-158.
[11] 李激光,丁亚杰,彭兴东,等.水淬工艺对TWIP钢显微组织和力学性能的影响[J].金属学报,2010,46(2):221-226.
[12] 李慎升,米振莉,唐荻,等.退火工艺对TWIP钢显微组织的影响[J].热加工工艺,2008,37 (18):64-66.
[13] 袁朝龙,钟约先,马庆贤.材料内部孔隙性缺陷自修复过程[J].塑性工程学报,2002,9(2):12 -16.
[14] MEYERS M A,VÖHRINGERB Ö,LUBARDAA V A.The onset of twinning in metals:a constitutive description[J].Acta Materialia,2001,49(19):4025 -4039.
[15] 余永宁.金属学原理[M].北京:冶金工业出版社.2000.
[16] BYUN T S,FARRELL K,LEE E H,et al.Strain hardening and plastic instability properties of austenitic stainless steel after proton and neutron irradiation[J].Journal of Nuclear Materials,2001,298 (3):269-279.
Effect of hot rolling deformation on microstructure defects and mechanical properties of high carbon TWIP steell
YI Wei-fa1,ZHU Ding-yi1,HU Zhen-ming2,YANG Ze-bin1,LIN Shu-mei1
(1.School of Materials Science and Engineering of Fuzhou University,Fuzhou 350108,China; 2.Sansteel MinGuang Co.,LTD.,Sanming 356000,China)
To eliminate the easily formed micropore in the solidification structure,which severely deteriorates the mechanical properties of high carbon Fe-20Mn-3Cu-1.3C TWIP steel,the effect of different hot rolling reduction at the same deformation temperature on micropore elimination and tensile mechanical properties was studied.The results indicate that hot rolling deformation can remove micropore effectively and make the microstructure much denser.The comprehensive mechanical properties are greatly enhanced with the increasing of hot rolling reduction.When the hot rolling reduction comes to 91%,the area density of micropore in solution state decreases from 1.67%to 0.71%,the tensile strength and elongation rate reaches 1223.7 MPa and 86.8%,respectively,and the strength-plasticity product achieves 106217.2 MPa·%which is about 78. 3%higher than that of non-hot rolled steel.This shows that micropore elimination is the key factor to improve high strength and toughness of Fe-20Mn-3.0Cu-1.3C TWIP steel.
TWIP steel;micropore;hot rolling reduction;microstructure;mechanical properties
TG335.11 文献标志码:A 文章编号:1005-0299(2011)05-0045-07
2010-10-24.
福建省高校产学合作科技重大项目(2011H6012);福建省自然科学基金资助项目(2011J01292).
易炜发(1985-),男,硕士;
朱定一(1958-),男,教授,博士生导师.
朱定一,E-mail:zdy7081@163.com.
(编辑 吕雪梅)
