用DRAWSET1000加弹机生产筒子直接染DTY
2011-12-09吴剑虹
吴剑虹
(广东开平春晖股份有限公司,广东开平 529300)
用DRAWSET1000加弹机生产筒子直接染DTY
吴剑虹
(广东开平春晖股份有限公司,广东开平 529300)
采用DRAWSET1000加弹机,通过降低卷绕张力至1.96~6.86 cN范围、调整轴向干扰(位移)、下调轴向静止参数至30%~35%、选择卷装成型锥角为3°、配合筒管调校动程,且在生产过程注意解决卷装端面凹陷、变形、网绊丝等成形不良,动程长(短)、油污丝、卡花丝、卷装张力异常等问题,可以生产出符合质量要求的涤纶筒子直接染DTY。
直接染筒管丝;筒染拉伸变形丝;加弹机
利用加弹机直接加工生产涤纶直接染色筒管DTY(我们简称“筒染丝”),与传统的工艺流程相比,减少了松式络筒、倒纱两道工序,缩短了下游筒子丝染色厂的生产流程,提高了筒子染色的生产效率、节省时间和能物耗,从而提高用户经济效益,也增加涤纶DTY产品的附加值。因此,该技术得到很多厂家的应用。我司运用DRAWSET1000加弹机进行试验,通过优化工艺控制,并注意解决一些典型问题,加工出符合质量要求的涤纶筒子直接染DTY。
1 实验
1.1 生产原料
本厂生产的265 dtex/36 f POY。
1.2 生产设备
DRAWSET1000加弹机(RIETER公司)
1.3 测试仪器
DIGITENS 485张力仪(Zellweger uster LTD.公司)、肖氏硬度计、钢尺、游标卡尺、USTERTENSORAPID 3强伸仪(Zellweger uster LTD.公司)、AE-N测长仪、CD-50电脑喷射染色机(无锡市永新纺织机械厂)、高温高压染色机(台湾染色机械厂股份有限公司)、脱水机、YG982型标准光源箱(常州纺织仪器厂)、HC585D型织袜机(无锡市新宏仁纺织机械有限公司)。
1.4 流程[1]
主要工艺流程:涤纶POY原丝(纱架)→剪丝器→第一罗拉→滑块→第一热箱→冷却板、冷却盒→假捻器→第二罗拉→第二热箱→第三罗拉→探丝器→油嘴→摇架、光辊、筒管(卷绕成形)→DTY筒染丝(→物理指标检测→织袜→染色判色→分级→包装出厂→筒子染色)
加弹部分的工艺跟常规DTY的一样,但要注意控制锭位的均匀性,降低CV%值,以保证成品符合染色均匀的要求。
筒子染色的过程如图1示,该技术根据染料在丝筒中的流动扩散规律,如果采用原来的工艺流程,要求筒染丝卷装必须进行圆边处理,来达到优化染液流动的效果及降低纱内外各处染液流速的差异。使用DRAWSET1000加弹机生产,其卷装没有双锥度圆边,但通过改变卷绕成形参数和改变成形锥度也可以实现相同效果。
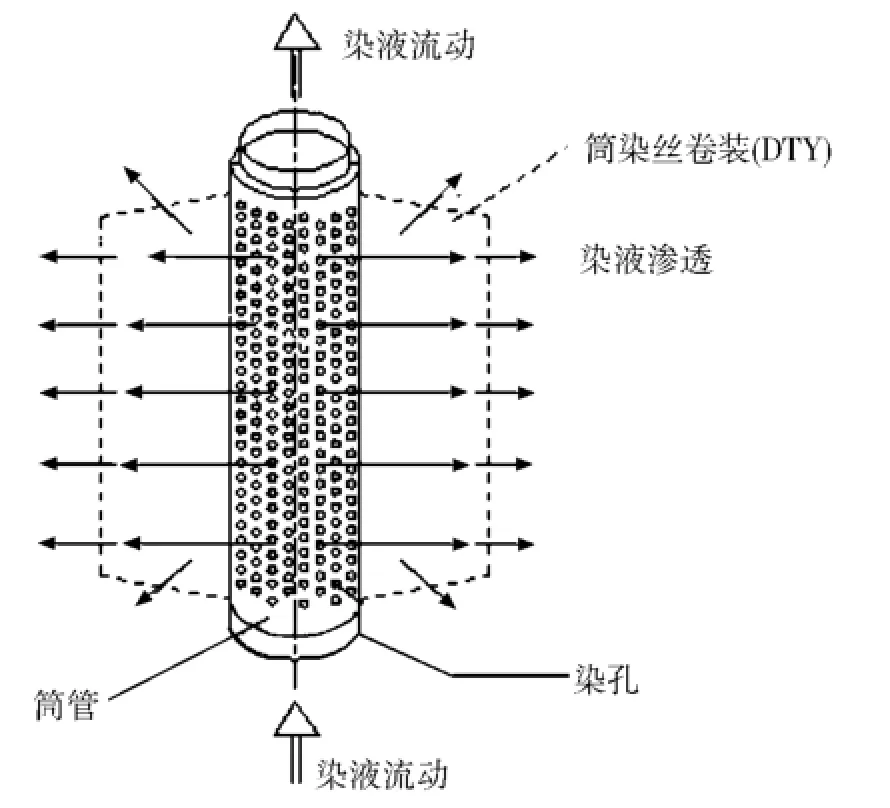
图1 筒子染色示意图
由于采用加弹机直接生产筒染丝,精减了过程中松式络筒、倒纱两道工序,没有额外的工序对卷装成形进行优化处理。
DRAWSET1000加弹机采用先进的变频控制技术,可以实现所有工艺参数的连续、无级调整,以及配置APS摇架系统,为获得良好、稳定的DTY卷装成形提供了可靠的设备基础。在生产过程通过对各项工艺参数优化配置,可以直接生产出符合要求的筒染丝DTY。
2 结果与讨论
2.1 卷绕张力控制
卷绕张力是控制卷装密度的参数。
筒染丝是一种采用染液渗透卷装染色方式的产品,要求卷装密度合适、均匀。因为卷装密度不均匀也会造成染色色差。张力过大,虽然卷装稳定、卷绕过程比较容易控制,但是张力大使卷装硬度高不利于染液渗透。张力过小,卷装尺寸偏大影响卷装容量,浪费存储空间,存在卷装松软、卷装不稳定,卷绕过程丝条集束不良、易蓬松,容易产生松圈毛丝,加大卷绕成形控制难度等问题,还会导致染色后筒子脱圈崩跨,影响筒子染色后的褪绕性能,断头增加。而且卷绕张力太小会造成在第三罗拉和光辊之间“飘丝”引起油污丝、缠丝、松圈毛丝或断头。所以要使设定张力既能得到合适的卷装尺寸、硬度、又能让卷绕稳定进行,方便成品丝的退绕。经过试验,最合适的卷绕张力在1.96~6.86 cN范围内,且要保证锭位间张力均匀,根据品种不同和实际情况作微调,可以得到0.33~0.42 g/cm3的卷装密度。
2.2 卷装成形锥角选择
因为底层卷装柱面长,外层卷装柱面短,染液渗透出卷装的路程会有差异,如果采用较大的成形锥角,使底层和外层卷装柱面长度差异更大,增加染液渗漏,导致浪费染料和染色不均;锥角过小(卷装端面过直),会影响卷装和成形的稳定性,容易出现网绊丝、底层凹陷、油污等不良情况。
所以,生产筒染丝必须尽可能地选用比较合适的成形锥角,以便接近卷装锥度要求。普通的DTY成形一般是9°双锥形筒装,可以采用调整成形锥角的方法来达到要求。
使用DRAWSET1000加弹机生产,其卷装没有双锥度圆边,其APS摇架系统,预设有3°、9°、18°三种成形锥角可供选用。选择成形锥角3°比较合适。
2.3 卷绕横动轴向干扰(位移)、轴向干扰静止参数的选择
常规的卷装,为了获得良好的退绕性能和稳定的卷装,通常在横动、干扰参数和锥角反馈装置的共同作用下,形成一个上下两端双锥面的圆柱体卷装。(“横动动程”、“轴向干扰(位移)”、“轴向干扰静止”如图2示)。因为卷绕横动的客观因素,在卷装轴线上,两端部分的卷装硬度较中间的大,这对筒染不利,会造成染液渗透阻力(压力)差异,影响染色均匀性。所以需要适当调整轴向静止比例,尽量减少这种影响。
根据DRAWSET1000加弹机的特性,“轴向静止比例”参数由常规的45%下调到30%~35%。同时为了获得适当小的卷装密度或卷装硬度,横动速度下调降低到220~250 CPM(相当于卷绕角8.5°~9.5°),并且配合适当的卷绕超喂设定较小的卷绕张力。此外,卷绕程序参数不变,仍为“程序1”。
2.4 动程的选择
结合加弹机的动程范围和采用的筒染筒管尺寸参数来选定一个合适动程。既要保证卷装底层动程覆盖“圆孔”区域+(3~5)mm的范围(如图2示)。根据DRAWSET1000加弹机动程和塑料筒管尺寸,我们设定动程为248 mm。为了保证质量,生产前整台机按要求进行精确的动程调校。

图2 动程示意图
2.5 含油控制
为了不影响染色,筒染丝含油率控制在0~0.5%,直接将油尺调到0~1 mm即合适。
2.6 注意问题
(1)成形不良、卷装端面鼓出、锭位动程异常。可以通过修正动程,调校摇架压块、转盘、反馈装置等措施来解决。
(2)油污丝。通过加强设备和现场清洁工作,小心操作来避免。
(3)动程长、动程短。精确调校、修正动程。
(4)卡花端面。有动程长卡花、张力异常卡花卷装或者操作过程碰伤卷装,针对具体原因,具体解决。
(5)网绊丝。检查横动装置、摇架系统进行处理;如果是整体问题,可以考虑修正卷绕、干扰等参数来解决。
(6)出现卷装直径偏大、偏小锭位(指定长定重卷装)。查找POY原料、罗拉、假捻器、丝道等原因,进行锭位张力维护,提高锭位均一性,降低各方面的CV%值。
2.7 筒染丝产品质量
采用以上工艺,生产出的产品物理指标正常,卷装达到筒子染DTY要求,产品指标测试结果如表1,卷装情况见表2。

表1 筒染丝物理指标
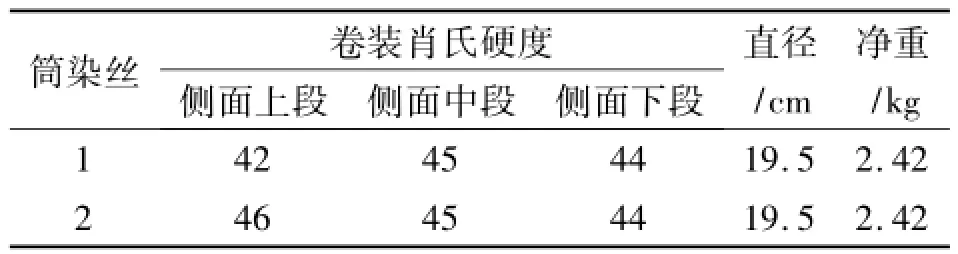
表2 卷装情况
3 结论
涤纶塑料管DTY称为直接染筒管丝,我们简称涤纶DTY“筒染丝”。根据直接染筒管丝的指标要求[6]、筒子染色机理、加弹机的功能及特性,生产筒染丝,除了DTY的常规质量指标,注意控制CV%值之外,最关键就是必需要有合适的卷装硬度,良好的卷装成形,才保证筒染丝染色的均匀性,符合判色标准。
采用DRAWSET1000加弹机直接加工筒染丝,通过卷绕张力、成形干扰参数、卷装锥角、配合筒管调校动程等工艺选择、优化,且在生产过程注意解决卷装端面凹陷、变形、网绊丝等成形不良,动程长(短)、油污丝、卡花丝、卷装张力异常等典型质量问题,可以生产出符合质量要求的产品。
[1]RIETER公司.DRAWSET1000加弹机质量手册[Z].
[2]李允成.涤纶长丝生产[M].北京:中国纺织出版社,1995.
[3]邹衡.纱线筒子染色工程[M].北京:中国纺织出版社,2004.
[4]王显楼,余荣华.高速纺丝拉伸变形工艺与设备[M].北京:纺织工业出版社,1992.
[5]董纪震,赵耀明.合成纤维生产工艺学[M].北京:中国纺织出版社,1981.
[6]常向真.GB/T 24116-2009.针织用筒子染色纱线(国家标准)[S].
PRODUCE DIRECT DYE BOBBIN DTY WITH DRAW-TEXTURING MACHINE DRAWSET1000
WU Jian-hong
(Kaiping Chunhui Co.,Ltd.,Guangdong Kaiping 529300)
Using draw-texturing machine DRAWSET1000,by reducing winding tension to the range of 1.96 to 6.86 cN,adjusting Axial Displacement and Axial Dwell down to range of 30%to 35%,selecting package taper of angle 3°,adjusting Stroke Length fitting for bobbin,and solving some problems such as package depression,deformation,stumbled,long(short)Stroke Length,dirt silk,broken filament and abnormal tension occurred during the production,polyester direct dye bobbin DTY which can meet the quality requirements,can be produced.
direct dye bobbin yarn;bobbin dye draw textured yarn;draw-texturing machine
TS193.313
B
10.3969/j.issn.1672-500x.2011.01.003
1672-500X(2011)01-0009-03
2010-12-01
吴剑虹(1978-),男,广东海丰人,本科,化纤助工,从事涤纶长丝生产质量工艺管理工作。
