SPA-H耐候钢轧制工艺研究
2011-12-08陈小波陈建华朱永宽管兴伟金鹏
陈小波 陈建华 朱永宽 管兴伟 金鹏
(1.新余钢铁集团有限公司;2.西安建筑科技大学)
SPA-H耐候钢轧制工艺研究
陈小波1,2陈建华1朱永宽1管兴伟1,2金鹏1
(1.新余钢铁集团有限公司;2.西安建筑科技大学)
介绍了新钢热轧SPA-H耐候钢的轧制工艺研究情况。通过调整精轧终轧温度及卷取温度,使钢材的性能满足了生产要求。
SPA-H耐候钢 终轧温度 卷取温度
0 前言
耐候钢(即耐大气腐蚀钢)是介于普通钢和不锈钢之间的价廉物美的低合金钢系列,在融入现代冶金新机制、新技术和新工艺后得以可持续发展和创新,属世界超级钢技术前沿水平的系列钢种之一。耐候钢由普碳钢添加少量铜、镍等耐腐蚀元素而成,具有优质钢的强韧、塑延、成形、焊割、磨蚀、高温、疲劳等特性;耐候性为普碳钢的2~8倍,涂装性为普碳钢的1.5~10倍,能减薄使用、裸露使用或简化涂装使用。该钢种具有耐锈,使构件抗蚀延寿、减薄降耗、省工节能的特性,使构件制造者、使用者受益。例如,耐候钢桥梁可节约的涂装费就可达建设投资的10%以上。耐候钢具有重大经济意义和战略意义,符合当今高效、长寿、节能、环保等“绿色”观念和国家发展政策导向[1]。
1 轧制工艺设计与试验方案
1.1 轧制工艺参数的选择
1.1.1 加热制度的选择
加热是热连轧的重要工艺环节。板坯加热时,原始奥氏体晶粒大小、各元素的固溶程度都直接影响热连轧过程中的再结晶状态,变形后的奥氏体晶粒尺寸等,这些都影响热轧钢板的综合力学性能。对于低碳钢,加热温度通常为1200℃ ~1300℃[2]。提高加热温度虽然可以减轻轧机负荷,但是消耗燃料多,增加烧损,并可能导致粘钢,甚至过热、过烧,所以不希望进一步提高加热温度。相反加热温度太低,奥氏体晶粒长大缓慢,要求很长的均热时间,降低加热炉的生产能力,并可能导致轧机超负荷。由于SPA-H钢中含Cu,为防止加热时铸坯表面产生“铜脆”缺陷,应控制了炉内的气氛以及升温速度,缩短钢坯高温在炉时间,减少Cu在晶界及铸坯表面的富集。所以本钢种加热温度确定为1200℃~1250℃。
1.1.2 粗轧终轧温度的选择
为了得到均匀的铁素体组织,制定合理的进精轧温度可有效的保证组织的均匀,防止产生混晶组织,同时也可保证轧制的稳定性。由于该钢种低温下变形抗力较大,进精轧温度控制在:1040℃ ~1070℃。
1)终轧温度的选择。为了得到细小而均匀的铁素体晶粒,终轧温度应高于Ar3(835℃)以上,因为若低于此温度,将产生先析铁素体,并将在后面的轧制道次中,出现拉长的最终组织,影响产品的塑性和韧性指标。
2)卷取温度和冷却制度的选择。控制冷却是热轧带钢的一个重要工艺环节,卷取温度对带钢组织和性能的影响是极为明显的。卷取温度应低于665℃以下[2],这样才可以得到均匀、等轴的细晶粒组织和弥散度较高的碳化物相。
新钢1580 mm热连轧机的精轧机组轧后冷却装置是145 m长的层流冷却系统,由计算机根据卷取温度的要求进行自动控制,可采用前段冷却、后段冷却等多种方式。为保证SPA-H钢较低的屈强比指标,应尽量延长终轧与开始冷却之间的间隔,所以,层流冷却采用后段冷却方式,冷却策略采用稀疏冷却。
1.2 试验方案设计
试验用SPA-H钢的化学成分如表1,坯料厚度尺寸230 mm。根据该钢种成分特点及现场生产情况,轧制工艺温度采用:加热温度1220℃,粗轧开轧温度1180℃ ,终轧温度1050℃:精轧开轧温度1020℃,冷却方式采用后段冷却。采用不同的精轧终轧温度、卷取温度,轧制工艺参数设计如表2所示。在新钢1580 mm热连厂试轧。

表1 SPA-H试验钢化学成分 %
2 试验结果与分析
2.1 力学性能
对实验钢进行力学性能检测,其结果见表2。

表2 SPA-H钢工业试验条件及力学性能
由表2可以看出,采用四种轧制工艺均可满足力学性能要求。从总体上看,屈服强度富裕量较大,比国标≧75 MPa,抗拉强度富裕量较小,比国标≧25 MPa。其中C钢种力学富裕量最大,延伸也较好。
2.2 金相组织及夹杂物
对4块SPA-H钢取样进行金相组织检验及夹杂物评定,金相检测结果见表3。检验标准:晶粒度采用 YB27,带状采用 GB/T13299,夹杂物采用GBl0561,晶粒度为11级;硫化物为0.5级、氧化物为05~0.5级、带状为0.5~1.5级。SPA -H 钢的金相组织为铁素体+珠光体,其体积百分数分别为85% ~90%和10% ~15%,金相照片如图1、图2所示。

表3 金相检测结果
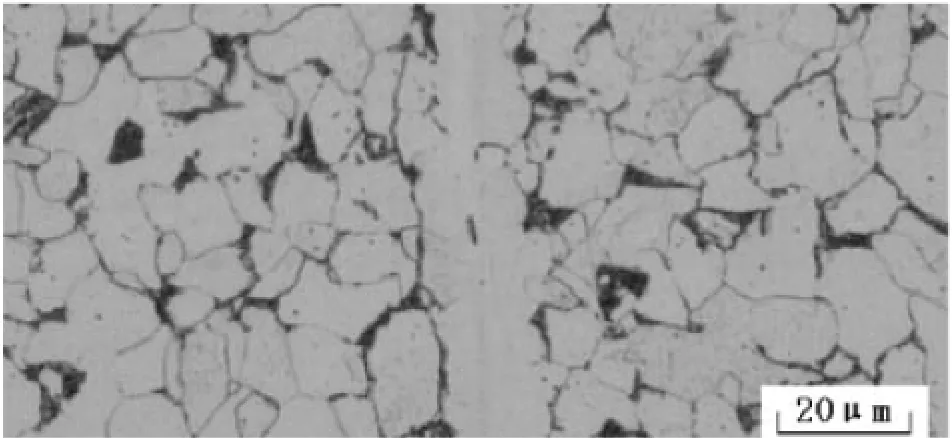
图1 心部铁素体带组织
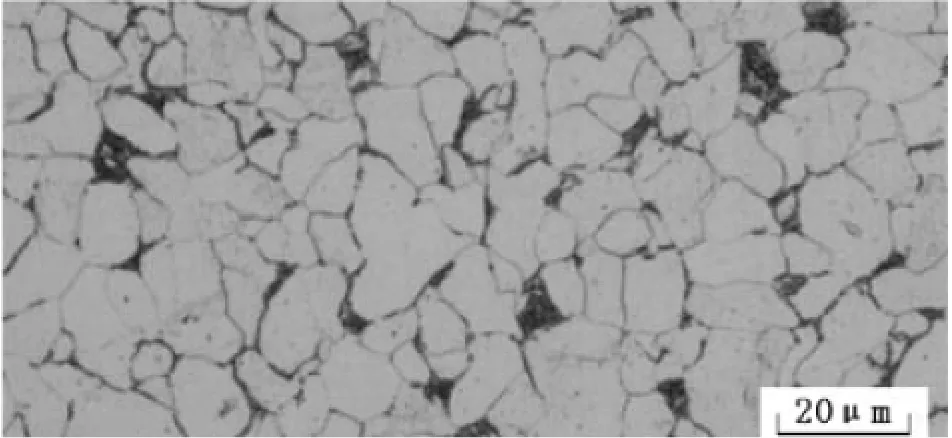
图2 C钢金相组织
由图1、图2可知 A、B、D钢心部出现铁素带,C钢心部未出现铁素体;由表3可以看出,A、B、D钢冷却速度较慢,而C钢冷却较快,所以加快冷却速度可有效降低心部铁素体带的形成,有利于力学性能的提高。
3 结论
根据以上分析结果,最终确定轧制工艺采用:加热温度1220℃,粗轧开轧温度1180℃,终轧温度1050℃:精轧开轧温度1020℃,冷却方式采用后段冷却,精轧终轧温度860℃,卷取温度550℃。使用该工艺生产,力学性能富裕量较好,组织均匀,完全满足生产要求。经过近1年得生产实践,采用该轧制工艺,性能命中率100%。
[1] 徐明等.集装箱用SPA-H耐大气腐蚀钢的开发研制[J].辽宁科技学院学报,2005,7(1):12 -15
[2] 张怀富等.SPA-H热轧带钢生产工艺[J].山西冶金,2001,83(3):23-25.
RESEARCH ON THE ROLLING PROCESS OF SPA-H STEEL
Chen Xiaobo1,2Chen Jianhua1Zhu Yongkuan1Guan Xingwei1,2Jin Peng1
(1.Xinyu Iron and Steel Group Co.,Ltd;2.Xi'an University of Architecture and Technology)
It introduced the research on rolling process of SPA -H steel in Xingang hot rolling line.The steel properties can meet the production requirement through adjusting the finish rolling temperature and coiling temperature.
SPA-H steel finish rolling temperature coiling temperature
*
2011—9—14