热轧工艺对纺粘热轧非织造布力学性能的影响
2011-12-08张月庆钱晓明
张月庆 钱晓明
(天津工业大学纺织学院非织造材料与工程系,天津,300160)
热轧工艺对纺粘热轧非织造布力学性能的影响
张月庆 钱晓明
(天津工业大学纺织学院非织造材料与工程系,天津,300160)
分析了聚丙烯纺粘热轧非织造布的热轧黏合机理,其结构可以用薄膜区—纤维区两相结构来描述。研究了热轧工艺对纺粘热轧非织造布力学性能的影响。在面密度一定的条件下,提高轧棍温度有利于增加薄型纺粘法非织造布的强力;在其他条件不变的情况下,提高轧棍压力有助于改善非织造布的力学性能,而提高轧棍线速度则会使非织造布强力下降;在生产高面密度非织造布时,为保持轧棍一定的线速度,可调整轧棍的温度和压力参数作为补偿,以保证非织造布强力稳定。
纺粘法非织造布,热轧工艺,力学性能
面密度小于100 g/m2的纺粘法非织造布普遍采用热轧工艺加固。用纺粘法制得的纤网经过合适的热轧工艺处理,制得的非织造布可达到使用所要求的强度和获得所需的花纹。热轧工艺和热轧黏合结构对非织造布的质量起着至关重要的作用。
1 热轧黏合
1.1 机理
热轧非织造布分为点黏合、面黏合和表面黏合三种热轧黏合方式。点黏合是采用刻花辊/光辊组合,当纤网通过时在凸轧点处纤维产生熔融黏合,该黏合方式常用于制造薄型非织造布;面黏合是采用光辊/光辊组合,热轧黏合时在纤维交叉点处产生黏合,面黏合非织造布的黏合点多,产品密实发硬,表面光滑平整;表面黏合是采用光辊/棉辊(在钢辊上包缠一层厚棉布)组合,在热轧黏合时能形成单面的表面黏合,只有靠光辊一面的纤维产生黏合。
热轧黏合主要是利用热塑性合成纤维的特性,通过一对加热钢辊,在两轧辊钳口组成热轧黏合区,对喂入的纤网进行加热加压,纤网的厚度和密度发生变化,使热传导性能发生变化,导致纤网中部分纤维熔融、流动和扩散,从而产生黏结,冷却后加固的纤网就是热轧非织造布。
当纤网在室温的条件下进入由热轧辊钳口组成的热轧黏合区时,热传递使纤网发生很多物理变化。由于轧辊表面的温度较高,轧辊表面的热量流向纤网表层,并逐渐传递到纤网内部。在热传递的同时,纤网受轧辊轧压厚度变薄,密度变大。形变热是向纤网提供热量的另外一个重要来源,由于两轧辊间的压力,使喂入到钳口处的纤维高分子产生宏观放热效应,并且纤网在钳口处的停留时间很短,这也加剧了纤网温度进一步上升。由于存在Clapeyron效应,高聚物分子熔融所需的热量在受压时远比在常压下多[压力使聚丙烯纤维熔融温度增加值约为 30 ~40 ℃/(100 MPa)[1]],所以熔融高聚物的流动以及向相邻纤维表面的扩散,使纤维间形成良好的黏合。当纤网经过黏合并冷却后,转变为尺寸稳定的结构[2],即热轧黏合结构。
由于轧辊压力是在两端施加的,钢辊会产生一定的弯曲变形,所以在压力作用下,轧辊间的接触区域不是一条直线,而是具有一定宽度的接触区。机幅越宽,接触区宽度也越大。设纤网停留在接触区的时间为t、与接触区的宽度为h、纤网经过轧辊表面的线速度为v,则三者之间存在以下关系:
1.2 结构描述
通过电镜观察花纹辊热轧非织造布的结构,可看到黏合结构分为规则形状的薄膜区以及纤维区两种结构[3],因此花纹辊热轧非织造布的结构可用薄膜区—纤维区两相结构模型描述。花纹辊的凸起部分形成黏合结构的薄膜区,纤维区则对应花纹辊的凹进部分。钳口处的加热加压以及剪切力的作用使纤维在凸起部分熔融流动,形成薄膜;而没有被熔融的那部分纤维则形成了纤维区,该部分纤维基本上保持了原有的结构状态。热轧工艺条件决定了薄膜区的黏合效果,一根纤维至少要穿越两个薄膜区才可以更好地承担负荷,从而形成良好的黏合结构,因此轧辊的花纹尺寸、排列和几何形状关乎到产品的强力和柔软性。
2 试验部分
2.1 试验准备
原料:上海赛科公司S2040聚丙烯;
设备:国产纺粘生产线,幅宽3.2 m,纤网经一对钢辊进行热轧,上辊为花辊,下辊为光辊,采用导热油进行加热;
仪器:YG028型电子万能材料试验机,测试样品拉伸性能,夹持距离200 mm,拉伸速度100 mm/min,试样宽度5 cm。
2.2 试验方案
在厂房设备和产品面密度一定的条件下,轧辊温度、轧辊线速度和轧辊压力是影响热轧黏合非织造布性能的主要因素。试验以16 g/m2聚丙烯纺粘法非织造布为样本,探讨轧辊的温度、线速度和压力三个指标对非织造布纵横向强力的影响。测试在不同热轧条件下所制样品的强力,其中轧辊压力是在轧辊两端施加的,轧辊会因此产生弯曲变形。本试验轧辊两端压力设为4.0 MPa,保持不变,通过增压泵来改变轧辊压力的大小。试验参数设置见表1。
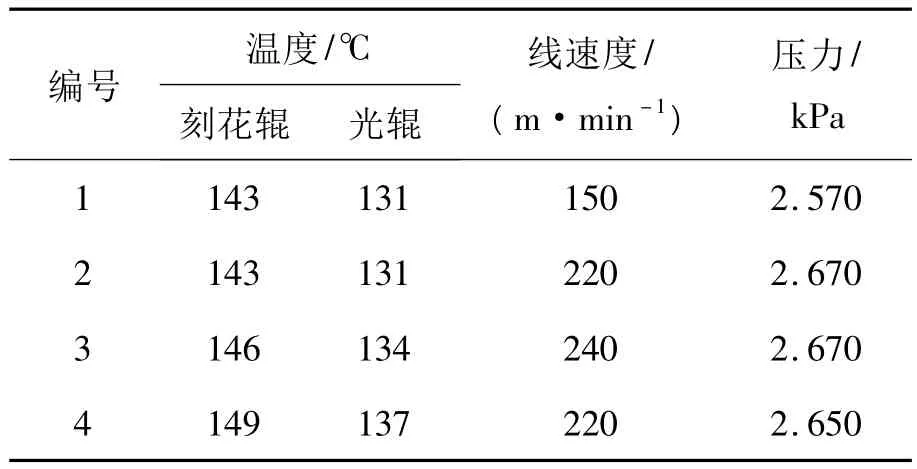
表1 试验参数
3 结果与讨论
3.1 轧辊温度对非织造布性能的影响
图1是轧辊温度与聚丙烯纺粘热轧非织造布纵向力学性能的关系曲线。随着轧辊温度的升高,样品的纵向强力和伸长率均增大,主要原因是在试验工艺范围内,温度的提高使纤维表面熔融效果改善,增加了纤维间的黏结牢度。当轧辊温度超过工艺允许的最大值时,会使纤维结构发生改变,成为结晶度和取向度很差的薄膜,这将导致非织造布强力显著下降。若轧辊温度偏低,则纤网的黏合不充分,制得的非织造布手感较柔软并且易弯曲,但其强力降低,同时出现表面起毛现象[4]。
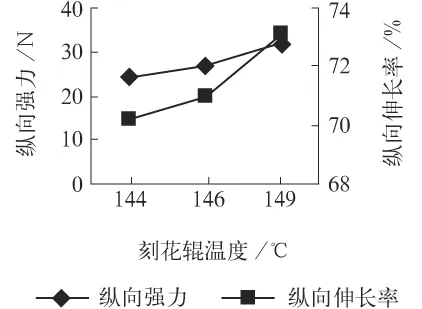
图1 轧辊温度与非织造布纵向力学性能的关系曲线
聚丙烯的熔点在155~160℃之间,轧辊的表面温度一般控制在140℃左右。温度控制不当是产生缠辊现象的主要原因。当两个钢辊温度过高或温差过大时都会产生缠辊现象,尤其在光辊温度高于刻花辊温度时,更容易导致缠辊的发生。因此,在生产薄型非织造布时一般使光辊的温度稍低于刻花辊温度,可减少缠辊现象,有利于生产的进行,且可改善非织造布的手感。
3.2 轧辊压力对非织造布性能的影响
图2是轧辊压力与聚丙烯纺粘热轧非织造布横向力学性能的关系曲线。随轧辊压力的增高样品的横向强力和伸长率均增大,这是因为压力升高有利于轧辊与纤维间接触热量的传递,熔体的流动和扩散状况改善,使纤维表面熔融黏结的效果变好。黏合点处的厚度越薄,则非织造布的密度越大,强力也越大。但是过高的轧辊压力不利于熔体的流动和扩散,反而会使非织造布的强力下降。聚丙烯纺粘热轧非织造布横向断裂强度和轧辊压力存在下列经验关系[5]:

式中:L——非织造布横向断裂强度(kN/cm);
F——单位长度轧辊压力(N/cm)。
上式表明,随着轧辊压力增加非织造布横向断裂强度线性增加。轧辊压力对非织造布强力的影响程度远小于轧辊温度和线速度。
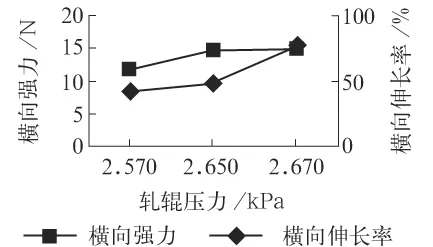
图2 轧辊压力与非织造布横向力学性能的关系曲线
另外,在生产低面密度非织造布时,轧辊压力太高,会造成轧辊上轧点的磨损,不利于纤维的黏合,还会产生缠辊。为了得到性能均一的产品,避免轧辊弯曲造成的压力不均,适当降低轧辊压力是必要的。
3.3 轧辊线速度对非织造布性能的影响
图3是轧辊线速度与聚丙烯纺粘热轧非织造布强力的关系曲线。当温度不变时,随着轧辊线速度加快,纤网接收的热量减少,纤维间的熔融效果变差,会使非织造布强力降低。轧辊的线速度决定了纤网在钳口区的停留时间。合理的热传递以及聚合物熔融产生流动和扩散的效果是形成良好的黏合结构的基础。当轧辊线速度增加时,纤网在钳口处受热时间减少,有可能使热轧黏合过程不能充分完成。在轧辊温度一定和压力不变的情况下,一般轧辊线速度随所制产品面密度的增加而减慢。因此,生产高面密度产品时,在一定范围内为保证生产速度不降低,可适当提高轧辊温度和轧辊压力来弥补速度对热黏合带来的影响[5]。
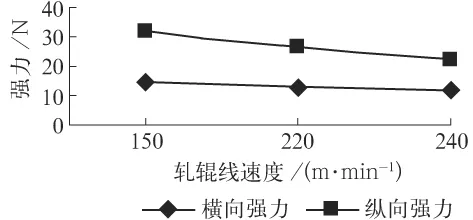
图3 轧辊线速度与非织造布强力的关系曲线
有文献[3]指出,当轧辊压力和线速度不变时,非织造布的强力与轧辊的温度有近似线性的关系;而在轧辊压力和温度不变时,非织造布的强力与轧辊线速度的倒数呈线性关系。因此,为保证产品强力,在提高轧辊线速度时必须同时提高轧辊的温度。
4 结论
(1)热轧黏合过程是热学—力学机理共同作用的过程,纤网通过热传递和变形热获取热量,并伴随着高聚物的流动和扩散。热轧黏合结构可以用薄膜区—纤维区两相结构描述。
(2)热轧非织造布黏合结构中的黏结点是产品质量的关键。在面密度一定的条件下,提高轧辊温度能促使高聚物充分软化、熔融,增加黏结强度,有助于增加薄型纺粘法非织造布的强力。
(3)在其他条件不变的情况下,提高轧辊压力有助于改善非织造布的力学性能,但是其影响有限,过高的压力会造成轧辊上轧点的磨损和产生缠辊现象。
(4)当轧辊温度和压力不变时,提高轧辊线速度,非织造布的强力会下降。当提高轧辊线速度时,为保证产品性能,可通过温度和压力补偿来维持产品强力的稳定。
[1]储才元,李作攀.热黏合非织造布的工艺参数及其性能模拟测试[J].非织造布,1998(l):39-43.
[2]HIKARY R.Thermal bonding of nonwoven fabrics[J].Textile Progress,1995(2):1-23.
[3]赵广兴,严灏景.热轧非织造布黏合结构的形成[J].中国纺织大学学报.1992(6):3-6.
[4]张琳芳,周予生.热轧机纺粘法生产非织造布的工艺分析与研究[J].河南纺织高等专科学校学报,2003(2):42-45.
[5]周宏晖,高兴元.热轧点黏合薄型聚酯非织造黏合衬基布的研制[J].产业用纺织品,2002(4):13-15.
The influence of thermal bonding technique on mechanical performance of spunbonded nonwovens
Zhang Yueqing,Qian Xiaoming
(Department of Nonwovens,The Tianjin Polytechnic University)
The thermal bonding mechanism of PP spunbonded nonwovens was analyzed and their structure could be demonstrated by two phases of film area and fiber area.The influence of thermal bonding technique on mechanical property of spunbonded nonwovens was studied in the paper.Under the condition of the certain area density,enhancement of calendar pressure could help to improve the mechanical property of the nonwovens,and enhancement of linen speed could make strength of the nonwovens decrease.While manufacture nonwovens of high area density,in order to maintain the certain linen speed the temperature and pressure parameter could be adjusted as compensation to guarantee the stabilization of nonwovens strength.
spunbonded nonwovens,thermal bonding technique,mechanical property
TS174.5
A
1004-7093(2011)05-0021-03
2011-02-19
张月庆,男,1983年生,在读硕士研究生。主要研究方向为功能性非织造材料。
