在线智能视觉检测系统在小包装食盐装箱中的应用
2011-12-07夏天煜汤晓华
夏天煜, 汤晓华, 李 可, 刘 娜
(北京工商大学材料与机械工程学院,北京 100048)
在线智能视觉检测系统在小包装食盐装箱中的应用
夏天煜, 汤晓华, 李 可, 刘 娜
(北京工商大学材料与机械工程学院,北京 100048)
装箱计数精度直接关系到装箱数量,是最终产品质量指标之一,是影响企业形象的关键因素.目前多由过程装备调整和现场人工检测加以调整,无法确保最终装箱计数精度.通过智能视频检测系统对装箱机的装箱过程进行在线检测分析,找到影响装箱精度的根本原因是由于机械系统无法确保小包装食盐在最终装箱机传输带上间距足够大,产生叠包、近包缺陷,造成计数系统无法及时计数,产生装箱多包产品质量缺陷,为进一步解决多包问题奠定基础.
装箱;视频;检测;多包;叠包
装箱生产线是小包装食盐装箱高效自动化生产的必然选择.我国食用盐业生产企业多采用小包装袋装食盐,采用此类装箱工艺及设备,以满足对不断提高生产率及降低劳动力成本的需求.但由于诸多因素造成小包装袋装食盐装箱存在多种问题,其中尤以由于装箱多包计数精度误差对企业经济及社会效益影响为重.通过视频在线检测系统对装箱生产线1万袋小包装食盐进行连续监控分析结果可知:近包缺陷发生13次/万袋;叠包缺陷发生1次/万袋.由于装箱机计数是通过反射传感器完成,即每袋食盐通过传感器触发计数.叠包就是当出现两袋盐部分叠加在一起时,反射传感器在食盐通过传送带时将无法将其分辨出来,造成计数少计一袋的误差,由此产生的装箱计数少于实际装箱数,将其称为叠包缺陷(见图1);近包就是当两袋盐之间距离小于系统反应时间时,将会同样导致装箱计数少于实际装箱数的误差,称为近包缺陷(见图2).

图1 叠包图片Fig.1 Image of multiple packing
1 装箱工艺过程分析
装箱机为实现将袋装食盐自动整齐排列装箱,其机头与托盘之间应实现间歇相对移动,其移动距离取决于食盐包装袋结构尺寸和包装箱内部截面长宽尺寸,这样才能完成按列整齐装箱.为实现上述工艺要求,装箱机工作原理按照机头传送带工作方式主要分为机头伸缩—托盘固定式和机头固定—托盘移动式两大类.本文以机头伸缩—托盘固定式装箱机工艺过程为主,分析如下[1-6]:机头运动系统主要由输送带主传动系统1~7和伺服间歇伸缩排包系统8~10组成,见图3.输送带传动系统由固定端1和5固定支撑安装在机架上,输送带主传动系统通过三项交流电机1,以固定转速驱动平橡胶带2按给定速度v,沿箭头指示方向运动,实现袋装食盐传输功能.动支撑端4和6通过伺服系统带动,实现机头间歇定距离缩进及回程运动,其运动规律由伺服间歇回缩系统决定.3是反射传感器,每当袋装食盐通过时会触发该传感器使其发出脉冲,实现计数功能.整机工艺过程以此为基准,也是软件编程基准,每次食盐通过将触发3实现一次回缩运动.同时一袋食盐落入固定托盘,实现食盐定距离排放.8和10将伺服间歇缩进系统固定在机架上,伺服电机由3触发实现间歇回缩驱动.9为伺服往复运动导杆机构.上述机构最终通过回缩机头末端支撑4将袋装食盐抛入包装箱内.

图2 近包图片Fig.2 Image of fold packets
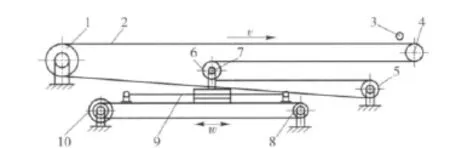
图3 装箱机工作原理Fig.3 Working principle diagram of packing machine
该方案的优点是无需移动托盘机构,大大简化其结构复杂程度.缺点是由于快速间歇回缩运动机构为实现间歇移动行程,使得机构相对比较庞大,造成系统惯性较大,伺服系统功率大,造成系统运动特性不佳,振动、噪声较大,系统维护工作量大等问题.同时由于上游输送皮带送料距离不均匀造成近包、叠包缺陷,使得计数传感器3无法准确读取输送带传输的袋装食盐数量,造成装箱计数精度误差.视频在线检测技术可以有效解决上述问题.
2 视频检测原理及系统
为解决由于叠包、近包缺陷引起的装箱计数精度误差,首先应有效检测每袋食盐计数是否准确,即对叠包、近包进行可靠计数检测.本文利用视频在线检测系统对装箱过程进行分析.视频检测为非接触测量,相当于人的眼睛一样不知疲倦的工作,而且分辨率较高,拍摄帧数依据现场流量需要选择[7-9].为满足本系统计数需求,视频检测系统需完成以下功能:视频图像处理系统能够判别近包、叠包缺陷,同时依据叠包、近包缺陷分别报警,并将缺陷图片保存,同时完成缺陷图片分别计数.
图4为视频检测系统框图.智能袋装食盐视频计数在线检测系统由5部分组成:核心部件智能相机承担图像获取及识别、判断功能,完成上述判别工作后通过输出接口分别输出叠包、近包缺陷报警信号,触发叠包停机功能,使生产线停车,等待处理;触发系统启动相机实现图像采集工作,确保传送带上传感器每次触发均能实现图像采集;灯光照明系统保证拍摄区内照明度足够,确保每张图片拍摄质量;工控机承担图片存储系统功能,完成海量缺陷图片存储,同时作为VB交互式界面载体;外设系统完成缺陷发生时停机、报警功能.
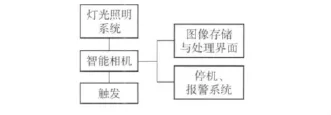
图4 视频检测系统原理Fig.4 Working principle diagram of intelligent visual inspection system
智能相机软件开发是上述系统实现关键.图5为软件系统界面.本系统软件结合Cognex公司智能相机及配套视频软件In-Sight 4.1.0平台开发,用户界面采用交互式系统Visual Basic 6.0平台编写,使该系统更直观、更易于操作,通过SpreadSheet(电子表格)中的函数及片段完成系统需求.首先引用AcquireImage片段获取相机的照片,并且可对触发模式、触发器延时、曝光、图像的范围等进行调节,为进一步实现缺陷判别提供基础.然后引用Blobs片段,该片段可以检测出白色区域的范围,即得出盐袋的个数以及盐袋的长、宽、角度等一系列数据.在判断是否发生近包缺陷时,可以通过相关数据计算出2个白色区域中心的距离,若大于近包判据,则为非近包,若小于近包判据,则判定为近包缺陷.接下来引用Measure Blob Area片段,该片段作用为叠包判断,通过设定Blob Area(斑点区域)值,当其介于给定的Minimum(最小值)与Maximum(最大值)之间时,为叠包合格,即没有发生叠包缺陷,若大于最大值时,则判定为叠包缺陷.系统输出由Write the discrete outputs片段完成,该片段有12路输出通道,在此仅使用了前2个通道,0通道引用的是近包的布尔值,1通道引用的是叠包的布尔值.引用值为1时,提供输出.在近包时,黄灯亮,叠包时,红灯和黄灯同时亮.系统输入:在正确接好对射传感器之后,在第一个片段(AcquireImage片段)中将触发器改为相机,适当设定延时(该值由现场皮带传送速度决定)即可.

图5 VB视频检测系统界面Fig.5 Interface of intelligent visual inspection system in visual basic
In-Sight4.1.0平台与Visual Basic需经过通讯函数实现数据传输.使用TCPDevice函数进行数据输入输出操作.在Visual Basic中使用Winsock控件与之对接,将近包数与叠包数由In-Sight传送给Visual Basic系统平台,清零时由Visual Basic把布尔值传给In-Sight平台,In-Sight引用该值对近包计数和叠包计数进行清零.
3 现场试验及分析
视频检测系统安装在如图3输送带左端,即小包装食盐在输送带传入端.图6为视频检测现场工作状况.设备经过调试后稳定运行,对叠包、近包检测判别准确无误,报警正常,海量图像存储正常.

图6 智能视频检测系统在线检测Fig.6 On-line detection of intelligent visual inspection system
检测结果表明:每天近包发生约130次,叠包20次.说明检测很有必要,特别是对于近包缺陷尤其应该加以处理,否则多装缺陷在所难免.可见检测后处理工艺显得非常必要.
4 结论
本检测系统以智能相机为核心部件构成智能视频在线检测系统,具有系统集成性、可靠性高等优点,经过现场应用检验达到设计指标,为进一步实现在线整机可靠装箱计数、企业管理水平提高和技术进步提供可靠基础数据和硬件基础.通过在线检测发现:每班近包数量较多,对装箱计数精度影响较大,应对其采取有效措施,以避免由此造成的产品质量问题;每班叠包缺陷数量很少,通过现场实时报警、停机措施,可以有效解决上述问题,基本满足了现场生产需要.解决计数精度问题有以下途径:在本文智能视频在线检测系统的基础上开发检测控制系统,当检测发现叠包、近包缺陷后,通过机构将缺陷在线剔除;或通过视频检测系统与装箱机控制系统进行数据交换,对控制系统计数加以修正,消除计数误差.前者优点是独立于整机系统,便于开发,硬件成本较高;后者需要对系统软件加以改进,软件成本较高,但其改进过程对现场条件依赖程度低,且改进成功后可免费用于多条生产线.因此,后者可行性更强.
[1]张国全,吴德明,方忠华,等.全自动装箱机前端软袋包装物重迭姿态的研究[J].包装工程,2007(6):39-41,84.
[2]张国全,张进,方忠华,等.全自动伸缩皮带式软袋装箱机提升装箱效率的结构设计[J].包装与食品机械,2007(3):22-24.
[3]祝荣壮.ZB25包装机自检提醒装置设计与应用[J].广西烟草,2008(10):28-30.
[4]王良,杨立新.浅谈提高自动包装机性能的途径[J].盐业与化工,2010(1):52-54.
[5]黄海,龙保伟.全数字化交流伺服驱动系统在立式包装机上的应用[J].包装与食品机械,2010(5):56-59.
[6]佘勃,张雷冲,周德廉,等.一条粉粒混合式自动定量包装生产线的设计[J].包装工程,2007(6):63-65.
[7]佘勃,李新年,张靖.包装生产线分布式监控系统的设计[J].包装工程,2006(5):129-131.
[8]侯张艳,张晓军.药品包装生产线实时监控系统[J].包装与食品机械,2008(2):17-19.
[9]卢凡.基于机器视觉的包装机空头烟支检测技术研究[J].轻工机械,2010(2):65-67.
(责任编辑:檀彩莲)
Application of Online Intelligent Visual Inspection System on Packing Line of Small Package of Salt
XIA Tian-yu, TANG Xiao-hua, LI Ke, LIU Na
(College of Material and Mechanical Engineering,Beijing Technology and Business University,Beijing 100048,China)
Counting accuracy of packing related to the quantity of boxing,which is a index of the quality of final products,and a key factor that affects the image of an enterprise.At present this problem is tried to be solved by adjustment of equipments and artificial detection in the process,but it cannot yet ensure the counting precision in final boxing.In this paper,the intelligent video inspection system was used to detcet and analyze the packing process of the packing machine,and it was found the factor influencing packing accuracy was the mechanical systems,which could not ensure that the space between two small packages of salt in the final transmission was big enough,and thus resulted in defects of fold and nearly packet,delayed counting system,and quality defect of multiple packing.The result laid foundation for further solving the defect of multiple packing.
boxing;vidoe;inspection;fold packet;multiple packing
TS206.5
A
1671-1513(2011)05-0061-04
2011-04-18
夏天煜,男,硕士研究生,研究方向为视频检测与运动控制;
汤晓华,男,教授,主要从事机电一体化、视频检测技术及食品机械方面的研究.通讯作者.
