微分注塑机的研制
2011-12-04张攀攀谢鹏程王小华杨卫民
张攀攀,王 建,谢鹏程,王小华,杨卫民*
(1.北京化工大学机电工程学院,北京100029;2.北京理工大学化工与环境学院,北京100081)
微分注塑机的研制
张攀攀1,王 建2,谢鹏程1,王小华1,杨卫民1*
(1.北京化工大学机电工程学院,北京100029;2.北京理工大学化工与环境学院,北京100081)
系统地介绍了微型注塑机注塑单元的结构形式,分析了各种注塑单元的特点;研制了一种基于精密齿轮泵的微分注塑机,详细地阐述了微分注射成型的机理,对比了微注射成型和微分注射成型的基本工艺流程;通过试验初步检验了微分注射成型效果。结果表明,微分注射成型可高效率地成型微型制品。
微分注塑机;微型注塑机;微型制品;注塑单元
0 前言
近些年来,微机电系统(MEMS)发展迅速,其市场份额从2005年的330亿美元增长到2009年的570亿美元[1]。MEMS的迅猛发展对微型制品的需求量激增。众多塑料都可以通过改性等方式达到微型制品所要求的使用性能,使得塑料在微型制品的生产中占有重要地位[2]。与其他材料相比,塑料微型制品更能满足微机电系统制造过程中对成本的控制。
微型注塑机是塑料微型制品主要的成型设备。微型注塑机的设计、加工通常是在小尺度下进行的,所采用的螺杆或者柱塞一般都小于20 mm,加工难度大,成本高,从而使微型注塑机价格居高不下。
经过这些年的发展,微型注塑机主要采用3种形式的注塑单元。本文将较系统介绍微型注塑机注塑单元的结构形式及其特点,创新性地研制出一种基于精密齿轮泵的微分注塑机,并对微分注射成型机理进行了阐述,对比了微注射和微分注射在成型工艺控制过程的不同。通过微型制品的微分注射成型试验,初步检验了微分注射成型的效果。微分注塑机具有可控注射量的多喷嘴,可高效地实现微型制品的成型。
1 微型注塑机的注塑单元
众所周知,现代的螺杆式注塑机是从最初的柱塞式注塑机发展而来。螺杆式注塑机以其优良的物料塑化、混合能力而得到迅速发展。与传统注塑机相比,微型注塑机的设计关键是实现对微注射量的精密控制。柱塞式注射结构更有利于注射量的高精密控制,这使得柱塞式的注射结构在微型注塑机上得到广泛的应用。现有的微型注塑机主要采用直接、双阶和三阶式的注塑单元实现物料的塑化和精密计量。
直接式注塑单元沿用传统螺杆式注塑单元的塑化和注射方式,通过小直径的螺杆(通常小于20 mm)配合高精密的位移传感器实现物料的塑化与精确计量。此情况下,小直径的螺杆加工精度及其力学强度的提高是螺杆式微型注塑机注塑单元的核心。
随着微型注塑机的发展,螺杆与柱塞相结合的双阶法逐渐被采用。在这种注塑单元中,螺杆与柱塞可以垂直布置,也可以成一定角度(一般采用45°)的布置方式[3]。通过螺杆旋转对物料进行预塑化,在压力的作用下将熔体输送到柱塞室中。塑化结束后,螺杆与柱塞连接处的阀门关闭,柱塞将塑料熔体注射到模具的型腔中。通过对注射柱塞的精密控制可以实现更精确微型制品的成型。
直接式和双阶式的微型注塑单元应用较广泛,已形成成熟的商业化产品,如表1所示。

表1 部分微型注塑机的生产厂家Tab.1 Main manufacturers of microinjection molding machines
在第十八届国际塑料及橡胶展览会(K2010)上,德国Arburg公司推出了一种新型微注射成型模块[4],如图1所示。该微注射成型模块采用独特的双螺杆形式的注塑单元,两支螺杆呈45°空间布置。伺服电机驱动15 mm或者18 mm的螺杆进行预塑化,并将熔体输送到注射腔内,利用8 mm的螺杆进行注射。为了防止物料的回流,注塑单元设计了止逆阀和密封系统。值得一提的是,该微注射成型模块可快速装卸运用于Arburg其他型号的注塑机上。

图1 Arburg生产的双螺杆微注射成型模块Fig.1 Twin-screw microinjection molding module made by Arburg
三阶式微注塑单元是由著名注塑机生产商Battenfeld首次提出的,并成功应用于其微型注塑机Microsystem 50[5]。该微型注塑机的注塑单元采用单螺杆双柱塞的新型结构,如图2所示,塑料颗粒由螺杆旋转进行预塑化,塑化的物料进入到计量室,并由一个带有压力传感器的柱塞进行计量。预塑化螺杆与计量室之间的通道有一个旋转阀用来控制计量室的入口启闭。计量完成后,旋转阀闭合、注射柱塞后移、打开注射室的入口。随后,已精密定量的塑料熔体被压力柱塞推出注射室进入到模具型腔内。
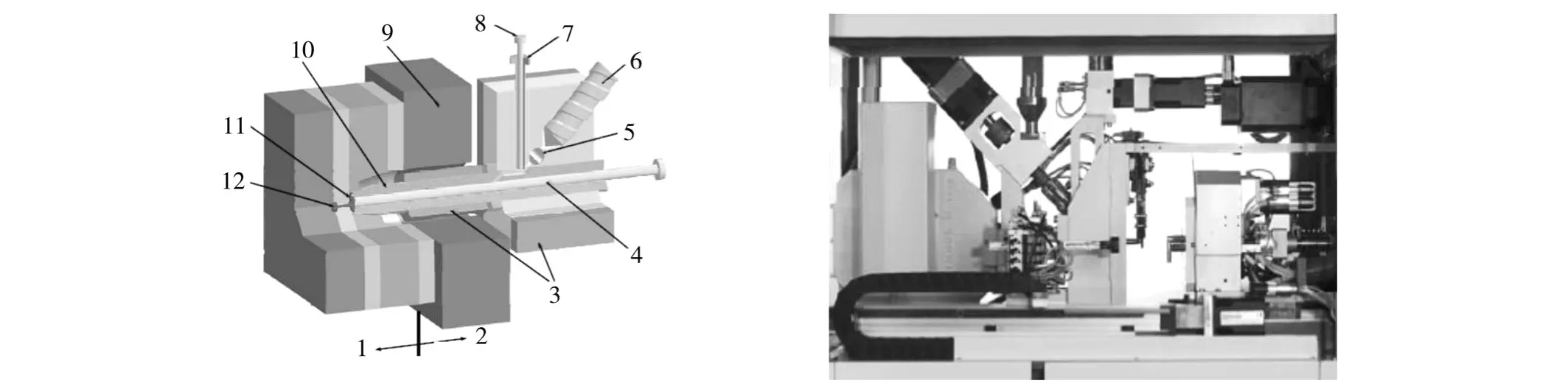
图2 Battenfeld生产的三阶式微注塑单元Fig.2 Three-step microinjection unit made by Battenfeld
虽然微型注塑机发展日趋成熟,但是由于其零部件加工困难、价格昂贵,采用普通注塑机进行微制品成型成为一个研究方向。张智仁等[6]开发了一套外挂式微注塑单元,如图3所示。该单元将柱塞射出机构与模具设计为一体,采用伺服电机带动滚珠丝杠的方式实现熔体的精确计量和注射。利用此外挂式微注塑单元便可在一般往复式螺杆成型机上实现微注射成型的功能。张沛欣[7]对外挂式微注塑模块的不足之处进行了优化。
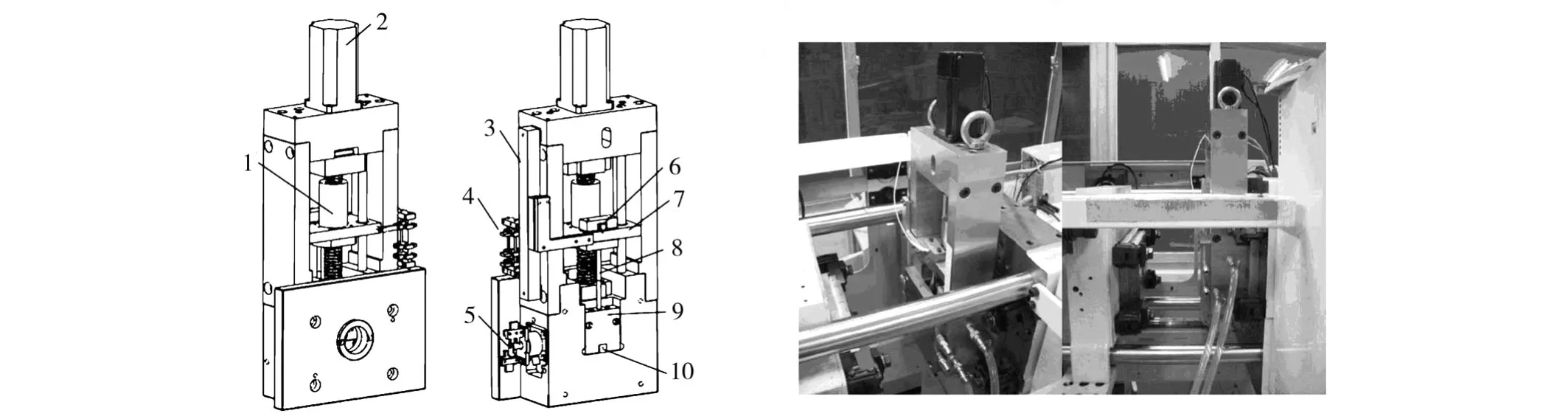
图3 外挂式微注塑模块Fig.3 External hanging module of microinjection molding
2 微分注塑机
2.1 微分注塑机的微分系统
本文研制的微分注塑机是在普通注塑机主机的基础上匹配微分注塑单元,如图4所示。微分注塑单元主要由微分系统和成型模具组成。微分注塑机的主机采用合模力为600 kN的海天注塑机的基本配置,注塑部件和合模机构采用直角式的空间布置。

图4 微分注塑机Fig.4 The multi microinjection molding machine
物料通过螺杆旋转塑化,熔融的物料在注射压力的作用下进入到微分系统并维持熔体压力的恒定。熔体压力达到设定值,触发伺服电机旋转;伺服电机通过联轴器带动齿轮泵旋转,通过齿轮泵的精密计量、增压将塑料熔体通过喷嘴注射到模具型腔中,如图5所示。通过设定齿轮泵的旋转角度,可控制进入到模具型腔内的物料体积。

图5 微分注塑机的基本控制原理Fig.5 Control mechanism of multi microinjection molding machine
注塑机的微分系统采用3个热电偶进行齿轮泵、分流板、喷嘴的温度控制。对应齿轮泵的每个出口都配备1个喷嘴,每一个喷嘴均可独立成型微小制品。为了便于不同制品的成型,微分成型模具采用模块化型腔设计,如图6所示,便于成型制品型腔的快速更换。
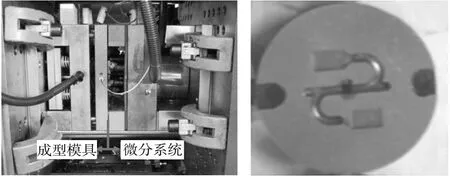
图6 微分系统及模块化的型腔块Fig.6 The multi microinjection molding system and the mold cavity module
2.2 微分注塑机的工艺控制
微型注塑机采用与普通注塑机基本相同的工艺流程,如图7所示,但也会随注塑单元的不同而有所不同。与微型注塑机相比,微分注塑机采用微分系统实现熔体的精确计量、分流,这也决定了在注射成型工艺控制方面有其自身的特点,如图8所示,其中齿轮泵的精密控制是确保微型制品成型的关键,也是微分注射与常规的微注射最大的区别。在微分注射成型过程中,物料经过螺杆的旋转塑化形成熔体,螺杆将熔体经分流板低压注射到齿轮泵中,齿轮泵的入口压力作为微分注射成型控制的触发信号,在齿轮泵旋转注射过程中始终检测熔体压力并确保压力的恒定。与常规注射成型设定螺杆的终止位置相似,微分注射成型通过设定泵内齿轮的旋转角度实现注射量的控制。

图7 微注射成型工艺流程Fig.7 Processing chart for microinjection molding

图8 微分注射成型工艺流程Fig.8 Processing chart for multi microinjection molding
2.3 实例
为了验证微分注塑机的成型效果,本文进行了初步的微分注射成型试验,试验条件如表2所示。通过微型制品的生产发现,微分注射成型可高效率地实现微型制品的成型,如图9所示。

表2 微分注射成型工艺参数Tab.2 Processing parameters for multi microinjection molding

图9 微分注射成型制品(8×)Fig.9 Multi microinjection molded parts
3 结论
(1)利用微分注塑机初步开展了小圆片、小薄片等微型制品的微分注射成型试验;
(2)采用普通注塑机作为主体构成的微分注塑机可成型微型制品;
(3)微分注塑机的微分系统通过采用多喷嘴的结构形式可高效率成型微型制品。
[1] NEXUS.NEXUS Market Analysis for MEMS and MicrosystemsⅢ2005-2009[R].2009.
[2] Schneider C,Maier G.Small,but Potent Special Plastics for Injection Moulding Microparts[J].Kunststoffe,2001,91:82-84.
[3] Chang Pei-Chi,Hwang Sheng-Jye,Lee Huei-Huang,et al.Development of an External-type Microinjection Molding Module for Thermoplastic Polymer[J].Journal of Materials Processing Technology,2007,184:163-172.
[4] Arburg.最新微型注射模块[EB/OL].德国:Arburg,2010.http://www.arburg.com/com/CN/cn/arburg/topical/news/news_item100526.jsp.
[5] Zhao J,Mayes H,Chen G,et al.Effects of Process Parameters on the Micro Molding Process[J].Polymer Engineering and Science,2003,43(9):1542-1554.
[6] 张智仁.模具外挂热浇道型微射出单元的开发[D].台南:成功大学机械工程系,2003.
[7] 张沛欣.热塑性塑胶微射出成型技术之研究[D].台南:成功大学机械工程系,2006.
Development of Multi Microinjection Molding Machines for Thermoplastics
ZHANG Panpan1,WANGJian2,XIE Pengcheng1,WANG Xiaohua1,YAN G Weimin1*
(1.School of Mechanical and Electrical Engineering,Beijing University of Chemical Technology,Beijing 100029,China;2.School of Chemical Engineering and Environment,Beijing Institute of Technology,Beijing 100081,China)
The configuration and characters of several microinjection molding plasticizing units were systematically introduced.A novel concept of multi microinjection molding system was presented.The system was designed as a multi microinjection module,which was matched with a vertical injection molding machine and applied in common injection molding machines.The mechanism and basic process of the multi microinjection molding was stated;via the multi microinjection molding,multiple microparts were obtained.The molding experiment indicated the efficient microinjection capability of the multi microinjection molding machines.
multi microinjection molding machine;microinjection molding machine;micro part;injection unit
TQ320.66+2
B
1001-9278(2011)07-0089-05
2011-04-04
国家自然科学基金项目(50973009)
*联系人,yangwm@mail.buct.edu.cn