36 MN铝型材挤压机的电气控制系统
2011-11-28李剑飞
李剑飞
(太原重型机械集团有限公司,山西030024)
36MN铝型材挤压机的电气控制系统
李剑飞
(太原重型机械集团有限公司,山西030024)
结合铝型材挤压机生产工艺,介绍了铝型材挤压机电气自动控制系统的组成、特点、功能,以及上位计算机和PLC 的协调工作,实现了生产过程的在线智能化管理与控制。
铝型材;挤压机;控制系统
我厂生产的36 MN单动短行程铝型材挤压机电气控制系统采用上位机和可编程序控制器两级控制。本系统在设备控制、工艺过程控制方面以性能参数为目标,具有最佳化功能,极大地提高了产品的产量及质量,缩短了工作周期。
1 生产设备及工艺
该设备主要由挤压筒、挤压杆、主剪、模架、换模装置、快换挤压杆装置、供锭器及运锭装置、推锭装置组成。工艺流程见图1。
2 控制系统组成
2.1挤压速度闭环控制系统
挤压机生产的主要特点:在挤压生产过程中,进入挤压状态后必须保持挤压速度恒定,否则将导致型材变形,产生波纹,表面光洁度不好,严重影响产品的质量。 这就要求在各种扰动的情况下能自动纠正偏差。图2是挤压机速度闭环控制系统。图中速度给定为设定的数字量,由上位机进行给定。 输出量是由泵头传感器检测并转换为反馈电压Uf,把此电压反馈到输入端与给定量比较,其偏差电压经过放大器来控制执行机构(泵头比例阀),使挤压速度保持在给定速度。

图1 工艺流程框图Figure 1 Process flow
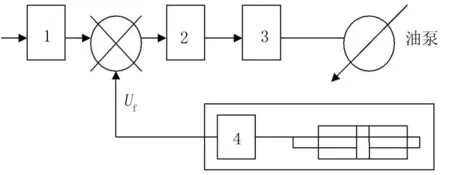
1—设定值 2—放大器 3—执行机构(泵头比例阀)4—泵头传感器检测油缸主缸
2.2SU-6M可编程序控制器
SU-6M可编程序控制器是由日本光洋KOYO公司生产的PLC。本PLC用于压机的工作安全联锁控制、逻辑控制、报警和显示。该PLC由开关量信号输入/输出模块,智能模入/模出模块以及高速计数器模块、通讯模块等组成。PLC系统组成见图3。

图3 PLC系统组成Figure 3 PLC system composition
2.3挤压筒感应加热控制
由于在挤压过程中从铸锭墩粗到挤压结束,挤压筒需承受高温、高压、高摩擦的作用,所以采用梯度式多段曲线加热控制方式。 此方式可以使挤压筒温度分布梯度降低,缩小内套、外套的热膨胀之差,从而有效地防止内、外套脱出或产生裂纹,提高挤压筒的使用寿命。挤压筒加热曲线见图4。
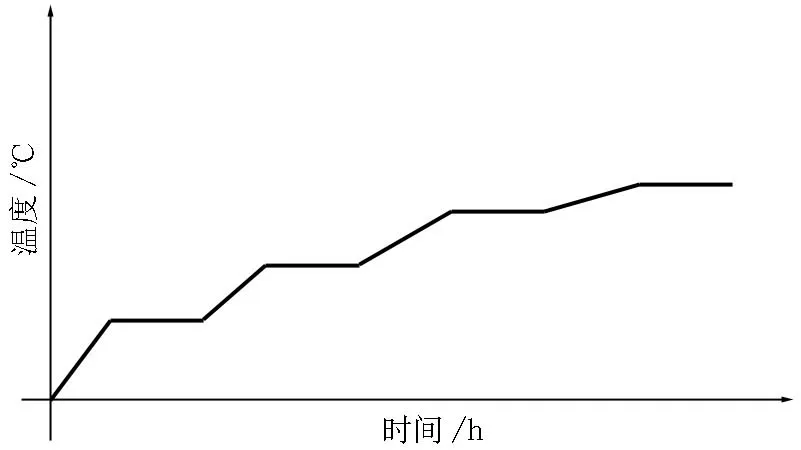
图4 挤压筒加热曲线Figure 4 Heating curve of extrusion chamber
2.4压机的操作控制
压机的操作控制有调整、手动、半自动工作方式。在半自动工作方式下,满足初始条件,按半自动启动按钮,即可完成一次挤压周期。在半自动工作方式的生产过程中,如需中断工作处理问题,按下中断按钮,压机停止工作; 问题处理完毕,按下中断按钮恢复中断的工作。
3 上位机系统
(1)上位机系统由工业控制计算机、计算机挤压系统软件、通讯线缆等组成。工控机通过串口与PLC连接,通讯协议为RS232,通讯速率为19200波特率。计算机挤压系统软件由辅助系统和监控系统组成,共同完成挤压任务。其中辅助系统实现工艺、设定生产等系统数据的编辑和管理及设定参数的下载、PLC的I/0监测。而监控系统实现压机工作状态机、电、液等模拟量或开关量信号的显示。
(2)在工艺参数管理窗口下,实现不同系列、不同类型材料的工艺计算,参数的输入与编辑,并存入数据库。工艺参数分为三类: 型材参数、模具参数、铸锭参数。
(3)在设定参数管理窗口下实现各种类型型材的挤压过程设定,参数的输入与编辑,并存入数据库。
4 控制系统的特点
(1)生产过程全自动控制。推锭、运锭、供锭器受锭、挤压筒、主剪及挤压行程、速度、压力控制都由PLC自动控制,无需人工干预。
(2)采用数字检测,检测精度高。
(3)人机界面友好。该系统以多种画面形象、实时、动态地显示现场的生产过程和工艺参数,具有位置仿真显示、液压回路及气动回路仿真等。
(4)显示及故障报警。当某一参数异常或设备故障时能给出声光报警并显示相应的提示信息和画面。
(5)可实现各种工艺参数设定、存储、查询、优化、记录等。
5 结语
此控制系统已用于铝型材挤压生产中,实现了生产和管理的自动化,效果良好,对降低产品成本、提高产量具有重要的现实意义。
[1] 高勤.可编程控制器原理及应用 [M].北京:电子工业出版社,2006.8.
[2] 胡寿松.自动控制原理.北京:科学出版社,2007.6.
[3] 孙振强等.可编程控制器原理及应用教程.北京:清华大学出版社,2008.2.
Electrical Control System of 36 MN Extrusion Press for Aluminum Section Material
LiJianfei
As to the manufacture processing of aluminum section material extrusion press, this paper introduces the composition, features and functions of electrical automatic control system for aluminum section material extrusion, and host computer and PLC coordination, which realize the intellectualized management and control on line during manufacture process.
aluminum section material; extrusion press; control system
TP391.8
A
2011—01—10
编辑 羊 盼
