真空去应力退火对TC18钛合金残余应力及组织性能的影响
2011-11-24张尧武曾卫东史春玲彭雯雯
张尧武, 曾卫东, 史春玲, 康 超, 彭雯雯
(1. 西北工业大学 材料学院,西安 710072;2. 西北工业大学 凝固技术国家重点实验室,西安 710072;3. 西安飞机工业(集团)有限责任公司,西安 710089)
真空去应力退火对TC18钛合金残余应力及组织性能的影响
张尧武1,2, 曾卫东1,2, 史春玲3, 康 超1,2, 彭雯雯1,2
(1. 西北工业大学 材料学院,西安 710072;2. 西北工业大学 凝固技术国家重点实验室,西安 710072;3. 西安飞机工业(集团)有限责任公司,西安 710089)
在不同温度和时间下对TC18钛合金进行真空去应力退火处理,研究TC18钛合金真空去应力退火前后力学性能及残余应力的变化规律,观察去应力退火后的金相组织和拉伸断口形貌。结果表明:经真空去应力退火后,TC18钛合金的抗拉强度和屈服强度降低,冲击韧性、断裂韧性、伸长率和断面收缩率提高;残余应力消除效果显著;随着退火温度的升高,合金显微组织呈现规律性变化;当温度达到650 ℃以上时,α相明显减少,亚稳定β相显著增加,导致其强度下降,与力学性能测试结果相吻合;合金塑性提高,与断口形貌分析一致;最后,得到TC18钛合金的真空去应力退火制度为600~650 ℃和1~4 h。
TC18钛合金;残余应力;真空去应力退火;显微组织;力学性能
TC18合金是原苏联于20世纪70年代研制的一种高强、高韧、高合金化的近β型钛合金,其名义成分为 Ti-5Al-5Mo-5V-1Cr-1Fe。该合金具有强度高、韧性高、塑性好和可焊接等优点,淬透性可达 250 mm,是退火状态下强度最高的钛合金,因而在各种类型飞机机体和起落架的大型承力件上得到了广泛应用[1]。可用于制造350~400 ℃下长期工作的机身、机翼受力件及紧固件,也可用于制造使用温度不超过350 ℃的发动机风扇盘和叶片等。
钛合金工件在经过压力加工、焊接或机械加工后,工件内部往往会产生残余应力,导致其力学性能下降,甚至产生微变形,较大的残余应力还有可能导致机械加工过程中材料变形甚至开裂的危险,因此,合理消除残余应力成为国内外学者研究的重点[2-3]。去应力退火作为一种高效、便捷的去除残余应力方法,在工业生产中得到了广泛的应用[4]。对于精加工工件,为了防止工件在去应力退火过程中氧化,需要采用真空去应力退火。
目前,有关金属材料残余应力测试的研究较多[5-6],但关于钛合金的真空去应力退火制度、微观组织及力学性能的研究很少。为此,本文作者对 TC18钛合金不同温度和时间下真空去应力退火后的残余应力进行测量和分析,结合力学性能测试结果和微观组织分析结果,得到真空去应力退火对材料组织性能的影响规律,并制定合理的退火制度。
1 实验
TC18钛合金试验材料为西部超导材料科技有限公司提供的棒材,后经两相区改锻处理及准β锻造制成方坯。
根据文献[7],TC18钛合金真空去应力退火推荐的加热温度和时间范围分别为600~680 ℃和1~4 h。本文作者采用的真空去应力退火温度为550、600、650和700 ℃;退火时间为1和4 h。实验设备为VPS50/10真空炉,真空度≤6.7×10-2Pa。
残余应力的检测国内外均已开展多年,最常用的测定方法为射线法和钻孔法[8-9]。射线法理论完善,但因射线对人体有害且此法仅能测定表面应力,其应用受到很大的限制;钻孔法技术成熟,理论完善,尤其是小直径盲孔法对工件损伤较小、测量较可靠,已成为现场实测的一种标准试验方法[10]。
本研究采用盲孔法测量试样的残余应力。残余应力试样尺寸为50 mm×50 mm×10 mm,如图1所示,在一个面上刨去 4 mm,产生残余应力。经真空去应力退火,在图示位置贴BE120-2CA-K型应变花,盲孔孔径为1.5 mm,深度为3 mm。
室温拉伸试样、冲击韧性试样和断裂韧性试样均采用标准试样,测出相应试验数据。
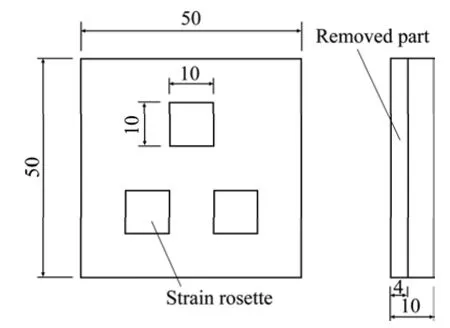
图1 残余应力试样示意图Fig.1 Sketch of sample for residual stress (mm)
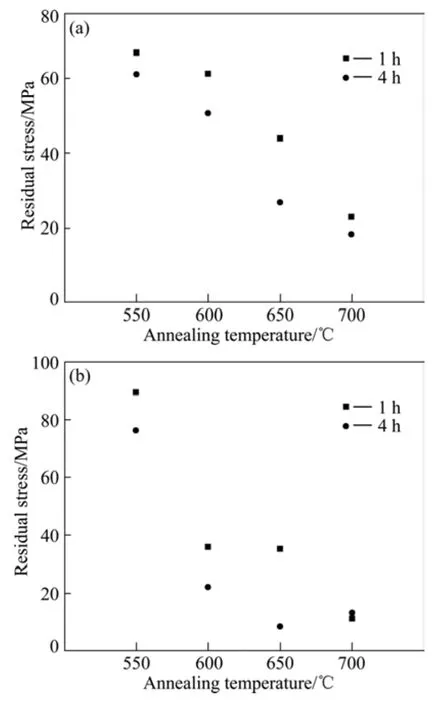
图2 经真空去应力退火后TC18钛合金在x和y方向的残余应力Fig.2 Residual stress of TC18 titanium alloy after stress relieving annealing in x(a) and y(b) directions
2 结果与讨论
2.1 真空去应力退火对残余应力的影响
经过机加工,试块内部初始的残余应力略大于100 MPa,图2所示为真空去应力退火对TC18钛合金残余应力的影响。从图2可以看出,经过真空退火处理后,试样的残余应力大幅度下降。在相同的退火时间下,随着退火温度的升高,残余应力下降,超过650℃以后,残余应力基本消除;在同一温度下,随着加热时间的延长,残余应力也有所降低,与文献[3]的分析结果一致,材料内部发生回复,残余应力降低。当退火时间足够长时,残余应力趋于稳定,即使时间继续延长,残余应力不会有明显的变化。从力学角度分析,这是由于当材料内部吸收热能达到大部分残余应力的松弛激活能时,残余应力快速释放,并随保温时间的增加而逐步放缓[11]。同时,TC18钛合金是含有较多β稳定元素的α+β钛合金,应尽量避免过高的加热温度而形成亚稳β相[12],使工件在使用过程中析出硬脆的ω相,导致其性能恶化。

图3 真空去应力退火对TC18钛合金力学性能的影响Fig.3 Effect of stress relieving annealing on mechanical properties of TC18 titanium: (a) Ultimate ensile strength; (b) Yield strength;(c) Elongation; (d) Area reduction; (e) Charpy toughness; (f) Fracture toughness
2.2 真空去应力退火对合金力学性能的影响
图3所示为TC18钛合金经真空去应力退火后的力学性能。从图3可以看出,真空去应力退火温度和时间都对TC18钛合金的力学性能有显著的影响。随着退火温度提高,由于材料内部位错密度下降,合金的抗拉强度和屈服强度降低。当退火温度超过650 ℃后,强度不能满足技术条件要求;经700 ℃退火4 h后,抗拉强度下降到950 MPa左右。伸长率、断面收缩率、冲击韧性和断裂韧性均满足技术条件要求,且随着退火温度提高,伸长率、断面收缩率、冲击韧性和断裂韧性都呈增大趋势,伸长率和断面收缩率增长幅度不大,冲击韧性和断裂韧性随退火温度的提高,增长幅度较大,550 ℃退火时断裂韧性最低,其值为63.2 MPa·m1/2,700 ℃退火时断裂韧性最低,其值为118.3 MPa·m1/2。由此看出,退火温度提高150 ℃,材料的断裂韧性增加近1倍,说明温度对材料断裂韧性的影响较大。

图4 TC18钛合金经真空去应力退火后的显微组织Fig.4 Microstructures of TC18 titanium alloy after stress relieving annealing: (a) Initial state; (b) 550 ℃, 1 h; (c) 600 ℃, 1 h;(d) 600 ℃, 4 h; (e) 650 ℃, 1 h; (f) 700 ℃, 1 h
2.3 真空去应力退火对合金显微组织的影响
2.3.1 金相组织分析
图4所示为TC18钛合金经真空去应力退火后的显微组织。由于在相变点以上15 ℃进行准β锻造,在初始状态的显微组织中可见比较连续、完整的晶界α,准β锻造在β单相区加热时间较短,因而β晶粒仍较细小。TC18钛合金采用准β锻造目的就是为了得到较细的网篮组织,因为细小的网篮组织不仅具有较好的塑性、冲击韧性和断裂韧性以及较高周疲劳强度,还具有较好的热强性[13]。从图4(a)中可观察到TC18钛合金显微组织中存在少量等轴α相,可能是由于准β锻造在β区的加热速度较快,保温时间较短,初生α相溶解不完全而残留下来;也可能是由于准β锻造温度仅在相变点以上15 ℃,锻造过程在β区停留时间较短,如果合金在两相区承受大量的变形,锻造变形过程储存的能量促使α相发生球化,从而得到等轴组织。 从图4(c)和(d)的对比可以看出,TC18钛合金的去应力退火在1~4 h内显微组织变化不大。
片状α相在一定范围内的缩短增厚趋势及等轴α相质点间距的减小都会使裂纹扩展停顿和改变运动方向的几率增加,从而提高合金的断裂韧性。此外,组织中少量等轴α相的存在对于拉伸变形时合金内部的空洞长大起到阻碍作用,等轴α相越多,空洞长大的阻碍越大,从而能在一定程度上提高合金的塑性。因此,可以在不降低合金强度和断裂韧性的同时,保持较高的塑性[14]。合金中片状α相的纵横比越大,对位错运动的阻碍作用越大,在一定程度上提高了合金的强度。另外,当合金中初生α相的体积分数降低、弥散分布的次生α相所占比例下降时,次生片状α相逐渐粗化、变短,合金的强度降低,韧性提高[15]。
经真空去应力退火后,一方面合金内部的残余应力得到一定程度的消除,使合金内部的畸变能得到释放,从而使合金的强度降低;另一方面,根据前面的分析,显微组织中片状α相的球化趋势、弥散α质点的粗化聚集,都削弱了合金的弥散强化作用,温度越高,趋势越明显,导致合金强度随退火温度的升高而降低,塑性提高。退火温度越高,强度降低和塑性提高越明显。这些都与力学性能测试的数据及变化规律一致。
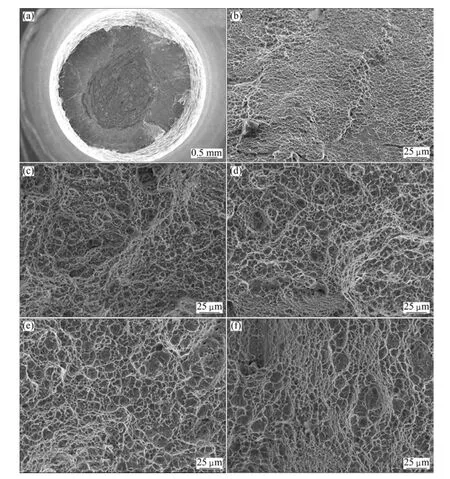
图5 TC18钛合金真空去应力退火后拉伸断口的SEM像Fig.5 SEM images of tensile fracture surface of TC18 titanium alloy after stress relieving annealing: (a) 650 ℃, 4 h; (b) 550 ℃,4 h, edge; (c) 550 ℃, 4 h, center; (d) 600 ℃, 4 h, center; (e) 650 ℃, 4 h, center; (f) 700 ℃, 4 h, center
从图4中还可以看出,随着真空去应力退火温度的升高,等轴α相有溶解变小的趋势,在α相减少的同时,亚稳定β相增加[16],经700 ℃退火后,这种变化特别明显。亚稳定β相在随后的使用过程中可能发生分解,从而影响产品性能。因此,退火温度不宜过高。
2.3.2 断口形貌分析
图5所示为退火试样的室温拉伸断口形貌。由图5可以看出,拉伸试样有明显的颈缩,微观断口均为韧性断裂,裂纹源在断口中部,中心区基本上为等轴韧窝,且无明显的成核质点,剪切唇区由网状韧窝组成,为塑性撕裂型断口,且韧窝深度较浅。随着退火温度的升高,韧窝加深、扩大且分布均匀。因此,从断口形貌可以判断,随着退火温度的升高,合金具有更好的塑性,这与合金的金相组织分析和力学性能测试结果一致。
3 结论
1) TC18钛合金经550~700 ℃真空去应力退火后,其抗拉强度和屈服强度降低,冲击韧性、断裂韧性、伸长率及断面收缩率提高。其中,退火温度超过650 ℃以后,强度已不能满足技术条件要求。
2) 真空去应力退火对TC18钛合金内部残余应力的消除效果明显,随着退火温度的升高和退火时间的延长,内部残余应力呈明显下降趋势。650 ℃时,残余应力已基本消除。
3) 随着退火温度的升高,合金金相组织呈规律性变化。α相含量减少、片状α相有短粗化趋势,亚稳定β相增加,导致强度下降,塑性提高,与断口形貌及力学性能分析结果一致。
4) 结合TC18钛合金残余应力测试及组织和性能分析,得到真空去应力退火制度为600~650 ℃、1~4 h。
REFERENCES
[1] 罗 雷, 毛小南, 杨冠军, 牛 蓉. BT22钛合金简介[J]. 材料热处理技术, 2009, 38(14): 14-16.
LUO Lei, MAO Xiao-nan, YANG Guan-jun, NIU Rong. The introduction of BT22 titanium alloy[J]. Material and Heat Treatment, 2009, 38(14): 14-16.
[2] ZHUANG W Z, HALFORD G R. Investigation of residual stress relaxation under cyclic load[J]. International Journal of Fatigue,2001, 23(s1): 31-37.
[3] 周 伟, 周 廉, 于振涛. TA2环形管表面残余应力及消除[J].稀有金属材料与工程, 2005, 34(6): 1002-1004.
ZHOU Wei, ZHOU Lian, YU Zhen-tao. The research on the surface remnant stress of pure Ti annular tube after hot processing[J]. Rare Metal Materials and Engineering, 2005,34(6): 1002-1004.
[4] 王继周, 李晋霞, 石 路, 徐永昌. 冷变形管材残余应力测试与分析[J]. 稀金属材料与工程, 1997, 26(5): 32-35.
WANG Ji-zhou, LI Jin-xia, SHI Lu, XU Yong-chang. Test and analyses on residual stress of cold worked tube[J]. Rare Matel Material and Engineering, 1997, 26(5): 32-35.
[5] VOLKAN G, ERMAN T A, TURHAN S, FERIDUN O.Experimental investigation of residual stresses after heat treatment and grinding processes in the production of ball bearing rings[J]. Materials Science Forum, 2008, 571(17):27-32.
[6] 闵 行, 赵 挺, 王能道. 异种钢接头焊接残余应力分析及实验研究[J]. 机械强度, 1997, 19(2): 17-20.
MING Xing, ZHAO Ting, WANG Neng-dao. Analysis and experimental study of welding residual stress of dissimilar metal welds[J]. Journal of Mechanical Strength, 1997, 19(2): 17-20.
[7] 《中国航空材料手册》编辑委员会. 中国航空材料手册: 第4卷[M]. 北京: 中国标准出版社, 2001: 179-187
Editorial Committee of Aeronautics Manual of China.Aeronautics Manual of China: Book 4[M]. Beijing: China Standards Press, 2001: 179-187.
[8] YA Min, DAI Fu-long, XIE Hui-min, LÜ Jian. Measurement of non-uniform residual stresses by combined moire interferometry and hole-drilling method: Theory experimental method and applications[J]. Acta Mechanica Sinica, 2003, 19(6): 567-574.
[9] PAYNTER R, MAHMOUDI A H, PAVIER M J, HILLS D A,NOWELL D C E, TRUMAN C E, SMITH D J. Residual stress measurement by deep hole drilling and trepanning-analysis with distributed dislocations[J]. J Strain Analysis, 2009, 44(S1):45-54.
[10] NELSON D V. MCCRICKERD J T. Residual stress determination through combined use of holographic interferometry and blind hole drilling[J]. Exp Mech, 1986, 26(4):371-378.
[11] 史建军, 马洪炯. TC4钛合金电子束焊接接头的真空去应力退火工艺研究[J]. 热加工工艺, 2009, 38(9): 120-122.
SHI Jian-jun, MA Hong-jiong. Performance research on vacuum destressing annealing of TC4 electron beam welded joint[J]. Hot Working Technology, 2009, 38(9): 120-122.
[12] 官 杰, 刘建荣, 雷家峰, 刘羽寅. TC18钛合金的组织和性能与热处理制度的关系[J]. 材料研究学报, 2009, 23(1): 77-82.
GUAN Jie, LIU Jian-rong, LEI Jia-feng, LIU Yu-yin. The relationship between heat treatment and microstructures and mechanical properties of the TC18 titanium alloy[J]. Chinese Journal of Materials Research, 2009, 23(1): 77-82.
[13] El-DASHER B S, EDGECUMBE T S, TORRES S G. The effect of solution annealing on the microstructural behavior of alloy 22 welds[J]. Metallurgical and Materials Transactions A, 2006,37(12): 1027-1028.
[14] 于兰兰, 毛小南, 张鹏省, 赵永庆, 袁少冲. 热处理工艺对BT22钛合金组织和性能的影响[J]. 稀有金属快报, 2005,24(3): 21-23.
YU Lan-lan, MAO Xiao-nan, ZHANG Peng-sheng, ZHAO Yong-qing, YUAN Shao-chong. The effects of heat treatment on the microstructure and property of BT22 titanium alloy[J]. Rare Metals Letters, 2005, 24(3): 21-23.
[15] QU Heng-lei, ZHOU Yi-gang, ZHOU Lian. Relationship among forging technology, structure and properties of TC21 alloy bars[J]. Transactions Nonferrous Metals Society of China, 2005,15(5): 1120-1124.
[16] 鲍利索娃 E A. 钛合金金相学[M]. 陈石卿, 译. 北京: 国防工业出版社, 1980: 157-162.
БOPИCOBA E A. The metallography of titanium alloy[M].CHEN Shi-qing, transl. Beijing: National Defence Industry Press,1980: 157-162.
Influence of vacuum stress relieving annealing on residual stress and microstructure properties of TC18 titanium alloy
ZHANG Yao-wu1,2, ZENG Wei-dong1,2, SHI Chun-ling3, KANG Chao1,2, PENG Wen-wen1,2
(1. School of Materials Science and Engineering, Northwestern Polytechnical University, Xi’an 710072, China;2. State Key Laboratory of Solidification Processing, Northwestern Polytechnical University, Xi’an 710072, China;3. Xi’an Aircraft Industry (Group) Co. Ltd, Xi’an 710089, China)
The different temperature and time parameters were adopted in the vacuum stress relieving annealing processes of TC18 titanium alloy. The evolution of mechanical properties and residual stress was researched, the microstructures and SEM images of fracture surfaces were also observed. The results show that, after the vacuum stress relieving annealing, the tensile and yield strengths of TC18 titanium alloy decrease, while the charpy toughness, fracture toughness, elongation and area reduction increase. The removing effect of residual stress is remarkable. Along with the increases of the temperature of stress relieving annealing, the microstructure of the alloy changes regularly. When the temperature exceeds 650 , ℃α-phase decreases obviously, and the metasTableβ-phase increases dramatically. Thus, the strength of the alloy decreases, which coincides with the result of mechanical properties. Meanwhile, the plasticity increases, which coincides with the fracture appearance. Finally, the vacuum stress relieving annealing schedule is obtained to be 600-650 ℃ and 1-4 h.
TC18 titanium alloy; residual stress; vacuum stress relieving annealing; microstructure; mechanical properties
TG146.2
A
1004-0609(2011)11-2780-06
国家重点基础研究发展计划资助项目(2007CB613807);国家新世纪优秀人才支持计划项目(NCET-07-0696)
2010-10-12;
2011-02-14
曾卫东,教授,博士;电话:029-88494298;E-mail: zengwd@nwpu.edu.cn
(编辑 陈卫萍)
