日用陶瓷铅溶出量超标的原因及对策*
2011-11-20唐志阳
唐志阳
(无锡工艺职业技术学院 江苏 宜兴 214206)
日用陶瓷铅溶出量超标的原因及对策*
唐志阳
(无锡工艺职业技术学院 江苏 宜兴 214206)
氧化铅(PbO)是日用陶瓷釉料中常用的助熔剂,是陶瓷行业制釉的优质原料,最早应用于陶瓷装饰。但铅是重要的生物毒性元素,严重威胁着人们的身体健康。笔者从我国目前的日用陶瓷生产条件出发,分析了日用陶瓷中铅溶出量超标的原因,提出了一些降低铅溶出量的方法。
日用陶瓷 铅溶出量 超标 对策
随着世界经济的发展,人们生活水平的日益提高,对日用陶瓷餐具不仅追求其经济实用、时尚美观,还要求它绿色环保、无菌无毒、安全可靠。铅、镉、汞被人们称为工业三大污染重金属元素,其中铅广泛地存在于陶瓷制品中,是各国对陶瓷制品卫生安全标准中必检的元素指标,因此,各国政府对陶瓷制品铅溶出的问题越来越重视,对陶瓷制品各部位铅溶出量制定了完整的强制性的国家标准。我国和美国FDA关于日用陶瓷铅溶出量的标准如表1、表2所示。
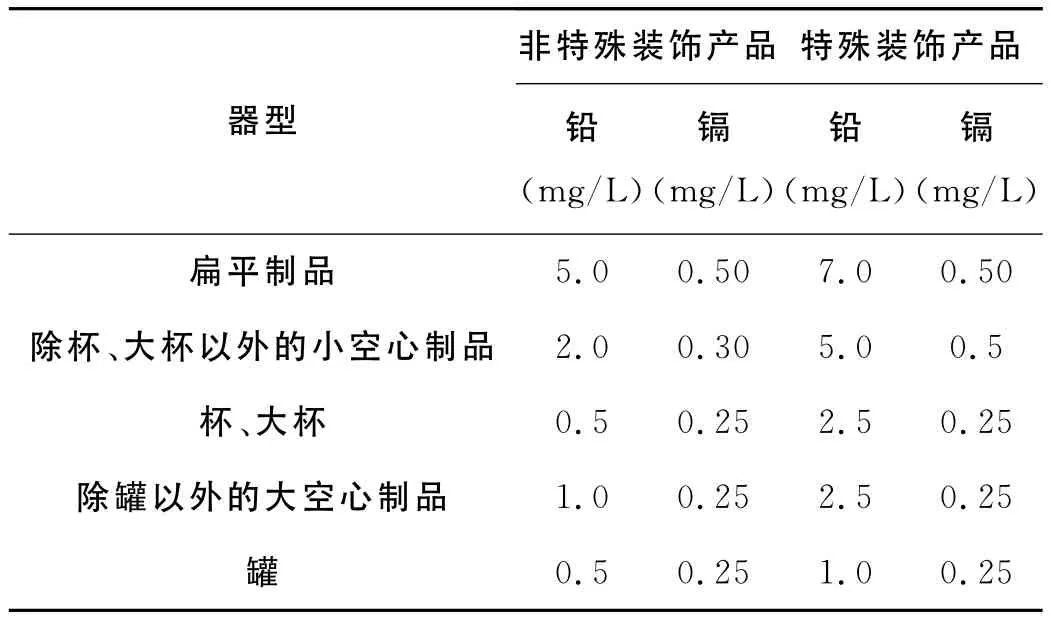
表1 GB12651—2002日用陶瓷铅、镉溶出量的极限
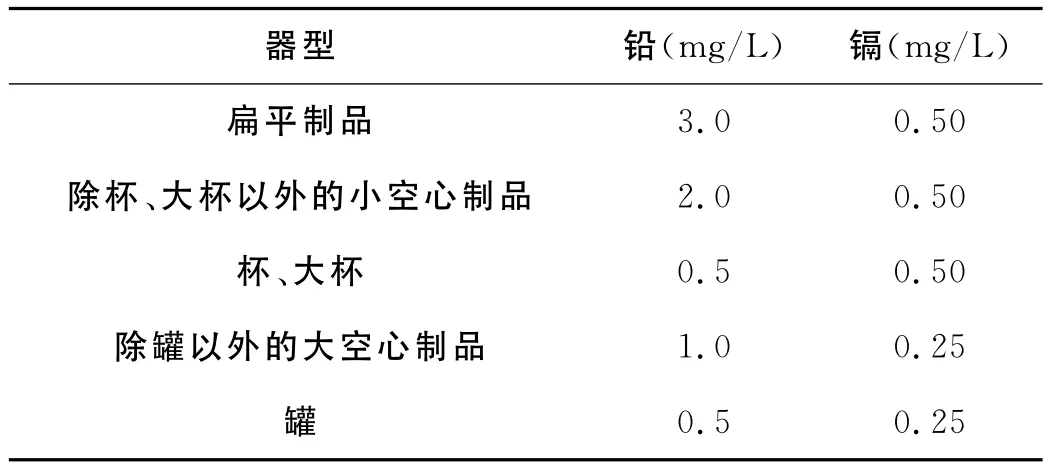
表2 美国FDA对日用陶瓷铅、镉溶出量的极限
日用陶瓷表面附有含铅成分的玻璃层,不仅能增加陶瓷机械强度和表面光泽度,还能增添艺术装饰效果。
日用陶瓷绝大部分被用作食用工具或用于装盛食物,这些食品容器表面若残留铅毒性元素,它就会通过扩散、渗透,溶解到食物中,随着人们食用食物而进入到人体,造成铅元素在人体中积累,一旦摄入过量的铅,就会引起各种病变,甚至死亡。所以严格控制日用陶瓷制品中铅溶出量,使其能满足国家标准和美国FDA标准,是我国日用陶瓷行业的发展方向和必经之路,也是扩大出口量、提高陶瓷企业经济效益的关键所在。
1 釉中使用氧化铅的原因
1.1 助熔作用
氧化铅的熔化温度为886℃,并且从K2O-PbOSiO2相图可知,PbO与SiO2、K2O在中低温下就能形成很低熔点的化合物,如在715℃左右时生成3PbO·2SiO2,促使铅釉在低温下熔融,降低釉烧温度。
1.2 降低釉的表面张力
PbO在1 000℃时,表面张力为128μN/m;瓷釉熔体在1 000℃时,表面张力为250~280μN/m。因此,当PbO加入到釉中时,能够降低釉的表面张力,从而有助于提高制品表面的均匀性和光滑度。
1.3 降低熔体的粘度
粘度的大小是由熔体中硅氧四面体网络连接程度决定的,O/Si比值越大,粘度越小。釉中加入PbO,不仅能增大O/Si比值,而且由于Pb2+具有极性,能减弱Si-O的化学键,降低釉的粘度。
1.4 增加釉面的光泽度
由于PbO的折射指数高,所以PbO的引入能使釉具有较好的光泽度。
1.5 拓宽釉的烧成温度范围
生产实践证明,铅釉的成熟温度要比无铅釉的宽。
1.6 有利于着色氧化物发色
铅釉的颜色范围很宽,大多数着色氧化物一旦加到铅釉里,都会产生柔和光亮悦目的色调。不同温度下的铅釉颜色都很漂亮,适用性强。
2 日用陶瓷制品铅溶出量超标的原因
2.1 日用陶瓷制品表面釉彩烧成结构影响铅溶出量
陶瓷制品表面釉彩烧成结构是指陶瓷在烧成过程中,由表面施加的釉和颜料经过相互熔合、渗透、扩散、冷却、熔结等过程而形成的表面层结构。如果釉与颜料在熔融或接近熔融状态烧结而成,在陶瓷制品表面就会形成一层致密、光滑的玻璃状结构层,该致密性的玻璃层结构保护着颜料中的铅不被4%(V/V)乙酸溶出,使制品铅的溶出量检测结果偏低;反之,若釉和颜料在烧成温度不能形成一层致密的玻璃状保护层,颜料虽与釉面有一定的烧结、熔合,颜料只是依附在釉的表面上或形成的玻璃状保护层不够完全,则颜料中的铅在4%(V/V)乙酸浸泡液中处于“露”或“半露”状态,铅易溶出,造成检测结果偏高。
2.2 釉上彩日用陶瓷制品的铅溶出量易超标
釉上彩装饰是在烧成的陶瓷釉面上通过不同的方法进行彩饰,然后在较低温度下(600~900℃)进行彩烧,使产品表面具有彩色画面的一种装饰方法。铅除作为釉彩颜料的熔剂成分外,另一重要作用是产生光泽、提高画面的装饰艺术效果,虽然知道铅是一种生物毒性元素,我国和美国的检测标准对它的限量控制非常严格,但由于铅特殊的物理、化学性质使它在陶瓷釉彩颜料配方中占有独特的席位,到目前为止还未找到具有类似性质的替代品,一些试制的无铅釉彩颜料装饰效果都不尽人意,其画面光亮度差。
釉上彩陶瓷制品的烧成温度一般为750~850℃,没有达到釉层的熔融温度,颜料不能沉入到釉层中,只是紧贴于釉层表面,即装饰颜料与釉不能在陶瓷彩绘画面上形成一层很薄、致密的玻璃层,从而导致颜料中铅易溶出,铅的溶出量超标。釉中彩由于颜料中的铅成分被釉“包裹”住,铅不易被溶出。釉下彩由于颜料完全被釉罩住或覆盖,颜料中的铅很难被4%(V/V)乙酸溶出,所以釉中彩和釉下彩日用陶瓷制品的铅溶出量偏低。
2.3 烧成温度对铅溶出量的影响
玻璃层的形成一般与烧烤温度有关,温度越高越有利于玻璃层的形成,但是烧成温度是受到严格限制的,有的装饰画面在烧成过程中因颜料成分的熔化、扩散,而使画面“走形”,釉熔化产生的流动也会破坏画面,而且温度过高还会使制品产生裂缝、变形等。铅的溶出量不仅与制品的釉彩颜料、烧成温度有关,还与颜料配方中含铅量的高低,施釉彩颜料的厚度、面积,制品在窑炉中所处的位置有关,烧成工艺、浸泡液等因素的不同,其铅的溶出量也不同。
3 降低日用陶瓷铅溶出量的途径
3.1 制定适宜的釉彩颜料配方
综上所述,铅主要来源于釉彩颜料,因此要严格控制颜料配方中铅的含量。大力发展釉中彩和釉下彩,少用釉上彩。在采用釉上彩时尽量选用含铅量低的贴花纸和手绘颜料。
3.2 选择辊道烤花窑进行彩烤
对同一产品、同一花面,如选用不同结构烤花窑炉,彩烤后制品的铅溶出量大不相同。研究表明,辊道烤花窑具有操作方便、劳动强度低、热效率高、窑内温差小、通风效果好、彩烤周期短、产量大、铅溶出量低等优点,并且彩烤时应选用优质重油作为燃料。
3.3 彩烤时加强通风
500℃时,花纸及颜料中的铅大量被挥发,在高温下有一部分呈气态扩散在烤花窑内,并会逐渐地流向低温阶段。如果窑内通风不良,不能及时地将其排到窑外,由于铅蒸气的密度比较大,它又会重新沉积在瓷器的表面。若能加强通风,及时地将铅排出窑外,就可达到降低制品铅溶出量的目的。
3.4 将制品多次彩烤
如果第一次彩烤的制品铅溶出量较高,可重复地彩烤,颜料中铅溶出量会随彩烤次数的增多而减小,但重烧时温度不能超过初烧时的彩烤温度,否则产品的金边会减薄或断线条。
3.5 用酸处理
1)将不合格制品在2%的硝酸溶液中浸泡7~12h,取出后用清水冲冼擦干即可。这种处理方法,效果明显,成本低。
2)按铅溶出量检测方法用4%~20%(V/V)的乙酸浸泡产品24h以上,然后再更换一次浸泡液,用4%(V/V)的乙酸浸泡液浸泡24h±20min,检测第二次浸泡液铅的溶出量,若没超标,则按该法处理的产品可以出厂;若还超标,可采用4%(V/V)的乙酸3次或4次浸泡“去铅”,直至达到要求。该处理方法既适用于处理偶然“失手”状态,又适用于高成本的“超铅”产品。有条件的企业可建立一个“去铅”处理车间,在自检部门的配合下专门处理一些易超标或已超标产品。另外,在日用陶瓷釉上彩和“唇边”装饰中不要艳装浓抹,而要少染彩料,点到为止;配备检测设备和检测人员,随时抽检每批产品的铅溶出量,制定出严格的质量管理机制和测控体系;把好原料、用水、燃料和釉彩颜料的质量关,防止生产中多出的废液、废渣、废气造成再次污染。
4 结语
PbO能赋予陶瓷制品诸多的优良性能,所以各国釉料及花纸中都含有一定量的PbO。铅的加入提高了制品的表面质量,同时也增加了出现铅溶出量不合格品的隐患。铅的溶出量与制品的釉彩颜料、烧成温度、颜料的配方等有关,即使是同一配方烧成的产品,由于施釉的厚度、面积、制件在窑炉中所处的位置、烧成工艺、萃取液等因素不同,其铅的溶出量也不同。各陶瓷厂应该根据本厂具体的生产工艺,既要保证陶瓷制品的表面质量,又要采取合理的方法,降低铅的溶出量。
1 余端略,潘荣.日用陶瓷铅溶出量的检测与釉彩颜料 .中国陶瓷,2005(5):12~15
2 蔡连和.氧化铅在陶瓷釉料中的应用.陶瓷工程,1995(5):20~22
3 陈国清.日用陶瓷铅镉溶出量超标的原因及其控制.陶瓷工程,1997(6):11~13
TQ174.4
A
1002-2872(2011)04-0019-02
唐志阳,本科,副教授;主要从事应用化学教学及研究工作。E-mail:tangchungod@126.com