1 450 mm冷连轧机组开卷段设备
2011-11-18钱广阔刘银娟闫成琨赵团民
谢 磊,钱广阔,刘银娟,闫成琨,张 凯,赵团民
(中国重型机械研究院有限公司,陕西 西安 710032)
1 前言
冷连轧机组是一种高产量、高速度、高成材率的基于全连续冷轧技术的轧钢机组。随着我国钢铁工业的快速发展,冷连轧机组在国内迅速推广。冷连轧机组开卷段设备是指将带材开卷并最终送入焊机的一系列设备的总称。中国重型机械研究院有限公司为国内某钢厂设计并总成套了国内首套全国产化的1 450 mm冷连轧机组,本文以此套轧机为实例,介绍冷连轧机组开卷段设备的构成和工艺流程。
2 1 450 mm连轧机组开卷段设备来料的主要参数
来料材质 CQ、DQ
机械性能/N/mm2σs≤450;σb≤590
带材厚度/mm 1.8~4.0
带材宽度/mm 800-1250
钢卷内径/mm Ф610
钢卷外径/mm Ф1100-Ф2000
钢卷重量/t25(max)
3 机械设备组成及功能
开卷段设备的组成如图1所示。开卷段设备用来实现对来料钢卷的上卷、开卷、矫直、对中、切头切尾、转向并最后送入焊机。上卷小车具有带卷自动对中功能,在上卷时钢卷可以自动与卷筒对中。开卷机采用上开卷,浮动式结构,通过CPC测头实现对带材的浮动式对中。开头矫直机为五辊矫直并配备夹送辊,可实现对带头夹送、头尾矫直的目的。对中装置采用侧导辊防止带材划伤,使用油缸驱动,通过驱动油缸中的内置位移传感器控制对中开口度,实现对不同规格带材的自动对中。切头剪为双动结构,具有开口度大的特点。开卷段切头剪需实现对带头和带尾的剪切,其入口带夹送辊,可以将带材送入切头剪进行剪切,通过夹送辊上的旋转编码器控制带材的剪切宽度,切头剪出口带废料滑道,剪切完的废料通过废料滑道自动落入废料收集装置,在夹送辊和切头剪之间配有摆动导板,可以将最后一段带尾送入废料滑道。1#转向辊用来实现对上层带材的转向夹送,在切头剪和转向辊之间配有摆动导板,剪切带材时,摆动导板打开以便废料落入废料滑道。2#转向辊位于焊机入口处,用以实现对上层带材的转向夹送和对下层带材的夹送,带材通过此设备进入焊机。废料收集装置用来收集切头剪剪切下的带头带尾废料,使用油缸进行倾翻,可以将废料倾翻至起吊废料筐。
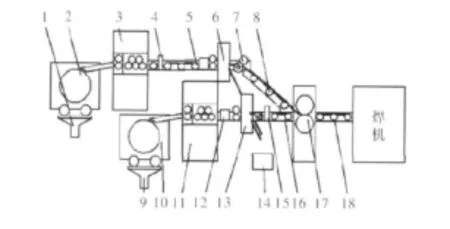
图1 开卷段设备组成Fig.1 Composition of equipments in uncoiling section
4 开卷段设备的工艺流程
与单机架轧机相比,冷连轧机组最大的优势在于其轧制过程的连续性,而在机组开卷段设置两台开卷机正是保证其连续轧制的重要因素。
图2所示为开卷段设备的简要工艺流程,其中上层带材是指由1#开卷机开卷的带材,下层带材是指由2#开卷机开卷的带材。当上层带材开卷时,1#上卷小车进行取卷,通过带卷自动对中装置将带卷上到1#开卷机卷筒上,1#开头矫直机刮板配合开卷机开头并通过矫直辊将带头矫直,然后使用开头矫直机的夹送辊将带材沿1#水平辊道及对中输送,带头通过对中装置时将带材对中。在对中装置上装有带材检测光电开关,带头通过时光电开关发讯,夹送辊上的旋转编码器开始计数,此时1#转向辊上的摆动导板处在打开位,当带头通过剪刃一定距离时,夹送辊停止夹送,切头剪剪切,废料通过废料滑道落入废料收集装置,此过程重复数次直到带头不规则部分全部剪切掉,然后将1#转向辊的摆动导板落下,带材通过1#转向辊进入变向辊道8,最后通过2#转向辊进入焊机。当带材尾部经过光电开关时,带材停止输送,切头剪将带尾切断,然后带材继续输送,当带材全部通过1#转向辊后将摆动导板打开。剩余带尾通过剪前夹送辊夹送,由切头剪剪切成小段落入废料滑道。上层带材穿带时,下层带材也按照上述操作将带头送至2#剪后辊道,在变向辊道和2#剪后辊道上分别装有带材检测光电开关,当上层带材过焊机时,下层带头经过光电开关,光电开关发讯,下层带材停止输送;当上层带材全部通过2#转向辊后,下层带材继续输送。下层带材过焊机时,上层亦然。两层带材在焊机内进行焊接,最终实现整个轧制过程的连续性。

图2 开卷段设备简要工艺流程Fig.2 Process flow of equipments in uncoiling section
5 结论
冷连轧机组开卷段设备采用的上下双层开卷系统结构,其工艺流程可以保证当前一卷带材完全进入焊机后,下一卷带材带头快速进入焊机与前一卷带材进行焊接,是机组实现全连续轧制的重要条件。目前,1 450 mm冷连轧机组已经进入试生产阶段,开卷段设备运转情况良好,各方面性能均达到设计要求,证明这是一种适合连轧机组的开卷段设备。
[1] 王军生.带钢冷连轧原理与过程控制[M].北京:科学出版社,2009.
[2] 黄庆学.轧钢机械设计[M].北京:冶金工业出版社,2007.
[3] 张向英.冷连轧带钢机组工艺设计[M].北京:冶金工业出版社,2009.
