中厚板矫直机全液压AGC缸的结构设计
2011-11-18吴庆君
吴庆君 赵 岽
(1.淮南市石油化工机械设备有限公司技术部,安徽 232033;2.太原重工股份有限公司矫直机研究所,山西 030024)
近几年来,随着控轧控冷与直接淬火技术的采用,轧后板温降低、板形变坏、屈服强度增大、板厚范围加大,同时用户对钢板加工自动化程度也不断的提高,使钢厂交货钢板的平直度要求也更加严格。因此,新建矫直机都要求能力强、刚度大、自动化程度高,经矫后的钢板平直度好、残余应力小且分布均匀、板材表面质量好且无压痕,而且操作安全可靠、作业率高,一道次矫直,矫直速度快,自动化水平高,还要减少投资规模。那么就必须采用全液压AGC 压下装置以控制辊缝与矫直力,达到动态调整的要求。
本文主要以舞钢4 300 mm 中厚板热处理矫直机为例介绍了全液压AGC 缸的结构设计与选型。
1 舞钢4 300 mm 中厚板热处理矫直机的主要技术参数
舞钢4 300 mm 中厚板热处理矫直机技术参数见表1。
2 液压压下装置的功能
液压压下装置的结构见图1。它的功能是压下位置控制,在控制系统的作用下实现各种工艺动作。其类型:装有位置传感器的长行程液压缸。安装在上横梁上,每个上横梁上2 个,共4 个。

表1 技术参数Table 1 Technical parameters
液压压下装置采用4 个带位移传感器的AGC 缸实现压下动作。压下机构的作用是通过调整上排矫直辊,达到辊缝调整的要求;通过入口侧两个杆端带球面调整垫的压下缸和出口侧两个杆端带球面调整垫的压下缸的单独调整或同步调整,实现上辊系沿矫直方向前后或左右方向的倾动。倾动可在过钢或非过钢下进行。通过压下缸位移传感器在操作台显示矫直辊的开口度大小以及倾动量。每个液压缸由一个液压总管供油,通过压下机构的压力检测装置可以对设备进行超载保护。液压缸的设计能够在恶劣的环境中工作(如温度的变化、震动、腐蚀和污染)。
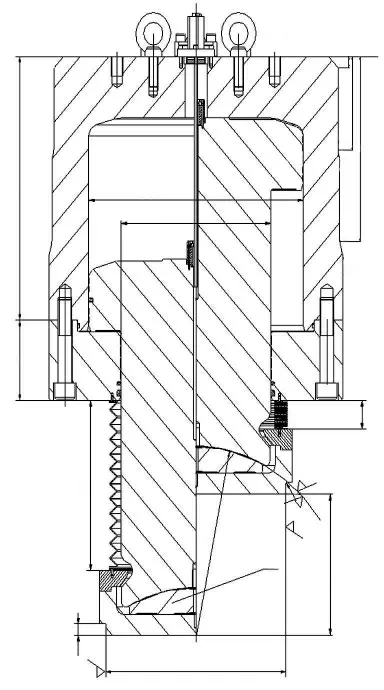
图1 液压压下装置的结构Figure 1 The structure of hydraulic screw down device
3 AGC 缸设计要求与技术要求
3.1 液压缸设计要求
AGC 油缸外形尺寸要求满足设计安装空间。
满足伺服系统静、动态调节的高精度及高响应速度要求。
与热矫直机机械设备有良好简便的联接方式并便于拆装。
有可靠的结构形式,保证在生产过程中不损伤,不发生漏油故障。
满足伺服缸大行程推上的特殊工况条件。
满足大行程伺服油缸的快速工况条件。
满足一年期质保要求。
3.2 液压缸的技术要求
油缸基本形式:单杆活塞缸
活塞直径:∅680 mm
活塞杆直径:∅475 mm
活塞行程:370 mm
油缸材质:采用锻造合金钢(42CrMo)经二次探伤(JB/T5000.15 质量等级二级)及调质热处理制成
油缸安放形式:垂直安装
油缸主密封圈及导向套:选用进口件
油缸主密封圈及导向套材质:材料PFM/Viton
油缸额定工作压力:塞端26.5 MPa
杆端≤10 MPa(可调)
油缸最小启动压力:≤0.05 MPa
油缸外泄量:无
油缸工作介质:抗磨液压油(ISO-L-HM-46)
油缸工作环境温度:0~80℃
油缸介质温度:10~80℃
油缸介质清洁度:优于NAS5 级
位移传感器安装位置:油缸活塞中心一支
传感器形式:MTS 传感器接线采用航空插头模式(型号为RH-M-0420M-D70-1-S2G1002)
试验压力:32 MPa
4 AGC 缸主要关键件的制造技术要求
缸体、活塞及缸盖均为锻件,其技术要求为:
(1)材质为优质锻钢,锻件验收按JB/T5000.8—1998 Ⅲ组,并在设备出厂前提供锻件验收质量合格证。
(2)锻件需经调质处理,286~321 HBW,并在设备出厂前提供热处理报告。
(3)缸体、活塞表面经淬火处理,≥52.5 HRC,淬硬层深度≥5 mm,并在设备出厂前提供热处理报告。
(4)缸体、活塞表面镀硬铬,镀层厚度为0.03 mm~0.05 mm。
(5)锻件应做探伤检查,内部不得有皱皮、裂纹、夹渣、缩孔等影响强度的缺陷。
(6)锻件尺寸公差不低于GB1802—1979 中H8。
(7)缸体内表面、活塞杆表面及缸盖内表面粗糙度不低于GB1031—1995 中Ra0.3 μm。
AGC 缸采用进口密封,提供相关证明。
5 AGC 缸出厂验收前的性能试验
AGC 缸出厂验收前应进行以下各项性能试验,以检验设备的各项指标是否合格,并做出相应记录。
液压缸空载往复运动20~30 次,运动应灵活自如。
耐压试验:32 MPa,提供试验报告包含油缸内泄漏以及最低启动压力数据。
液压缸阶跃响应的测量。液压缸的阶跃响应是影响伺服系统调整精度的重要因素。主调整缸响应时间:0.1 mm(0~90%)阶跃响应<45 ms。
位移传感器:0.001 mm。
其他保证值与考核:
油缸可以工作压力:不小于30 MPa。
伺服缸响应频率:15 Hz,提供试验报告。
主调整缸响应时间:0.1 mm(0~90%)阶跃响应<45 ms,提供试验报告。
设备的性能考核按设计资料及技术要求进行,应达到有关标准规定的功能和指标。
6 专用工具
为实现对AGC 缸的在线更换,保证设备的正常使用,降低现场作业劳动强度,针对设备安装的结构特点及现场起重设备的配备条件,设计了AGC 缸的专用吊具(见图2)。

图2 AGC 缸的专用吊具Figure 2 Special lifting tool for AGC cylinder
此专用工具结构简单,使用方便可靠,便于制造,在实际使用中得到了证实。
7 结束语
全液压AGC 缸在舞钢4 300 mm 中厚板热处理矫直机中的实际应用证明,该结构完全达到了设计要求,满足了设备性能考核指标,降低了设备运行和维修费用,使工厂在清洁生产的同时创造了巨大的经济效益。
