家具表面漆膜性能的测定
2011-11-15黄秉升
黄秉升
(《涂装与电镀》编辑部,四川 成都 610041)
家具表面漆膜性能的测定
黄秉升
(《涂装与电镀》编辑部,四川 成都 610041)
依据国家相关标准,介绍了家具表面漆膜光泽、厚度、附着力、耐磨性、抗冲击性、耐湿/干热性、耐冷热温差性、耐冷液性、耐盐浴性等性能的测定方法,为企业检测家具漆膜表面性能提供参考。
漆膜;家具;性能测试;耐磨性;抗冲击性;光泽
Author’s address: Editorial board of Painting and Electroplating, Chengdu 610041, China
1 前言
家具是人们非常熟悉的东西。从古至今,家庭、办公及公共场所都离不开家具。随着时代的进步,家具不断变化,材质越来越讲究,而且表面需要涂漆,以达到防护和装饰的目的。家具漆膜质量的好坏既影响家具的销售,也影响家具的使用寿命。因此,对家具漆膜的性能进行适当的检测十分必要,尤其是企业批量生产的家具,漆膜的性能检测更是必不可少。
对于木器家具及其他家具木制件的表面漆膜,可检测光泽,厚度,附着力,耐磨性,抗冲击性以及耐湿热、干热、冷热温差性和耐液性等项目。对于钢家具表面漆膜,应按钢件上漆膜的要求进行检测。有特殊要求的,应按双方协商一致的合同规定进行检测。
家具漆膜性能的测定,可按国家相关标准执行,也可按国际标准和国外先进标准执行。采用企业标准时,企业标准不应低于国家相关标准。
2 试样及环境温、湿度要求
试样规格定为250 mm × 200 mm(特殊要求除外),木材材质与家具相同,并按家具制作的要求加工。试样漆膜制备最好与家具同步进行,并采用相同材料和工艺方法。漆膜制备完成后存放10 d,使之达到完全干燥。试样表面应平整,漆膜无划痕、鼓泡等缺陷。
每项性能测定的试样为 3件,必要时可增加对比试样。测定结果由3名操作人员共同评定。
试验环境温度为(20 ± 2) °C,相对湿度60% ~ 70%。
3 家具表面漆膜性能的测定方法
3. 1 光泽
按照国家标准GB/T 4893.6–1985《家具表面漆膜光泽测定法》,测定家具表面漆膜光泽采用光电光泽仪。对光泽仪的要求是:仪器重现性好,误差不超过2%。光泽值以漆膜表面正反射光量与相同条件下标准板表面的正反射光量之比的百分数表示。
测试方法为:按仪器使用说明书选择量程,并校正光电光泽仪指针至标准板的标定值。用绒布或擦镜纸擦净试样表面。每一试样选取3个试验点,一个在试样中心,另两个在任意位置。将仪器测头放在选定的试验点上,使木纹方向顺着测头内光线的入射和反射方向,读出光泽值,读数准确至1%。取3点读数的算数平均值为该试验的测定值。每测一个试样,用标准板校对一次仪器。选择 3个试样测试,取其平均值为测定结果。
必要时可测定光泽等级。根据GB/T 4893.6–1985标准,光泽值的测定可按光线以60°角投射到试样上进行,由此将光泽等级分为4级,如表1所示。

表1 家具表面漆膜光泽分级标准Table 1 Grade standard for glossiness of furniture surface coatings
3. 2 厚度
按照国家标准GB/T 4893.5–1985《家具表面漆膜厚度测定法》测定家具表面漆膜厚度时,在漆膜上钻一顶角为 120°的锥孔,孔壁在显微镜中成像,读出漆膜垂直于显微镜主光轴的母线长度,再求得漆膜厚度。
测试采用直径6 mm、长约48 mm、顶角120°的高速钢钻头,淬火硬度不低于63 HRC。
每一试样选取3个测试点,其中1点在试样中心,另外2点在对角线上,距边缘不小于50 mm。将钻头对准测试点,平稳转动齿轮钻孔,加力不能过大,漆膜钻透即停止,并清除钻屑。
将锥孔置于显微镜(× 40)视场中,显微镜聚焦于锥孔与主光轴垂直的母线上,测出漆膜部分母线的长度(见图1),代入下式计算漆膜厚度:
式中,δ为漆膜厚度,b为漆膜部分母线的长度,单位均为μm。
测定结果取3点的算术平均值。
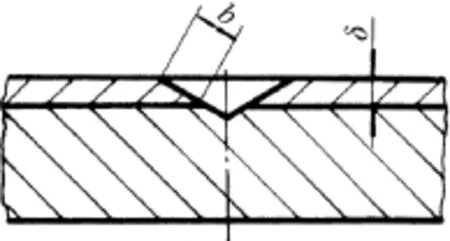
图1 家具表面漆膜厚度测定示意图Figure 1 Schematic diagram for determination of thickness of furniture surface coatings
3. 3 附着力
按照国家标准GB/T 4893.4–1985《家具表面漆膜附着力交叉切割测定法》测定漆膜附着力,是用锋利刀片在漆膜表面切割成互成直角的方格,根据方格内漆膜损伤程度评级。此方法适用于测定厚度在250 μm以下的漆膜对木材的粘附牢度或底面漆互相结合的牢度。
测定家具漆膜附着力采用FE-漆膜附着力测定仪,这种仪器是按英国标准BS 3962-6:1980《木制家具表面涂饰试验方法 第6部分:耐机械损伤性评定》中的切割器械仿制的。这种仪器包括刀片、金属模板及刀片夹紧器3部分。
在试样上选取 3个测试区(尽量选择不同纹理部分),测试区中心距试样边缘不小于40 mm,两两相距不小于65 mm。先在每个测试区相邻部位测3个点的漆膜厚度,取其平均值。
将刀片装入夹紧器,使刀刃露出模板0.3 mm。将刀刃沿着模板切割槽在测试区的漆膜表面切割出两组互成直角的方格,每组为11条平行线,长35 mm,间距2 mm。割痕应穿透漆膜至木材表面,割痕方向与木纹方向约成45°角。
用漆刷轻轻刷去漆膜表面浮屑,将氧化锌橡皮膏粘贴按压在测试区上,顺对角线方向猛揭撕开。用 4倍放大镜仔细检查测试区漆膜损伤情况。漆膜附着力按表2并参照图2评级。
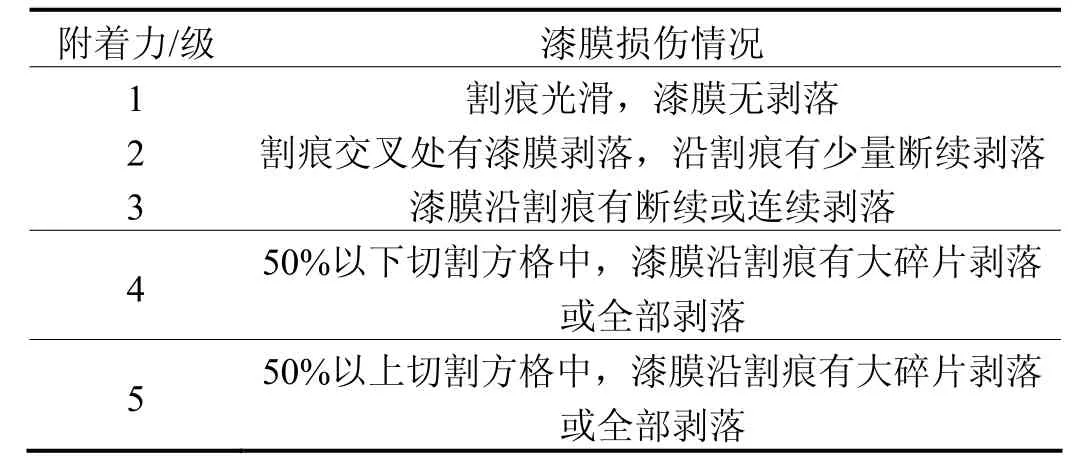
表2 家具漆膜附着力评级标准Table 2 Grade standard for adhesion strength of furniture surface coating

图2 与家具漆膜附着力评级对应的画格试验照片Figure 2 Photos of cross cut test corresponding to adhesion grade of furniture surface coatings
给同一试样上3个测试区分别评级,以2个测试区一致的结果为评定值。不一致时,可复试一次。
测定结果应包括每一测试区的漆膜厚度(平均值)、附着力等级和漆膜剥落情况及最终评定结果。
测试期间应经常检查刀片刃口,发现磨损及碎缺,应立即更换刀片。
3. 4 耐磨性能
按照国家标准GB/T 4893.8–1985《家具表面漆膜耐磨性测定法》测定家具表面漆膜的耐磨性,采用漆膜磨耗仪,以经过一定的磨转次数后漆膜的磨损程度评级。一般采用JM-1型漆膜磨耗仪,工作盘转速为70 ~ 75 r/min。磨转次数根据产品技术要求或由双方商定,通常选择400、1 000、2 000、3 000、4 000或5 000次等。
试样规格为直径100 mm,厚3 ~ 5 mm的圆板,中心开一个直径为8.5 mm的小孔,其他要求与性能测定试样的要求相同。
先在试样中部φ 65 mm范围内均匀选取3个点测定漆膜厚度,取其算术平均值。
将试样固定于磨耗仪工作盘上,加压臂上加1 000 g的砝码和经整新(按使用说明书操作)后的橡胶砂轮(JM-120型,δ = 10 mm,φ = 50 mm),加压臂末端加上与砂轮质量相等的平衡砝码。
放下加压臂和吸尘嘴,开启电源,磨耗仪开始工作。先磨50 r,使试样表面形成平整均匀的基准磨耗园环(如果出现磨耗不均匀,则应更换试样),取下试样,刷去浮屑,称重(准确至0.001 g)。
继续砂磨100 r后,取下试样,刷去浮屑,称重(准确至0.001 g)。前后质量差为漆膜砂磨100 r后的失重。
调整计数器到规定磨转次数(减去 100),继续砂磨。试验终止后,观察漆膜表面的磨损情况。按表 3评级。如果难以判断漆膜是否轻微露白,可用软布蘸少许彩色墨水涂抹该部位后迅速擦去,留下墨水痕迹则为轻微露白。
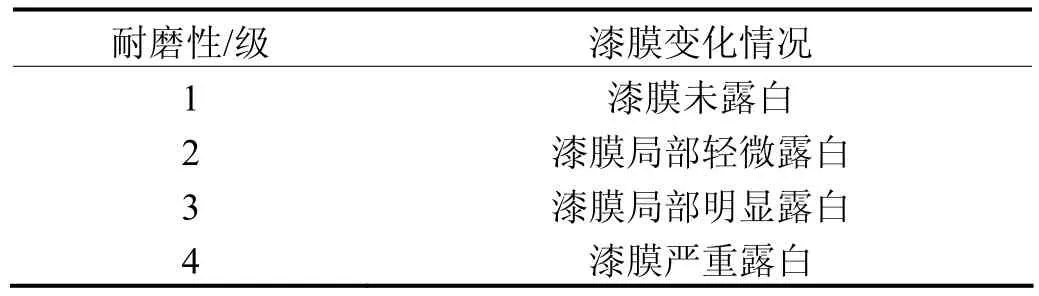
表3 家具表面漆膜耐磨性评级标准Table 3 Grade standard for wearability of furniture surface coatings
测定用 3个试样分别评定,两个试样一致的为评定结果。每个试样测试时均应先打磨橡胶砂轮,测试中途不得更换砂轮。
测试报告应包括每个试样的漆膜厚度、100 r后漆膜失重、耐磨性等级和最终评定的结果。
3. 5 抗冲击性能
按照国家标准GB/T 4893.9–1992《家具表面漆膜抗冲击测定法》测定家具表面漆膜抗冲击性能采用冲击器。冲击器包括水平基座、导管、冲击块和钢球4部分。基座为放置试样的刚性底座,大小为250 mm × 200 mm;垂直导管内径为40 mm,底端圆盘厚10 mm。圆盘中心有φ 14 mm的孔,用以放置钢球;冲击块为质量500 g、外径比垂直导管内径小1 mm的合金钢圆柱体(硬度略低于钢球),钢球φ 14 mm,硬度60 ~ 66 HRC。冲击高度分别为10、25、50、100、200和400 mm。冲击高度以钢球顶至冲击块底面距离计,按产品技术要求规定来选择。测定漆膜最大抗冲击性时,应逐级通过各冲击高度,直到最大冲击高度或漆膜出现第 5级破坏为止。
各冲击部位中心距试样边缘不小于50 mm,两冲击部位中心相距不小于20 mm(可间隔20 mm纵横划线,其交叉点即为冲击部位中心)。试样基材表面有结构纹理的,其长度应顺纹理方向裁取。用成品家具或部件作试验时,应选择刚性较好的部位。
测定时,将试样放在水平基座上,所有冲击部位均应处于基座范围内。用成品家具做试验时,应放在水平刚性基面上或水泥地面上。
将冲击器放在试样上,使钢球位于冲击部位中心。将冲击块提升至规定高度,自由落下冲击钢球。每个冲击高度冲击5个部位。冲击后将试样置于60 W磨砂白炽灯泡下,用10倍放大镜检查各冲击部位漆膜损伤程度,必要时可将彩色墨水涂在冲击部位,片刻后擦去,再进行检查。
漆膜抗冲击性按表4并参照图3评级。

表4 家具漆膜抗冲击性评级标准Table 4 Grade standard for resistance to impact of furniture surface coatings

图3 与家具漆膜抗冲击性评级对应的冲击试验照片Figure 3 Photos of impact test corresponding to impact resistance grades for furniture surface coatings
评定结果时,先评出同一冲击高度各冲击部位的等级,然后取算术平均值最接近的等级作为抗冲击性等级。每一冲击高度的试验均应评出抗冲击性等级。
必要时,可同时测量冲击部位印痕直径,测量时将复写纸和拷贝纸(17 g/m2)重叠平放在试样表面,冲击后用游标卡尺测量冲击留在拷贝纸上的最大印痕直径,取其算术平均值。
3. 6 耐湿热和耐干热性能
家具表面漆膜耐湿热和干热性能的测定须按照国家标准GB/T 4893.2–2005《家具表面耐湿热测定法》和GB/T 4893.3–2005《家具表面耐干热测定法》进行。
测定耐湿热性采用带散热槽的铝合金锥体(AlMgSi合金6060,中间有插温度计的垂直孔)为热源,隔一片湿布置于试样表面。经规定时间后,移去铝合金块和湿布,根据漆膜变化程度评定耐湿热性等级。测定耐干热性时不隔湿布,其余均与耐湿热性相同,而且对试样数量和测试区数量不作规定。
测试温度可在70、85、100、120、140、160、180和200 °C中选择,也可采用双方商定的其他温度。
漆膜干透后的试样先在(23 ± 2) °C、相对湿度50% ± 5%的环境中放置48 h后,再在(23 ± 2) °C的环境中试验。试验区域距试样边缘不小于15 mm。试验时,先将带温度计的铝合金块在烘箱中加热至高于试验温度10 °C,然后移到隔热垫上,达到试验温度的±1 °C时,放到以喷洒了2 mL蒸馏水浸湿的聚酰胺纤维布(50 g/m2,规格120 mm × 120 mm)覆盖的试验区上,20 min后移去铝合金块和湿布,软布擦净试验区,放置16 h。再用软布擦净后,将试样放入内表面涂黑漆、带60 W磨砂灯泡的观察箱中,距离0.25 ~ 1 m观察试验区漆膜变化情况(也可用亮度2 000 lx ~ 5 000 lx的漫射光线观察),按表5进行分级评定。

表5 家具漆膜耐湿热(干热)分级评定标准Figure 5 Grade standard for resistance to wet heat (dry heat) of furniture surface coatings
3. 7 耐冷热温差性能
按照国家标准GB/T 4893.7–1985《家具表面漆膜耐冷热温差测定法》测定家具表面漆膜的耐冷热温差性能。
试样为4件,3件作测试,1件作对比。试样先在测试环境温、湿度条件下稳定24 h。
测试温度为(40 ± 2) °C,相对湿度98% ~ 99%,低温为(−20 ± 2) °C。测试周期按3、6、9、12、15等选定。
用1∶1的石蜡–松香混合液将试样周边及背面封闭。将试样放入恒温恒湿箱中1 h后,移到冰箱中1 h,此为1个周期(转移时间不超过2 min)。每经3个周期,将试样置于测试环境条件下静置18 h,然后用4倍放大镜检查漆膜表面(试样边缘20 mm范围不计),出现裂纹、鼓泡、明显失光及变色(与对比试样比较)等缺陷为不合格,不考虑缺陷形状、尺寸和数量。
3个试样分别评定,2个试样一致的结果为评定结果。
3. 8 耐冷液性能
按照国家标准GB/T 4893.1–2005《家具表面耐冷液测定法》测定家具表面漆膜的耐冷液性能,即用浸透试液的滤纸放在试样表面,经过商定的时间后移去,根据漆膜变化的程度评级(对试样数量和测试区数量不作规定)。测定用试液是在一般家具或工作地点接触的液体,也可选用经商定的其他试液。化学品的纯度应符合有效的分析等级,配制水溶液采用蒸馏水或纯净水。测定试液及其要求见表6。
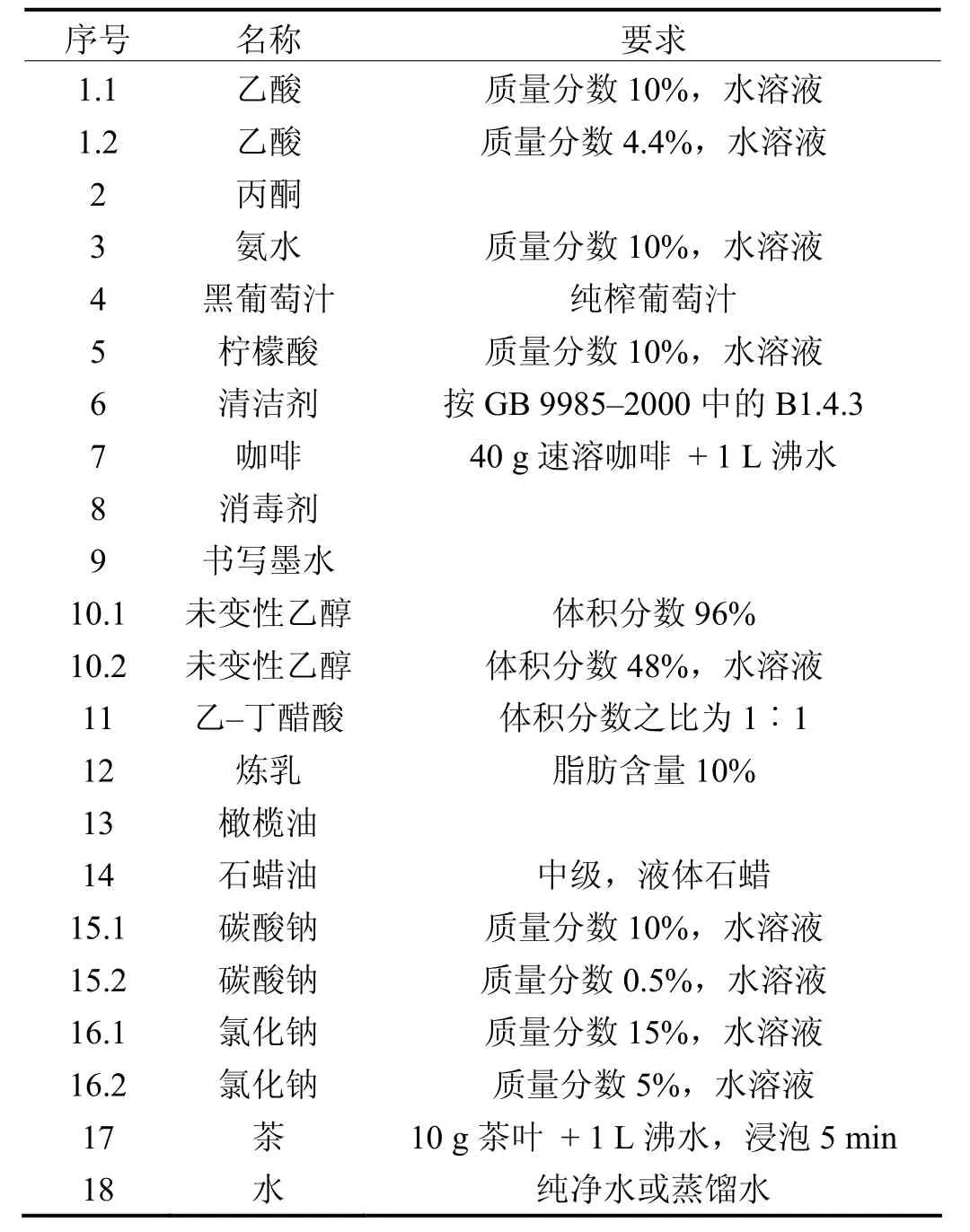
表6 试液及要求Table 6 Test solutions and their requirements
测试时间可从10 s,2 、10 min,1、6、16、24 h及7、28 d中选择,也可协议采用更长的时间。
漆膜干透后的试样先在(23 ± 2) °C、相对湿度50% ± 5%的环境中放置48 h,然后在(23 ± 2) °C的环境中试验。试验位置中心距边缘不小于40 mm,两试验位置中心相距不小于60 mm。试验时,将直径25 mm的滤纸(400 ~ 500 g/m2)放入试液中浸30 s,用摄子夹起,擦去流液,迅速放到试验区域上,立即用钢化玻璃罩(内径40 mm、高25 mm)罩住。达到规定时间后,取下玻璃罩,揭去滤纸,用吸水纸吸干残液,使试验表面在试验环境中静置16 ~ 24 h,然后用吸水布蘸清洁液擦洗试验表面,用干布擦干,静置30 min。同时擦洗一个未试验的位置作对比区域。
将试样放入内表面涂黑漆、带60 W磨砂灯泡光源的观察箱中,在距离0.25 ~ 1 m处观察试验区域漆膜变化情况,如褪色、变色、变泽、鼓泡及其他缺陷(也可用亮度2 000 lx ~ 5 000 lx的漫射光线观察)。与对比区域作比较,按表7进行分级评定。

表7 家具漆膜耐冷液性能评级标准Table 7 Grade standard for resistance to cold liquids of furniture surface coatings
3. 9 耐盐浴性能
行业标准QB/T 1950–1994《家具表面漆膜耐盐浴测定法》针对金属家具测定其表面漆膜的耐盐浴性能,评定其耐腐蚀能力。
测试试样为120 mm × 50 mm × (0.6 ~ 0.8) mm的薄钢板4件,3件作测试,1件作对比。试样按规定制备漆膜后,常温存放10 d,表面应平整、光滑,无针孔、气泡等缺陷。
测定时,用刀片在试样上划出2条对角线,割痕要划穿漆膜至底材。配制质量分数为3%的NaCl溶液500 mL,置于口径为100 mm的烧杯中。将试样放入烧杯内静置100 h,温度为15 ~ 25 °C。到规定时间后,取出试样,在静水中洗净,放入100 °C的干燥箱内,30 min后取出。检查试样表面漆膜(割痕两侧3 mm内不计)。如果漆膜出现膨胀、鼓泡、剥落、生锈、变色、失光等缺陷为不合格。3个试样分别评定,2个一致的结果为评定结果。
4 结语
本文列出了9项家具表面漆膜性能的测定方法。但这不是全部,还可能有其他性能需要检测。家具表面漆膜性能究竟需要测定哪些项目,应根据产品技术要求决定,也可由供需双方共同商定。
在每个项目的测定中,一般要求采用 3个试样,并由 3名操作人员共同评定。在具体实施中,如果检测人员业务很熟练,产品性能也较稳定,无大起大落,适当减少试样和操作人员也是可行的。但若是仲裁试验,则不能减少,以确保评定结果的可靠性和权威性。这既是对生产企业负责,也是对消费者负责。
Determination of performance of furniture surface coatings //
HUANG Bing-sheng
According to the correlative national standards, an introduction was given of the test methods of some performances of the coatings on furniture surface, including glossiness, thickness, adhesion strength, wearability, impact resistance, wet/dry heat resistance, resistance to alternation of heat and cold, resistance to cold liquid and salt bath, etc. And a reference was provided for corporations to test the performance of coatings on surface of furniture.
coating; furniture; performance test; wearability; impact resistance; glossiness
TQ63
A
1004 – 227X (2011) 07 – 0076 – 05
2011–02–12
黄秉升(1938–),男,四川荥经人,大学本科学历,高级工程师,长期从事表面处理技术工作,发表论文数十篇。
作者联系方式:(E-mail) hbs0835@126.com。
[ 编辑:韦凤仙 ]
