铝合金电子束焊接技术
2011-11-14王静
王静
(成都纺织高等专科学校 机械工程与自动化系,四川 成都 611731)
铝合金电子束焊接技术
王静
(成都纺织高等专科学校 机械工程与自动化系,四川 成都 611731)
铝合金因其良好的性能在航空航天、交通工具、机械制造等领获得了广泛应用,其焊接性限制了铝合金的进一步应用和发展。电子束焊因其熔透性高、接头性能优良等优点成为铝合金焊接的重要方法之一。简述了电子束焊接的基本原理和特点,综述了铝合金电子束焊在工艺、接头组织性能、接头缺陷预测和有限元数值模拟技术等方面的研究工作,展望了铝合金电子束焊接的发展方向,对于今后系统开展铝合金电子束焊接具有一定的参考。
电子束焊接;铝合金;发展方向
0 前言
铝合金由于其良好的耐腐蚀性,高的比模量、比强度、疲劳强度,以及良好的电导性和热导性等特点,在航空航天、交通工具、机械制造、电工化工等行业中得到广泛的应用[1-3]。近年来铝合金的焊接一直是研究的热点,主要有脉冲氩弧焊、焊条电弧焊和气焊等常规方法[4-6]和电子束焊、激光焊[7-9]等高能束方法。在深入分析了铝合金电子束焊的特点基础之上,对铝合金电子束焊的研究现状、存在问题和发展方向进行了较为系统的分析,以期能对铝合金电子束焊接提供参考。
1 铝合金电子束焊基本原理和特点
电子束焊基本原理[9]是利用电子枪产生的电子,被高压电场(30~200 kV)加速到极高的速度(约1/2光速),经磁透镜聚集,形成高密度、高能量(能量高可达105~107 W/cm2)的电子流,作用在焊缝处,能量发生转换(动能转化为热能),使焊缝区的材料迅速熔为一体,在极短的时间内冷却凝固(冷却速度约2 200℃/s),从而实现焊接。其工作原理如图1所示。
电子束焊主要特点为[8-10]:
(1)没有引入焊接材料,只是通过待熔体的熔合,焊缝的纯洁度高。
(2)焊接热源调节温度范围大且易于精确调节,重复性好,可以焊接各种金属及合金,工艺适应性强,通过控制电子束偏移,还可实现复杂焊缝的自动化焊接。
(3)电子束的斑点尺寸非常小,功率密度非常大,焊缝深宽比大,焊接厚板时不开坡口即可实现单道焊,较电弧焊节省材料和能源。
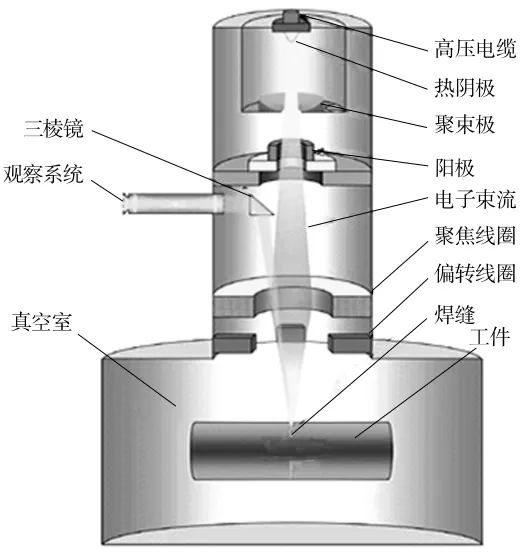
图1 电子束焊工作原理[8]
(4)电子束的焊接能量集中,熔化和凝固的过程短,焊接速度快,可以避免晶粒的长大,从而改善焊接接头的性能。
(5)电子束的作用导致焊接时热量非常集中,焊接热影响区小,焊件变形小。
正是由于这些特点,电子束焊在铝合金中厚板焊接中应用较为广泛。然而,电子束焊热输入量大,焊后冷却速度快,容易引发接头组织缺陷,加之电子束焊设备昂贵,制约了电子束焊的进一步应用。为更好评估电子束焊在铝合金焊接中的进一步应用,将对铝合金电子束焊的研究现状、存在不足及发展方向进行综述。
2 铝合金电子束焊研究进展和存在问题
2.1 工艺性能
针对铝合金电子束焊接工艺,不同的研究者采用不同的材料和试验条件进行了大量的研究。吕世雄等人[11]针对薄壁铝合金进行了电子束焊接的研究,得到了适宜的工艺参数。王俊元等人[12]利用试件法确定了2A12铝合金的电子束焊接工艺参数,保证了焊缝所需的力学性能。唐家鹏等人[13]探讨了特征参数与接头性能之间的对应关系,得出了一铝合金真空电子束焊接的最佳焊接规范参数。秦志云[14]对汽车空调铝合金活塞的电子束焊接工艺方法进行了深入研究。
电子束焊接工艺参数主要有[15]:电子束流Ib(单位:mA)、聚焦电流If(单位:mA)、加速电压U(单位:kV)、焊接速度v(单位:mm/min)和工作距离D(单位:mm)。在这些因素中电子束流Ib、加速电压U和焊接速度v共同决定了焊接时工件所获得的线能量J(单位:kJ/mm),线能量J可表示为

从目前的研究成果来看,对于特定的零部件获取适宜的电子束焊工艺参数已没有任何技术问题。但是,电子束焊各工艺参数间的相互作用机理,至今还没有研究结果说明这一问题[16]。
2.2 接头组织性能
接头组织性能是零部件服役的关键,国内许多研究者从微观结构出发来评定铝合金电子束焊接的性能。何金江等人[17]研究了高纯Al合金6061的电子束焊接,通过显徼组织和力学性能进行了分析。常艳君等人[18]对6061铝合金焊接接头的组织与性能分析进行了研究,结果表明焊接区组织主要为等轴晶和树枝柱状晶,熔合区组织主要为柱状晶。其他的研究者[19-21]也对铝合金的焊接性能进行了较为深入的研究,得到了类似的结果。
然而,上述研究仅限于对铝合金电子束焊接头组织性能的评价,并没有提出提高铝合金电子束焊接头性能的具体办法,文献[22]采用人工时效的办法对铝合金电子束焊接接头的组织与性能开展了研究,取得了较好的效果。
2.3 接头缺陷
尽管铝合金电子束焊解决了铝合金焊接存在的诸多问题,但铝合金焊接仍存在许多缺陷,主要包括气孔、裂纹、焊缝成形不良以及合金元素烧损等。林世昌等人[23]针对空心铝球的电子束焊接,分析了气孔和裂纹等缺陷产生的原因。常艳君等人[24]对铝合金电子束焊接气孔进行了分析,指出了各参数条件与气孔产生之间的关系。汪兴均等人[25]研究了5A06铝合金电子束焊接后熔池内Mg元素的分布及其对焊缝硬度的影响,并分析了焊接工艺参数对Mg元素烧损行为的影响。王俊元等人[26]对2A12铝合金真空电子束焊接气孔缺陷进行了分析,表明影响焊缝强度的主要因素是焊接过程中产生的气孔缺陷,在采取一定的焊接工艺措施后,接头中的气孔缺陷可得到很好地控制,保证了焊缝所需的力学性能。
上述文献研究了铝合金焊接接头存在的缺陷,找到了相应的降低措施,但由于电子束焊自身特点,完全解决铝合金电子束焊接头缺陷还十分困难。
2.4 焊缝成形
焊缝成形是评价焊接质量的重要指标,电子束焊一大重要特点是焊缝深宽比大。文献[27-28]指出,熔深是影响电子束焊接接头性能的关键因素,在其他参数不变的情况下,电子束焊熔深和加速电压U、电子束流Ib成正比,与束斑直径(受聚焦电流If影响)、工作距离D、焊接速度v成反比,据此可以设计合适的工艺参数,确保焊缝成形。文献[29]对不锈钢采用电子束焊,建立了电子束焊接参数与焊缝形状参数之间的关系模型,为优化焊缝成形提供了研究基础,这对控制铝合金电子束焊缝成形也具有一定的借鉴作用。文献[30]采用低加速电压、大束流、过剩热输入和低焊接速度的软焊接规范,确保了2219铝合金焊接中得到良好的焊缝成形和合理的余高,为研究焊缝成形提供了新方法。
上述研究大多限于理论研究或针对实际问题来确保电子束焊缝成形,对电子束焊工艺参数与焊缝成形机理认识还有待进一步研究,以确保不同零部件的焊缝成形。
2.5 有限元仿真技术
有限元仿真技术的快速发展为铝合金电子束焊接研究提供了新方法,主要集中在焊接过程中温度场、接头组织性能和残余应力分析方面。郭桂芳等人[31]对7075铝合金电子束焊接温度场数值模拟,结果表明用有限元数值模拟方法得到的焊接和热处理温度场分布规律与实测温度值基本一致。田艳红等人[32]建立了三维有限元模型,模拟电子束焊接的一个大型复杂铝合金结构温度场,旨在控制焊接结构的最终变形。张海泉等人[33]在Windows NT平台上采用C++Builder快速开发软件和OpenGL图形接口技术建立了电子束焊接动态过程仿真分析系统,其计算模拟与实测值比较吻合,但计算值普遍低于实测值,其误差范围在15%之内。郭桂芳等人[34]针对7075铝合金电子束焊接残余应力场进行了数值分析,对焊接接头的残余应力分布进行了计算机数值模拟的可行性研究。
有限元仿真技术将成为铝合金电子束焊焊缝成形机理、温度场、残余应力、接头缺陷等方面的研究手段,但如何确保所设置的边界条件、物性参数与实际情况相一致则成为了铝合金电子束焊有限元仿真技术面临的重大难题。
3 铝合金电子束焊展望
电子束焊在铝合金焊接方面取得了较好的效果,但也存在诸多问题,未来研究工作建议从以下几方面开展:
(1)电子束焊接接头质量受多参数影响,且参数之间相互制约,需不断完善设备参数的监控系统,对电子束流Ib、聚焦电流I、加速电压U、焊接速度v和工作距离D等参数实现实时控制,从设备上确保参数精度控制,为获得理想优化的焊接参数提供保证;另一方面,需要将数据库技术、专家系统、模糊控制技术、神经网络技术等引入到电子束焊设备中,使设备能够具有自调节最优参数的能力。
(2)加强铝合金电子束焊基础理论研究。目前,铝合金电子束焊基础理论还不够完善,需要从电子束流特性、电子束焊本质、电子束焊熔化机理、冶金结晶过程、温度场、缺陷产生机理以及防止措施等方面开展系统研究。
(3)从电子束焊过程监控方面开展研究,如采用图像处理技术检测铝合金电子束焊过程,建立熔池与焊接质量的相关模型;对电子束焊接过程中产生的带电粒子进行检测,完善电子束焊焊接机理。
(4)加强数值模拟技术在铝合金电子束焊中的作用,完善铝合金电子束焊接的热源模型,推进铝合金电子束焊温度场、应力场、铝合金电子束焊焊缝成形、电子束焊接缺陷产生机理及防止措施等方面的模拟研究工作,并与实际试验相互结合,将其结果用来指导实际工况。
4 结论
综述了铝合金电子束焊研究现状,指出其存在的问题,并对铝合金电子束焊发展进行了展望。目前许多工厂仍然采用MIG焊、TIG焊,搅拌摩擦焊也呈现出前所未有的研究热潮,但在中厚板焊接方面,电子束焊仍有巨大的优势。伴随着对电子束焊深入研究,不断改进设备、完善工艺,电子束在铝合金焊接中将获得越来越广泛的应用。
[1]张君尧.铝合金材料的新进展[J].轻合金加工技术,1998,26(5):1-7.
[2]杨遇春.铝和轨道交通运输[J].中国工程科学,2008,10 (5):79-84.
[3]Fridlyander IN.Russian Al Alloys for aerospace and transport application[J].Mater Sci Forum,2000(331-337):921-926
[4]贺岩松.汽车铝合金零部件的焊接[J].专用汽车,1996(1):49-50.
[5]张志勇,田志凌,彭 云.铝合金先进焊接工艺[J].焊接,2003(7):5-9.
[6]樊家春,吴钢,高树生.铝合金常用焊接工艺浅析[J].科技论坛,2010(5):15
[7]周鹏展.高强铝合金厚板搅拌摩擦焊研究[D].湖南:中南大学,2006.
[8]刘春飞,张益坤.电子束焊接技术发展历史、现状及展望[J].航天制造技术,2003(2):33-36.
[9]刘金合.高能密度焊[M].西安:西北工业大学出版社,1995:15-24,26,65,72.
[10]陈芙蓉,霍立兴,张玉风.电子束焊接技术在工业中的应用与发展[J].电子工业技术,2002(3):56-58.
[11]吕世雄,吴庆生,林三宝,等.薄壁铝合金电子束焊工艺[J].焊接,2005(6):29-32.
[12]王俊元,王素慧.2A12铝合金真空电子束焊接工艺研究[J].山西师范大学学报(自然科学版),2007,12(4):51-55.
[13]唐家鹏,关世玺.真空电子束焊接工艺研究[J].新技术新工艺,2009(1):55-57.
[14]秦志云.汽车空调铝合金活塞的电子束焊接[J].大众科技,2010(6):156.
[15]张秉刚,吴 林,冯吉才.国内外电子束焊接技术研究现状[J].焊接,2004(2):5-8.
[16]王之康,高永华,徐 宾.真空电子束焊接设备[M].北京:原子能出版社,1990:83,94.
[17]何金江,郭力山,王欣平,孙秀霞.高纯Al合金与6061Al合金的电子束焊接[J].热加工工艺,2006,36(19):33-35.
[18]常艳君,董俊慧,张 毅.6061铝合金焊接接头的组织与性能分析[J].焊接,2006(1):21-26.
[19]刘志华,雷学锋,赵 兵,等.铝合金局部真空电子束焊接工艺研究[J].核技术,2002,25(9):755-759.
[20]吴庆生,冯吉才,何景山.铝合金电子束焊接熔透特征量的确定[J].焊接学报,2006,27(2):15-18
[21]李慧中,张新明,陈明安,等.2519铝合金焊接接头的组织与性能[J].中国有色金属学报.2004,14(6):956-960.
[22]黄 锐,付鹏飞,付 钢,等.人工时效后2816铝合金电子束焊接接头的组织与性能[J].金属热处理,2009,34(1):43-45.
[23]林世昌,雷田玉.空心铝球的电子束焊接[J].电焊机,2005,35(9):14-22,48.
[24]常艳君,董俊慧.铝合金电子束焊接气孔的分析[J].焊接,2005(11):43-45
[25]汪兴均,黄文荣,魏齐龙,等.电子束焊接5A06铝合金接头Mg元素蒸发烧损行为分析[J].焊接学报,2006,27 (11):61-64
[26]王俊元,王素慧.2A12铝合金真空电子束焊接气孔缺陷分析[J].机械设计与制造,2008,(9):139-141.
[27]国旭明,杨成刚,钱百年,等.高强Al-Cu合金脉冲MIG焊工艺[J].焊接学报,2001,25(4):5-9
[28]中国机械工程学会焊接学会.焊接手册(第2卷)[M].北京:机械工业出版社,2002:303-319.
[29]Koleva E.Statistical Modeling and Computer Programs for Optimization of the Electron Beam Welding of Stainless Steel[J].Vacuum,2001(62):151-157.
[30]范平章.高强铝合金电子束焊工艺[J].宇航材料工艺,1994 (6):44-47.
[31]郭桂芳,陈芙蓉,李林贺.7075铝合金电子束焊接温度场数值模拟[J].焊接,2006(3):28-30.
[32]Yanhong Tian,Chunqing Wang,Danyang Zhu,et al.Finite element modeling of electron beam welding of a large complex Al alloy structure by parallel computations[J].Journal of Materials Processing Technology,2008,199(1-3):41-48.
[33]张海泉,李刘和,张彦华,等.电子束焊接动态过程仿真分析[J].材料科学与工艺,2002,10(3):256-259.
[34]郭桂芳,陈芙蓉,李林贺.7075铝合金电子束焊接残余应力场数值分析[J].热加工工艺,2006,35(3):43-45.
Study on electron beam welding for aluminum alloy
WANG Jing
(Department of Engineering Mechanics and Automation,Chengdu Textile College,Chengdu 611731,China)
Aluminum alloy is applied widely in aeronantics and astronantics,traffic vehicle and mechanism industry,while the weldability of aluminum alloy restricts its application and development.Compared with other welding methods,electron beam welding possesses such advantages as high fusibility ability,good welding joint in quality,etc.Mechanism and characteristics of electron beam welding are explained.The progress in research on electron beam welding of aluminum alloy is discussed.Based on these general surveys,future research emphasis on electron beam welding of aluminum alloy is suggested.
electron beam welding;aluminum alloy;development direction
TG456
C
1001-2303(2011)08-0112-04
2011-01-13
王 静(1968—),女,讲师,主要从事机械设计与制造、材料加工工艺的教学与研究工作。
