浅谈无粘结预应力施工技术
2011-11-03叶瑞波
叶瑞波
(河南国基建设集团有限公司,河南 郑州 450047)
1 无粘结预应力筋
无粘结预应力筋由无粘结筋、涂料层和外包层三部分组成。
1.1 无粘结筋宜采用柔性较好的预应力筋制作,选用7Φs4或7Φs5钢绞线。
1.2 涂料层
无粘结筋的涂料层可采用防腐油脂或防腐沥青制作。涂料层的作用是使无粘结筋与混凝土隔离,减少张拉时的摩擦损失,防止无粘结筋腐蚀等。因此,要求涂料性能符合下列要求:①在-20~+70℃温度范围内,不流淌、不裂缝、不变脆并有一定韧性;②使用期内化学稳定性高;③润滑性能好,摩擦阻力小;④不透水、不吸湿;⑤防腐性能好。
1.3 外包层
无粘结筋的外包层可用高压聚乙烯塑料带或塑料管制作。外包层的作用是使无粘结筋在运输、储存、铺设和浇筑混凝土等过程中不会发生不可修复的破坏,因此要求外包层应符合下列要求:①在-20~+70℃温度范围内,低温不脆化,高温化学稳定性好;②必须具有足够的韧性,抗破损性强;③对周围材料无侵蚀作用;④防水性强。
制作单根无粘结筋时,宜优先选用防腐油脂做涂料层,其塑料外包层应用塑料注塑机注塑成型,防腐油脂应填充饱满,外包层应松紧适度。成束无粘结筋可用防腐沥青或防腐油脂作涂料层,当使用防腐沥青时,应用密缠塑料带作外包层,塑料带各圈之间的搭接宽度应不小于带宽的 1/2,缠绕层数不小于四层。要求防腐油脂涂料层无粘结筋的张拉摩擦系数不应大于0.12;防腐沥青涂料层无粘结筋的张拉摩擦系数不应大于0.25。
2 无粘结筋的制作
无粘结筋的制作一般采用挤压涂层工艺和涂包成型工艺两种。
2.1 挤压涂层工艺
挤压涂层工艺主要是无粘结筋通过涂油装置涂油,涂油无粘结筋通过塑料挤压机涂刷塑料薄膜,再经冷却筒槽成型塑料套管。这种挤压涂层工艺的特点是效率高、质量好、设备性能稳定,与电线、电缆包裹塑料套管的工艺相似。
2.2 涂包成型工艺
涂包成型工艺是无粘结筋经过涂料槽涂刷涂料后,再通过归束滚轮成束并进行补充涂刷,涂料厚度一般为2mm,涂好涂料的无粘结筋随即通过绕布转筒自动地交叉缠绕两层塑料布,当达到需要的长度后进行切割,成为一根完整的无粘结预应力筋。这种涂包成型工艺的特点是质量好,适应性较强。
3 无粘结预应力筋的锚具
3.1 单孔夹片锚具
单孔夹片锚具由锚环和夹片组成,单孔夹片锚具锚环采用 45号钢制作,调质热处理硬度HB285±15,夹片有三片与二片式,三片式夹片按1200分,二片式夹片的背面上部锯有一条弹性槽,可提高锚固能力,采用20Cr钢制作,表面热处理硬度HRC58-61。
3.2 XM型夹片式锚具
XM型夹片式锚具又称多孔夹片锚具,由锚板和夹片组成如图1所示。 锚板的锚孔沿圆周排列,其间距分别为:Φ 15钢绞线≥33 mm,Φ12钢绞线≥29 mm。XM型夹片式锚具的特点是每束钢绞线的根数不受限制,每根钢绞线是单独锚固的,任何一根钢绞线锚固失效都不会引起整束钢绞线的锚固失效。

图1 XM型夹片式锚具
3.3 挤压锚具
挤压锚具是利用液压挤压机将套筒挤紧在钢绞线端头上的锚具,用于内埋式固定端。挤压锚具组装时,液压挤压机的活塞杆推动套筒通过挤压模使套筒变细,硬钢丝衬圈碎断,咬入钢绞线表面夹紧钢绞线,形成挤压头。锚具构造见图2。

图2 挤压锚具及其成型
4 无粘结预应力施工
无粘结预应力在施工中,主要问题是无粘结预应力筋的铺设、张拉和端部锚头处理。无粘结筋在使用前应逐根检查外包层的完好程度,对有轻微破损者,可包塑料带补好;对破损严重者应予以报废。
4.1 无粘结预应力筋的铺设
在单向连续梁板中,无粘结筋的铺设比较简单,如同普通钢筋一样铺设在设计位置上。在双向连续平板中,无粘结筋一般为双向曲线配筋,两个方向的无粘结筋互相穿插,给施工操作带来困难,因此确定铺设顺序很重要。铺设双向配筋的无粘结筋时,应先铺设标高低的无粘结筋,再铺设标高较高的无粘结筋,并应尽量避免两个方向的无粘结筋相互穿插编结。
无粘结筋应严格按设计要求的曲线形状就位并固定牢靠。铺设无粘结筋时,无粘结筋的曲率可垫铁马凳控制。铁马凳高度应根据设计要求的无粘结筋曲率确定,铁马凳间隔不宜大于2m并应用铁丝将其与无粘结筋扎紧。也可以用铁丝将无粘结筋与非预应力钢筋绑扎牢固,以防止无粘结筋在浇筑混凝土过程中发生位移,绑扎点的间距为 0.7~1.0m。无粘结筋控制点的安 装偏差:矢高方向±5 mm,水平方向±30mm。
4.2 无粘结预应力筋的张拉
由于无粘结预应力筋一般为曲线配筋,故应两端同时张拉。
无粘结筋的张拉顺序应与其铺设顺序一致,先铺设的先张拉,后铺设的后张拉。成束无粘结筋正式张拉前,宜先用千斤顶往复抽动 1~2次以降低张拉摩擦损失。无粘结筋的张拉过程中,当有个别钢丝发生滑脱或断裂时,可相应降低张拉力,但滑脱或 断裂的数量不应超过结构同一截面无粘结预应力筋总量的 2%。
4.3 无粘结预应力筋的端部锚头处理
无粘结筋端部锚头的防腐处理应特别重视。采用 XM型夹片式锚具的钢绞线,张拉端头构造简单,无须另加设施,端头钢 绞线预留长度不小于150mm,多余部分切断并将钢绞线散开打弯,埋设在混凝土中以加强锚固,见图3。
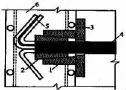
图3 钢绞线端部锚头处理
5 结语
总之,经济的发展和人民生活水平的提高使人们对建筑的功能要求也越来越高,无粘结预应力技术不仅施工工艺简单,还可以使结构以较小的高度实现大跨度的要求使其在高层建筑中可以节省大量的投资,这些优点使其在建筑工程中应用越来越广泛。
[1]吴文彬.利用无粘结预应力技术进行超长混凝土结构的裂缝控制 [D].东北林业大学,2002.
[2]李扬,侯建国.无粘结预应力混凝土梁裂缝控制设计方法研究[J].武汉大学学报(工学版),2009,(S1).
[3]陆洲.无粘结部分预应力混凝土梁配筋的研究[J].太原理工大学学报,2000,(06).
