ZL114A铝合金激光-电弧复合焊接头枝晶尺寸与熔宽的关系
2011-11-02陈国珠胡永刚肖建中
陈国珠,夏 风,胡永刚,肖建中
(华中科技大学 材料成形与模具技术国家重点实验室,武汉430074)
ZL114A铝合金激光-电弧复合焊接头枝晶尺寸与熔宽的关系
陈国珠,夏 风,胡永刚,肖建中
(华中科技大学 材料成形与模具技术国家重点实验室,武汉430074)
采用激光-电弧复合焊方法对厚度为8mm的ZL114A铝合金板进行焊接实验,焊后对接头显微组织尺寸与分布进行了分析。结果表明,在不同工艺参数得到的各焊接接头中,树枝晶尺寸与熔凝区宽度具有一定的相关性,熔凝区宽度一定枝晶尺寸一定,且树枝晶尺寸沿板厚方向从焊缝上部到根部逐渐变小,呈近似线性变化。
ZL114A;复合焊;显微组织;树枝晶;组织梯度
ZL114A铸造铝合金是成分、性能和ZL101A优质合金[1]相近似的 Al-Si-Mg系三元合金,由于比重较轻,其焊接件近年来广泛应用在航空航天、军事工业以及民用工业等领域[2-4]。W.Steen在20世纪70年代末提出了激光-电弧复合热源焊接(复合焊)[5],复合焊接工艺综合了激光焊与电弧焊的优点,能够更有效的焊接铝合金厚板[6,7]。随着焊接工程技术的进步和提高,铝合金厚板在国防应用中也越来越重要和普遍[8]。
目前,国内外研究者已对铝合金的各类焊接接头做了较多的研究,观察到焊缝显微组织主要为α-Al树枝晶以及(Al-Si)共晶,测试了显微硬度的分布以及接头力学性能等[9-12],徐韦锋等[13]发现在焊缝厚度方向组织分布的不均匀,导致接头在沿板厚方向上力学性能存在差异。从冶金学的角度来讲,显微组织的尺寸、分布及组成等方面决定了材料的力学性能,因此,焊缝中金属的凝固行为必然会对接头的力学性能产生影响。另外,随着焊接板的厚度增加,焊缝中将存在温度梯度,特别是当焊缝熔凝区形状变化时,焊缝中的显微组织将产生明显的不均匀性。随着焊接厚度的增加,组织分布更加不均匀,力学性能在沿板厚方向上差异会更大,因此,探索焊缝形状与其显微组织的分布规律,对进一步研究焊缝形状、显微组织与接头力学性能的关系具有重要的理论意义。
本工作以8mm厚的ZL114A铝合金板Laser-MIG复合焊接头为对象,对不同复合焊接工艺参数条件下焊接接头中显微组织进行研究与分析,对焊缝沿厚度方向上枝晶尺寸与熔宽的关系做了相关的探讨。
1 实验材料和方法
1.1 实验材料
母材为8mm厚的铸态ZL114A板,焊前经过丙酮去油污、化学清洗、烘干等处理,焊丝为直径1.2mm的4047焊丝。母材及焊丝的化学成分见表1。

表1 ZL114A铝合金及4047焊丝化学成分(质量分数/%)Table 1 Component of ZL114Aaluminum alloy and welding wire(mass fraction/%)
1.2 实验方法
实验采用IPG4000光纤激光器与TPS4000福尼斯焊机进行复合焊接实验,实验过程在不改变电弧电压的条件下,采用140A的聚焦电流,改变激光功率和焊接速度等参数,期望获得不同的焊缝形状,使其具有不同的熔凝区宽度,实验所采用的工艺参数见表2。采用OLYMPUS-MG3光学显微镜以及飞利浦FEI扫描电子显微镜分别对不同形状焊接接头的显微组织进行观察与分析。用Adobe Photoshop CS3软件测量接头截面焊缝区的宽度,并在每一焊缝宽度位置采集10个以上的视场,用DM-3000金相检验软件系统测量同一焊缝宽度视场内所有α-Al树枝晶主干的尺寸,将其平均值记为树枝晶的长度(Length of the dendrite)。
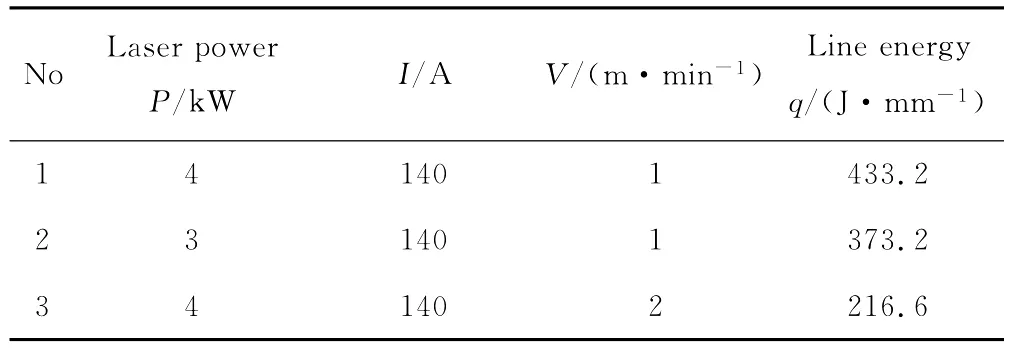
表2 Laser-MIG复合焊工艺参数Table 2 The weld parameters of Laser-MIG hybrid welding
2 实验结果与讨论
2.1 焊接接头典型显微组织
图1为复合焊典型的接头形貌,焊缝呈以中心线为对称的字母Y形,熔凝区上部较宽而下部逐渐变窄,到根部宽度变化不明显。实验结果表明,当焊接工艺参数选择合适、保护到位时,8mm厚的ZL114A铝合金板可一次焊透成形,而且焊缝饱满较美观,焊后板材几乎无变形。图2为接头横截面部分区域腐蚀后的金相照片,复合焊焊接接头可以大致分为三个区域:熔凝区(FZ)、热影响区(HAZ)和母材(base metal)。
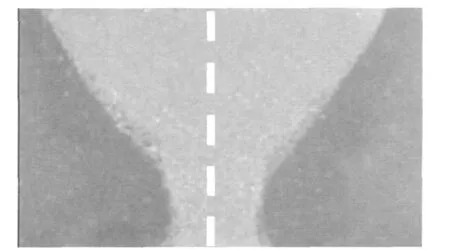
图1 典型接头形貌Fig.1 The typical shapes of weld seam by Laser-MIG hybrid welding
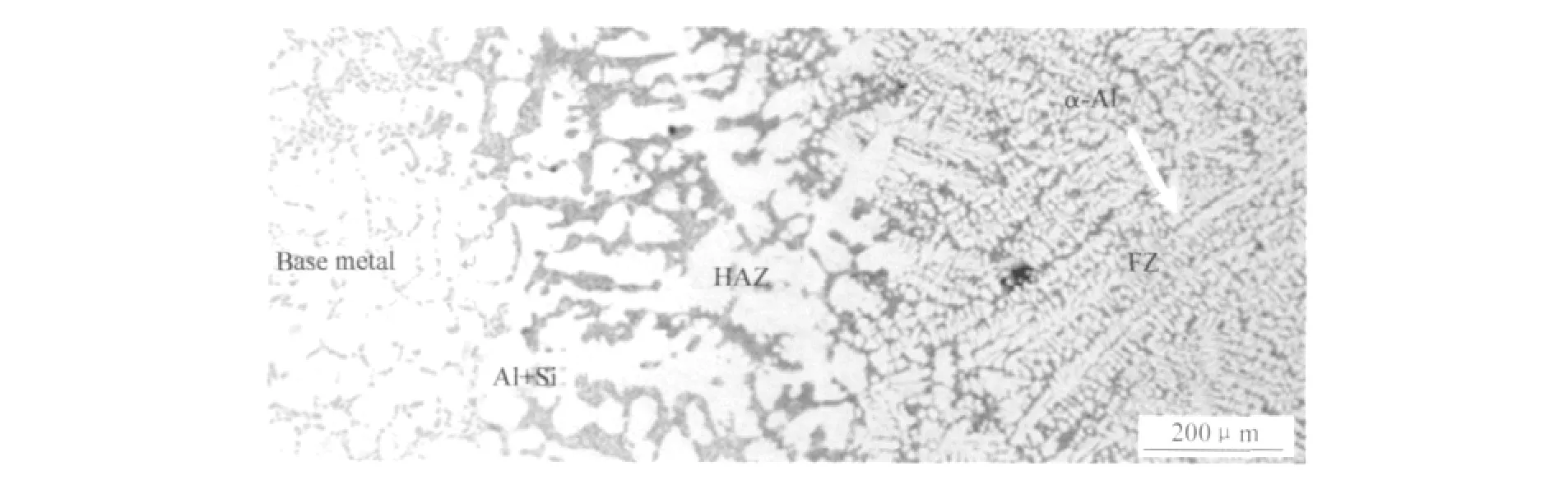
图2 复合焊接头典型显微组织Fig.2 Microstructure of the joint by Laser-MIG hybrid welding
从图2中可见,焊缝中主要是由白色的α-Al树枝晶以及分布在其间的黑色(Al-Si)共晶组成,熔合线附近的晶粒是从母材外延生长而来,α-Al树枝晶由母材到熔凝区依次变得细小;在Laser-MIG复合焊中,熔池中金属的冷却速率极快,属于典型的激冷结晶组织,故熔凝区的组织较细小。热影响区中的α-Al树枝晶较熔凝区要粗大得多;受熔池热的影响,共晶相先熔化,α-Al受热后部分熔化,液态金属在快速凝固时发生共晶反应,使得热影响区中共晶相的含量较母材与熔凝区要高。母材中平衡态的Si相[14]以分散的粒状或片状存在,如图3(a)所示,先结晶的α-Al与共晶相中的α-Al生长在一起,Si相分布于α-Al树枝晶之间,长度方向的尺寸从几微米到几十微米不等;热影响区中Si相部分熔化,在共晶成分点发生共晶反应,生成(Al+Si)共晶体,尺寸变小,未熔化的保持原有的形状。图3(b)为熔凝区中共晶相的SEM照片,α-Al容易腐蚀,故照片中为共晶中的Si相,其形态为树枝状,这是由于快速冷却使共晶组织以树枝状形式生长的结果,主干尺寸细化到几微米之间。
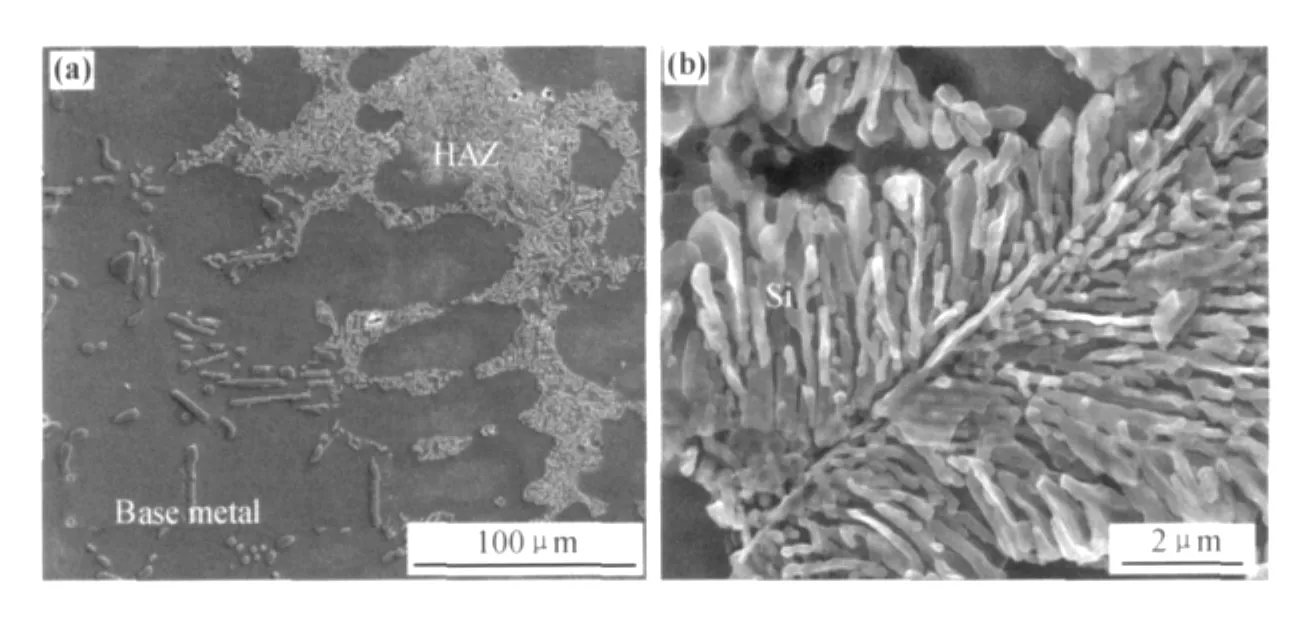
图3 复合焊焊接接头SEM形貌照片(a)母材与热影响区显微组织;(b)熔凝区内共晶Si相Fig.3 SEM photographs of joint by Laser-MIG hybrid welding(a)microstructure of base metal and HAZ;(b)silicon phase in eutectic located in fusion zone
2.2 树枝晶尺寸与熔宽的关系
图4分别为三种不同焊接工艺参数下,焊接接头上部、中部以及根部典型的显微组织及高倍率金相照片。可见,沿板厚方向上不同熔凝区宽度部位显微组织有两个特征:一是熔凝区的显微组织均为α-Al树枝晶以及分布在其间的(Al-Si)共晶,且α-Al树枝晶主干的尺寸从焊缝上部到根部逐渐变得短小;二是熔凝区内的α-Al树枝晶的取向从上部到根部逐渐变得不明显。因为随着熔凝区宽度从上部到根部变窄,冷却速度加快,α-Al树枝晶朝着散热最快的方向,在焊缝较宽的部位由于过冷度相对较小,其树枝晶得到充分生长,其长度几乎可达毫米级;而焊缝根部冷却速度较快,过冷度较大,凝固过程中树枝晶主干方向发生重熔,树枝晶变短,在液态熔池的搅动下,熔断的枝晶发生转动而取向偏转,形成有别于熔凝区上部的多向枝晶状态。
图5为不同工艺参数焊接条件下,用定量金相的方法测量出的焊缝熔凝区树枝晶尺寸与熔凝区宽度的关系曲线。可以看出,不同焊接工艺参数条件下得到的焊缝形状不同,即不同焊缝中相同部分熔凝区宽度不同;且同一焊缝中不同部位的熔凝区宽度也不同,但是在熔凝区宽度相同部位的树枝晶的尺寸却基本相同,这说明熔凝区宽度相同区域的冷却速度基本相同,使得该区域的凝固组织基本相同。由于焊缝熔凝区呈Y型,即熔凝区从上到下宽度逐渐变窄,因此熔凝区中的树枝晶尺寸由上至下逐渐变短,呈近似线性变化,显微组织梯度分布。
3 结论
(1)ZL114A合金Laser-MIG复合焊接熔凝区的显微组织均为α-Al树枝晶以及分布在其间的(Al-Si)共晶,且共晶的Si相也呈现树枝晶形态。
(2)在ZL114A合金Laser-MIG复合焊焊缝中,熔凝区α-Al树枝晶随着熔凝区宽度从上部到根部变窄,由于树枝晶主干重熔,其长度尺寸减小,取向各异;不同焊接接头中,在具有相同熔凝区宽度的区域,树枝晶尺寸与梯度基本相同,与焊接中采用的工艺参数无关。
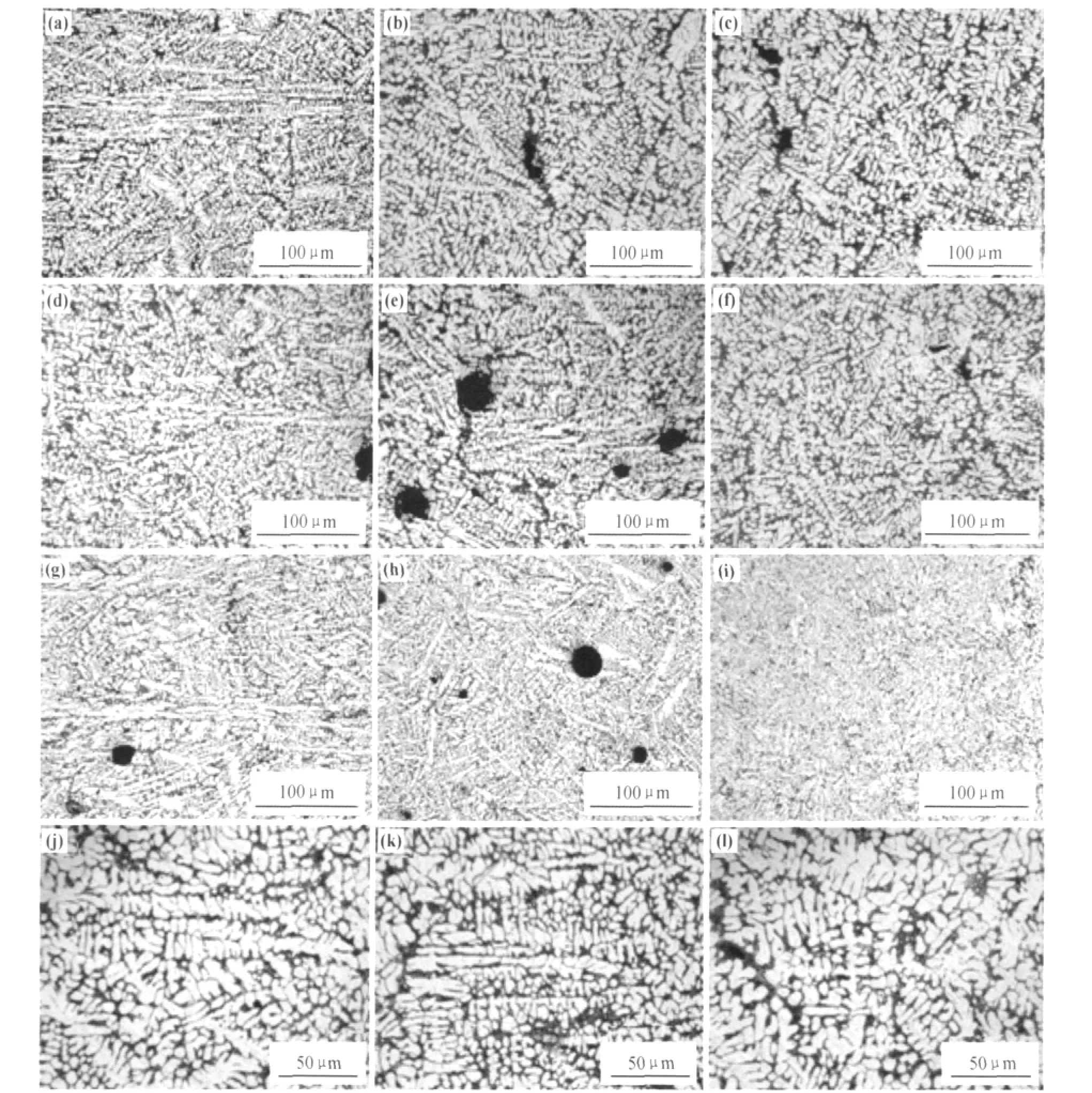
图4 不同工艺参数的焊接接头中不同部位的显微组织 (a),(b),(c)q=433.2J·mm-1;(d),(e),(f)q=373.2J·mm-1;(g),(h),(i)q=216.6J·mm-1;(j),(k),(l)为试样1熔凝区枝晶高倍照片 (其中图(a),(d),(g),(j)为不同工艺下,焊缝上部显微组织;图(b),(e),(h),(k)为不同工艺下,焊缝中部显微组织;图(c),(f),(i),(l)为不同工艺下,焊缝根部显微组织)Fig.4 Microstructure of different parts of the welding joints obtained by different process parameters(a),(b),(c)q=433.2J·mm-1;(d),(e),(f)q=373.2J·mm-1;(g),(h),(i)q=216.6J·mm-1;(j),(k),(l)high-power microstructure photograph of dendrite of sample 1((a),(d),(g),(j)top of fusion area;(b),(e),(h),(k)middle of fusion area;(c),(f),(i),(l)root of fusion area)

图5 树枝晶尺寸与熔宽的关系Fig.5 The relationship between the dendritic length and width of fusion zone
[1] 洪润洲,周永江,姚惟斌.时效工艺对ZL101A合金性能的影响[J].材料工程,2004,(10):39-41.
[2] 宋亮,范鹏,邹勇志,等.微合金化对Al-7Si%合金组织与时效行为的影响[J].铸造技术,2007,28(5):669-672.
[3] ZHANG D L,ZHEN L H,JOHN D H St.Effect of solution treatment temperature on tensile properties of Al-7Si-0.3Mg alloy[J].Material Science and Technology,1998,14:619-625.
[4] 陈忠伟,介万其.熔体过热对 Al-7%Si-0.50%Mg合金的显微组织和力学性能的影响[J].铸造,2001,50(12):724-727.
[5] STEEN W M.Arc augmented laser processing of materials[J].Journal of Applied Physics,1980,51(11):5636-5641.
[6] STEEN W M,EBOO M.Arc augmented laser welding[J].Metal Construction,1979,11(7):332-333.
[7] BAGGER C,OLSEN F O.Review of laser hybrid welding[J].Journal of Laser Applications,2005,17(1):2-14.
[8] 贺地求,邓航,周鹏展.2219厚板搅拌摩擦焊组织及性能分析[J].焊接学报,2007,28(9):13-16.
[9] 余阳春,王春明,邓玉平,等.YAG-MIG复合焊接ZL114A铝合金的接头组织与性能研究[J].激光技术,2008,32(6):601-604.
[10] 季亚娟,马翔生,栾国红,等.ZL114A铸铝搅拌摩擦焊接头性能[J].焊接,2005,(3):8-12.
[11] LIU H .Tensile properties and their heterogeneity in friction stir welded joints of a strain hardened aluminum alloy[J].Joining and Welding Research Institute,2002,31(2):193-199.
[12] 周鹏展,李东辉,贺地求,等.2219-T87厚板搅拌摩擦焊沿厚度方向的性能差异[J].焊接学报,2007,28(10):5-8.
[13] 徐韦锋,刘金合,染国红,等.厚板铝合金搅拌摩擦焊接头显微组织与力学性能[J].金属学报,2008,44(11):1044-1048.
[14] 张利民,杨志怀,张蓉,等.熔体超温处理对ZL114A凝固组织的影响[J].铸造,2009,58(4):338-340.
Relationship Between the Dendritic Length and Width of Fusion Zone in ZL114ACasting Alloy Welding Joints by Laser-MIG Hybrid Welding
CHEN Guo-zhu,XIA Feng,HU Yong-gang,XIAO Jian-zhong
(State Key Laboratory of Material Forming and Die & Mould Technology,Huazhong University of Science and Technology,Wuhan 430074,China)
ZL114Acasting alloy plate with 8mm thickness was welded by Laser-MIG hybrid welding,the size and distribution of welding joints microstructure were investigated.The results show that the dendritic length has certain correlation with the width of fusion zone in different welding joints,which obtained by different process parameters.The dentritic length can be determined when the width of fusion zone is fixed.What’s more,the dendritic length shows a nearly linear decrease from top to root along the thickness direction of the welding joints.
ZL114A;hybrid welding;microstructure;dendrite;microstructure gradient
TG146.2+1
A
1001-4381(2011)11-0053-05
国家重大基础研究项目(61362)
2010-07-15;
2011-01-10
陈国珠(1986-),女,硕士研究生,从事钛合金及铝合金等显微组织分析研究工作,联系地址:湖北武汉华中科技大学材料与工程学院材料成形与模具技术国家重点实验室(430074),E-mail:wdxzhu@126.com
肖建中,男,教授,博士生导师,联系地址:湖北武汉华中科技大学材料与工程学院材料成形与模具技术国家重点实验室(430074),E-mail:jzxiao@mail.hust.edu.cn