蓝莲微丸成型工艺研究
2011-11-01王江宁昌莉丽吴晓雯
王江宁 昌莉丽* 孙 帅 吴晓雯
(1 徐州市中心医院药剂科,江苏 徐州 221009;2 徐州生物工程职业技术学院动物工程系,江苏 徐州 221004)
蓝莲微丸成型工艺研究
王江宁1昌莉丽2* 孙 帅1吴晓雯1
(1 徐州市中心医院药剂科,江苏 徐州 221009;2 徐州生物工程职业技术学院动物工程系,江苏 徐州 221004)
目的建立蓝莲微丸的成型工艺。方法采用单因素实验和正交实验法选择蓝莲微丸的成型工艺。结果取处方量50g(板蓝根抗病毒物质基础组分结构物和穿心莲内酯共占40%,α-乳糖占10%,微晶纤维素占50%),加30%乙醇适量,将物料混匀捏合制备成软材,挤出转速30Hz,滚圆转速50Hz,滚圆时间5min。结论该方法准确、稳定,可作为蓝莲微丸的成型工艺。
蓝莲微丸;成型工艺;挤出滚圆
板蓝根为一味传统中药,是十字花科植物菘蓝Isatis indigotica Fort.的干燥根,味苦,性寒,有清热解毒,凉血利咽功能。穿心莲为爵床科植物Andrographis paniculata (Burm.f.)Nees的地上部分,是中药抗病毒的首选药物之一。根据多年的临床经验,选用板蓝根、穿心莲组方,从传统医学角度讲,穿心莲、板蓝根均能疏风透邪,清热解毒;从现代医学角度看,二者均有明显解毒、抗菌、抗病毒作用。
微丸剂[1]又称小丸剂,是指直径约为1mm,一般不超过2.5mm的小球状口服剂型。本文将采用挤出滚圆法研究板蓝根和穿心莲组方制成微丸剂型的工艺,以更好地发挥二者的抗病毒活性,体现中药用药的特色。
1 仪器与材料
1.1 仪器
DHG-9030鼓风干燥箱(上海精密仪器仪表有限公司);球形微丸造粒机(上海华东理工大学)。
1.2 材料
板蓝根抗病毒物质基础组分结构物(自制);穿心莲内酯(广汉市克伦植物化工有限公司,批号:CZ-090216,纯度≥99%);微晶纤维素(常熟药用辅料有限公司);微粉硅胶(广州人民化工厂生产);淀粉(广东西陇化工厂);α-乳糖(汕头市西陇化工厂有限公司);硫酸钙(中国医药(集团)上海化学试剂公司)。
2 方法与结果
2.1 制剂评价指标
以成球性为指标,测定微丸的圆整度、流动性和堆密度,筛选制剂的处方。
2.1.1 圆整度:测定微丸的平面临界角,即将一定量的微丸置一平板上,将平板一侧抬起,测量在微丸开始滚动前倾斜平面与水平面的夹角(Φ),该角越小,微丸的圆整度越好。
2.1.2 流动性:采用固定漏斗法测定休止角。休止角大小可反映微丸的流动性,同时又可间接反映其圆整度。休止角<30°,说明微丸流动性良好。
2.1.3 堆密度:称取一定量微丸(m),置于10mL的量筒中,从距桌面5cm处下落,连续操作3次,测定其体积(V),堆密度(D)按公式2.1计算求出。

2.2 制备工艺
按处方分别称取一定量的板蓝根结构物、穿心莲内酯和药用辅料,混匀,加润湿剂不断捏合,制成软材。经挤出筛板挤成直径相同的条状物;打开滚圆机,选择转速,将条状物料置高速旋转的滚圆机内,直至颗粒滚制成丸;取出微丸,于50℃干燥4~5h,筛分,进行工艺评价。
2.3 处方因素的研究
2.3.1 载药量的筛选
本试验分别取30%、35%、40%、45%和50%的载药量(以板蓝根结构物和穿心莲内酯按照药典用量混合均匀后的混合物计),以微晶纤维素为辅料,加入合适的润湿剂使软材性能达到最佳状态时制备微丸,以微丸圆整度(以平面临界角Φ表示)和成品收率为指标考察载药量对挤出滚圆制丸效果的影响。结果见表1。
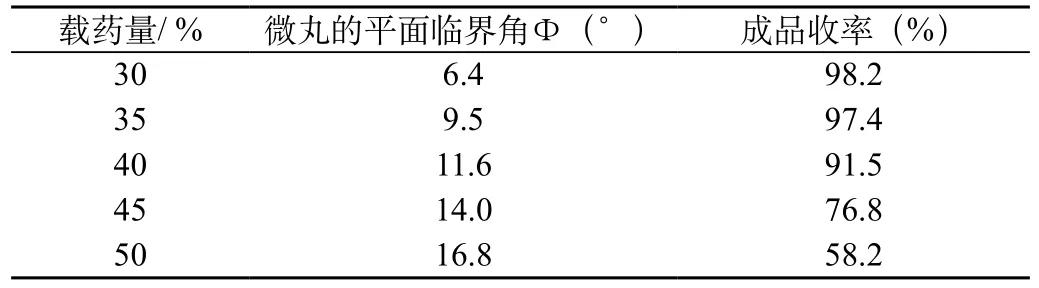
表1 载药量对微丸圆整度和收率的影响
由以上结果可知,随着载药量的增加,微丸的圆整度和收率都在不断下降。当载药量达到45%时,成品收率只有76%。载药量为40%时,成品收率高(>90%),但微丸圆整度不佳。依据加入一定量的次辅料或改变润湿剂可以在一定程度上调节软材的性能,进而改善微丸的圆整度。由此综合考虑微丸的圆整度、成品收率和药物的临床使用量,将载药量定为40%进行研究。
2.3.2 次辅料选择
次辅料对微丸圆整度有很大的影响。当载药量为40%时,以微晶纤维素为辅料,分别考察以淀粉、微粉硅胶、α-乳糖和硫酸钙为次辅料,用量为总量的10%。称取各物料总量50g,加适量润湿剂混匀捏合制备软材并经挤出滚圆工艺制备微丸,以微丸的圆整度(以平面临界角Φ表示)及微丸收率(f)加权综合评分(f-2Φ),筛选最佳次辅料,结果见表2。
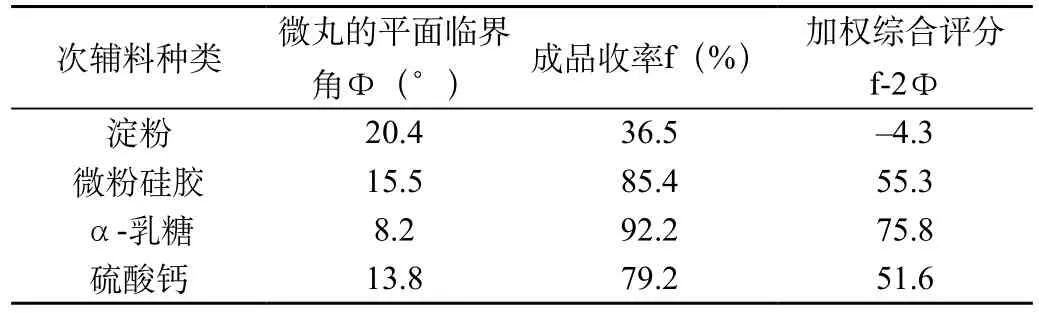
表2 次辅料对微丸圆整度和收率的影响
从表2可看出,次辅料的种类对微丸的圆整度和微丸收率有很大的影响,以α-乳糖为次辅料做出的微丸的圆整度、流动性较好,成品收率较高。
2.3.3 润湿剂的选择
本实验取处方载药量为40%,10%α-乳糖为次辅料,其余为微晶纤维素。分别考察加入水、30%乙醇、40%乙醇和50%乙醇为润湿剂,以微丸的圆整度(以平面临界角Φ表示)及微丸收率(f)加权综合评分(f-2Φ),筛选最佳润湿剂,结果见表3。

表3 润湿剂对微丸圆整度和收率的影响
不同的润湿剂对微丸的圆整度和成品收率影响显著,水作为润湿剂时,滚圆的时候容易粘壁;提高醇的浓度到50%时,微丸的质量下降,以30%的乙醇作为润湿剂最好,故最后确定加入30%的乙醇。
由此通过处方因素的考察,得出蓝莲微丸的最佳处方为:板蓝根抗病毒物质基础组分结构物和穿心莲内酯共占40%,α-乳糖占10%,微晶纤维素占50%,以30%乙醇为润湿剂。
2.4 正交试验法优化蓝莲微丸成型工艺
2.4.1 正交实验设计
由预试验可知,影响挤出滚圆制丸工艺的主要因素为:①挤出转速;②滚圆转速;③滚圆时间。本试验选挤出转速(A)、滚圆转速(B)、滚圆时间(C)三因素设立三水平,按L9(34)表设计正交试验,作工艺条件的优化筛选,正交设计表见4。
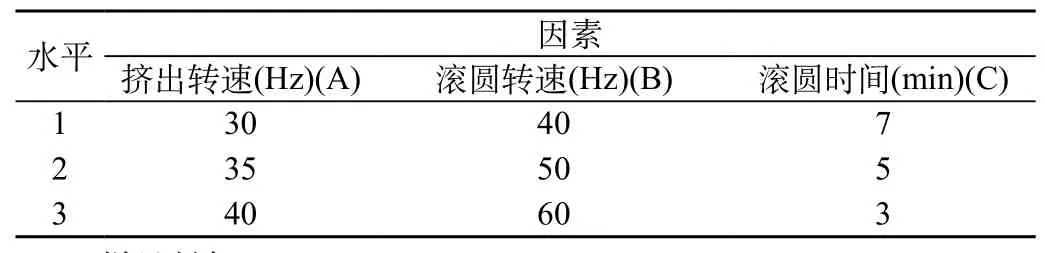
表4 正交试验因素水平表
2.4.2 样品制备
取处方量50g(板蓝根结构物和穿心莲内酯共占40%,α-乳糖占10%,微晶纤维素占50%),加30%乙醇适量,将物料混匀捏合制备成软材并经挤出滚圆工艺制备微丸。
2.4.3 正交试验结果及分析
将选定的因素水平按正交表进行实验,以微丸的圆整度(以平面临界角Φ表示)及成品微丸收率(f)加权综合评分(f-2Φ),各因素和水平见表4,正交实验结果见表5,方差分析表见6。

表5 正交实验结果
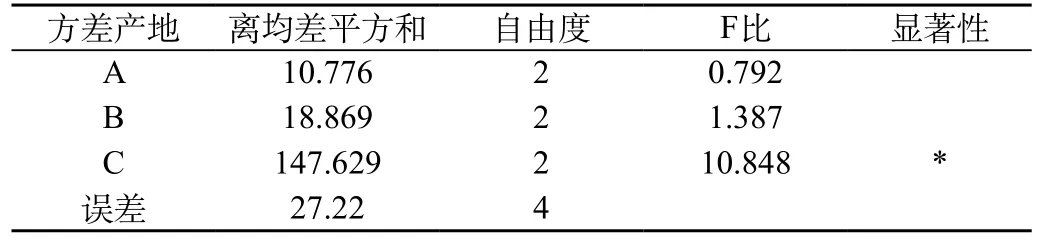
表6 方差分析
由正交实验表5结果可知,对成丸影响的顺序为滚圆时间>滚圆转速>挤出转速。从正交结果看,最优化条件为A3B2C1,即挤出转速为40Hz,滚圆转速为50Hz,滚圆时间为7min。但所选三种挤出转速对成丸影响差别不大,一般选择30Hz即可;滚圆转速对成丸的影响主要是速度不能太大,滚圆速度过大会使成品收率降低,可能是速度太大,部分微丸会被打碎而损失;滚圆时间7min与5min对成丸的综合分影响差别不大,而滚圆时间延长会导致微丸过硬,因此滚圆时间选择5min即可。
由此通过对正交试验的结果分析,蓝莲微丸制备的最佳工艺确定为:挤出转速30Hz,滚圆转速50Hz,滚圆时间5min。
3 讨 论
挤出滚圆法制造球形颗粒是目前国内外一种十分流行的造粒方法。具有很多优点[2],如生产能力大、设备磨损小、操作方便、成本低廉、造粒范围广、粒度分布窄、成品率高等。关于挤出滚圆法造粒机的基本原理,有两种假说:①挤压出来的条状物料被整齐地切断成圆柱形,其高度与圆柱直径大体相等或略长一些,在造粒过程中圆柱体的棱角被墩圆,再被墩成哑铃形,然后墩成椭球形,在滚制过程中被墩制成圆球[3];②经切断后的圆柱形物料被墩弯,在剪切力的作用下,中部受剪变细,然后破断,再被墩圆成球形[4]。
本文采用挤出滚圆法制备蓝莲微丸。首先在考察不同载药量的基础上,通过单因素实验考察了不同的次辅料和润湿剂对微丸的圆整度、成品收率的影响,确定最佳处方组成为:板蓝根抗病毒物质基础组分结构物和穿心莲内酯共占40%,α-乳糖占10%,微晶纤维素占50%,以30%乙醇为润湿剂。通过正交实验考察了挤出转速、滚圆转速和滚圆时间对微丸圆整度、成品得率的影响,最后确定最佳挤出工艺为:挤出转速30Hz,滚圆转速50Hz,滚圆时间5min。
[1] 钟玲,许小红,杨胜玉,等.中药微丸的药学研究进展[J].时珍国医国药,2011,19(2):369-372.
[2] 潘家祯,孙晓明,朱大滨,等.挤出滚圆法制备药用微丸:I.设备的工作原理及特点[J].中国医药工业杂志,1998,29(8):378-380.
[3] Becrt L,Remon JP.In fl uence of amount of granulation liquid on the drug release rate from pellets made by extrusion spheronization[J].Inter J Pharmaceutics,1993,95(1):135-141.
[4] Rowe R.Spheronization:a novel pill-making process[J].Inter J Pharmaceutics,1985,68(6):119-123.
R944.2+7
B
1671-8194(2011)35-0046-03
*通讯作者:E-mail: changlili2003@yahoo.com.cn
