焊缝位置对拼焊板拉伸行为影响的解析预测
2011-10-30陈水生林建平
陈水生,林建平
(1同济大学 机械工程学院,上海201804;2河南理工大学 材料科学与工程学院,河南 焦作454000)
焊缝位置对拼焊板拉伸行为影响的解析预测
陈水生1,2,林建平1
(1同济大学 机械工程学院,上海201804;2河南理工大学 材料科学与工程学院,河南 焦作454000)
分别定义综合伸长率和焊缝移动量来量化拼焊板单向拉伸行为。在不同焊缝初始位置条件下,分别建立了焊缝位置对综合伸长率和焊缝移动量影响的解析模型。为验证解析模型的正确性,采用有限元和实验法获得了焊缝位置对综合伸长率和焊缝移动的影响规律。结果表明,解析模型预测结果与实验、有限元结果相一致,综合伸长率和焊缝移动量都随着焊缝位置向拼焊板强侧移动而线性地增大,增大的速率取决于拼焊板的母材材料参数和厚度。解析模型揭示出综合伸长率和焊缝移动量影响因素及焊缝初始位置对拼焊板单向拉伸行为的影响规律。
TWBs;综合伸长率;焊缝移动量;焊缝位置;解析模型
拼焊板是在冲压成形前,通过焊接技术将几块不同材质、不同厚度、不同涂层的板料焊接而成的一块整体板,以满足零部件不同部位对材料不同性能的要求。拼焊板具有减重、降低成本及提高零件性能等优点,广泛运用于汽车车身制造领域。然而,拼焊板焊缝和母板差异的存在,使其拼焊板成形性能显著下降[1,2]。为了充分利用拼焊板的优点,设计者必须努力改善其成形性来满足拼焊板零件的制造要求。焊缝位置是影响拼焊板成形性能的主要因素之一,并得到了广泛研究[3-5]。Choi等[3]以深拉深变形为例,采用实验和有限元法分析了焊缝初始位置对拼焊板成形性和焊缝移动的影响。结果发现,随着焊缝远离中心线,焊缝移动量增大,表明在拼焊板设计中必须考虑焊缝位置的影响。Meinders等[4]分析了直线焊缝和曲线焊缝拼焊板的复杂零件中焊缝位置的影响,结果表明,在拼焊板成形过程中,焊缝位置对焊缝移动有很大的影响。并提出将焊缝布置在低应变区可明显降低焊缝移动量。Tang等[5]对拼焊板方盒件拉深变形进行研究,为了获得成形后的目标焊缝位置,采用一步有限元法预测拼焊板焊缝初始位置。
已有研究主要是采用数值或实验方法获得具体零件的焊缝初始位置与其成形性的关系,但未能反映影响这种关系的相关因素及它们的量化关系。
本研究以单向拉伸实验为例,定义拼焊板综合伸长率为成形性评价指标,用焊缝移动量来量化拼焊板变形不均匀程度。建立了焊缝初始位置与拼焊板综合伸长率、焊缝移动量之间的解析模型,并通过实验和有限元方法进行验证。解析模型可量化焊缝初始位置与综合伸长率及焊缝移动量之间的关系,同时也能反映相关因素的影响规律。
1 解析模型建立
1.1 综合伸长率解析模型
研究中拼焊板由两块材质相同,厚度不同的钢板通过激光焊接而成,焊缝方向垂直于主应变方向。此时,拉伸过程中缩颈发生在焊缝附近的弱侧母材上[6]。由于激光焊接所产生的焊缝和热影响区都比较窄,对横向焊缝拼焊板单向拉伸性能影响较小,在理论分析过程中可将焊缝忽略[7]。横向焊缝拼焊板单向拉伸变形模型可简化为图1。图1中,F是拉伸载荷,A,B分别为拼焊板的弱侧和强侧母材,lA0,lB0分别是A,B侧的初始长度,x表示焊缝与中心线之间的距离。
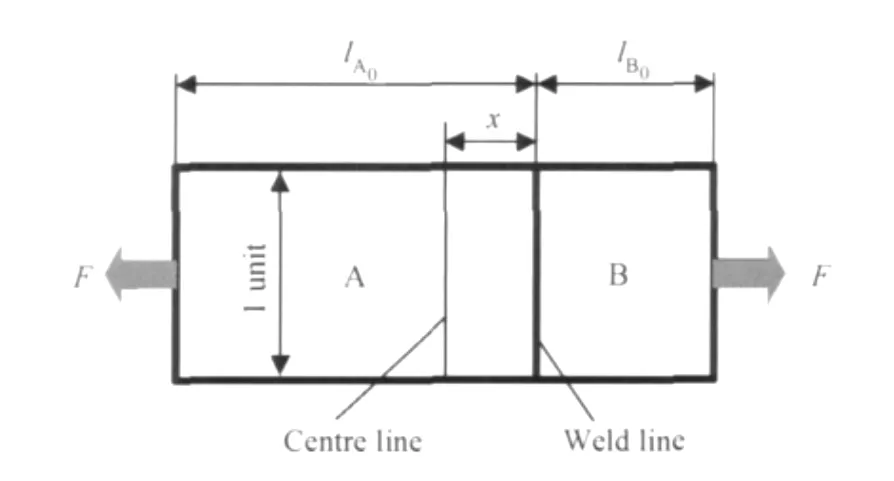
图1 横向焊缝拼焊板单向拉伸示意图Fig.1 The sketch of TWBs tensile specimens used in uniaxial tensile tests
在拼焊板拉伸过程中,假设拼焊板变形过程始终处于动态平衡状态。假设拼焊板母材服从Hollomon硬化准则,如式(1)。

式中:σ是等效应力;ε是等效应变;K是强度系数;n是应变硬化指数。
根据式(1),拼焊板 A,B侧的等效强度σA,σB可表示如下:

式中:σA,σB分别为 A,B侧的等效强度;εA,εB分别为A,B侧的等效应变;KA,KB分别为A,B侧的强度系数;nA,nB分别为A,B侧的应变硬化指数。
单向拉伸实验的拉伸载荷可按式(2)计算。

式中:tA0,tB0分别为拼焊板A,B侧的初始厚度。
在单向拉伸过程中,当弱侧(A侧)开始缩颈后,载荷将不随应变的增大而变化,即dF/dεA=0,结合式(2)得:

定义综合伸长率:

式中:δu为拼焊板综合伸长率;lA,lB分别是拼焊板变形后A,B侧的实际长度;L是拼焊板初始总长度。又A侧等效应变:

将式(3)代入式(2),式(2)可转化为:

式中:Ki(i=A,B)为强度系数;ti(i=A,B)为实际厚度;ni(i=A,B)为应变硬化指数;δu为综合伸长率;x为焊缝离中心线距离。
式(4)表明,综合伸长率与焊缝位置(离中心线距离)的关系受母材材料强度系数比(KA/KB)、初始厚度比(tA0/tB0)、母材材料的应变硬化指数(nA,nB)及总长度(L)等材料和几何参数影响。当母材材料和厚度及拼焊板总长度一定的情况下,可以获得综合伸长率与焊缝位置的关系。
1.2 焊缝移动量解析模型
假设相同母材、相同厚度的板料组成的拼焊板焊缝移动量为0,定义拼焊板焊缝移动量为实际焊缝移动量与同材、同厚拼焊板焊缝移动量之差,即

其中,S是焊缝移动量。
又因为A侧变形后实际长度:

式(3)代入式(2)并简化得:

结合式(5)~(7)可以获得拼焊板焊缝移动量与焊缝位置之间的关系。式(5)~(7)即为拼焊板焊缝移动量解析模型。从解析模型中可知,焊缝移动量与焊缝位置的关系受母材材料强度系数比(KA/KB)、初始厚度比(tA0/tB0)、初始长度比(lA0/lB0)、应变硬化指数(nA,nB)及拼焊板总长L等因素影响。
2 有限元分析及实验验证
2.1 有限元模型建立
单向拉伸实验是最常见的评价拼焊板成形性实验之一,文中采用的拉伸试样按照ASTM E8M标准进行建模[8]。焊缝垂直于主应变方向,即拉伸方向,用与中性线的距离(x)来表示焊缝位置,如图2所示。所有模拟均采用非线性商业有限元软件ABQUS/Standard隐式计算来完成。母板采用四节点减缩积分单元(S4R)建模。根据上述解析模型分析,焊缝建模方式对单拉试件模拟结果影响较小,为简化计算,焊缝建模采用刚性连接[9]。通过进行单元尺寸敏感性分析确定母板单元尺寸为1mm×1mm。拼焊板一端施加全约束,另一端施加除拉伸方向外的其他5个自由度约束,并在拉伸方向施加一定位移,拉伸速率为5mm/min[10],忽略焊缝区形状和力学性能的影响,将焊缝视为一条直线进行建模[11]。
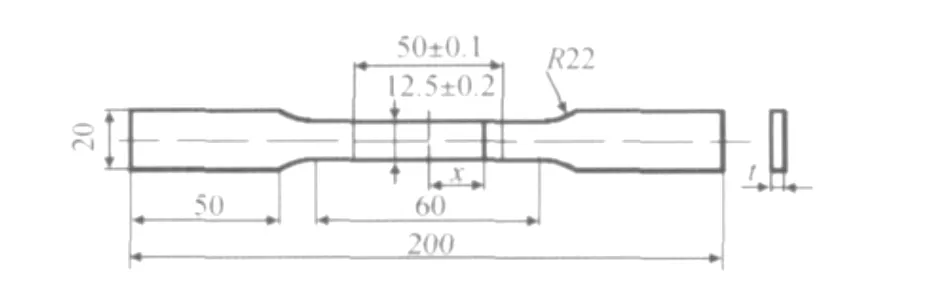
图2 拼焊板尺寸简图(单位:mm)Fig.2 The dimensional sketch of CAD model(unit:mm)
忽略焊缝的拼焊板单拉实验失效均发生在焊缝附近的弱侧母材,当拉伸至弱侧母材开始缩颈时其拉伸载荷F不再增大,则可用dF=0来判定失效发生。
2.2 拼焊板结构和材料性能
拼焊板单向拉伸试样几何尺寸如图2所示,母材厚度比为1.5mm∶1.2mm。焊缝位置从-30mm增加到30mm以每间隔10mm取值,其中负号表示焊缝处于拼焊板中心线偏A侧。
拼焊板母板材料选用上海大众汽车纵梁拼焊板母材ZSTE260Z,其材料性能通过母材材料单一板单向拉伸实验获得,如表1所示。假设母材材料服从Ludwick-Hollomon方程,且遵从 Hill’48各向异性屈服准则。在成形过程中,假设板料处于平面应力状态,采用平均厚向各向异性指数来描述板料的厚向异性,按式(8)计算。

式(8)中下标表示扎制方向。

表1 ZSTE260Z材料性能参数Table 1 The material properties of ZSTE260Z
表中:σy为屈服强度;E为杨氏模量;μ为泊松比;K为强度系数;n为应变硬化指数;R为各向异性指数。
2.3 实验验证
拼焊板拉伸试样按照图2进行加工。焊缝方向垂直于拉伸方向。实验中使用的拼焊板是母材为ZSTE260Z同材差厚激光拼焊板,母材厚度分别为1.2mm和1.5mm。对不同拼焊板焊缝初始位置(x=-30,-20,-10,0,10,20,30)的7种单向拉伸试样进行拉伸实验,所有试验都在INSTRON 5581静态拉伸试验机上完成,拉伸速度为5mm/min。采用引伸计来测量试样标距内的伸长率。实验装置,包括试样、试验机及引伸计如图3所示。

图3 拼焊板拉伸试验装置Fig.3 Assembly of TWBs tensile test
当拉伸载荷达到最大时拼焊板开始失效,失效后的试样如图4所示,失效位置发生在弱侧母材上。
3 结果与讨论
3.1 不同焊缝位置与综合伸长率关系
以综合伸长率为拼焊板单向拉伸性能的评价指标,焊缝与拼焊板几何中心线距离表示焊缝位置x,研究了拼焊板单向拉伸试件焊缝位置与其综合伸长率之间的关系,建立了综合伸长率的解析模型。解析模型属于超越方程,无法直接获得它们之间的显式关系,采用数值迭代求解,获得了不同焊缝位置与综合伸长率之间的解析关系,如图5所示。为了验证拼焊板综合伸长率解析模型的合理性,采用ABAQUS/Standard隐式算法对单向拉伸实验进行有限元分析。同时,根据解析模型条件,进行了不同焊缝位置的物理实验,获得的结果与解析结果一同表述在图5中以进行比较。

图4 不同焊缝位置的失效试样(单位:mm)Fig.4 Comparison of failed specimens with various initial weld locations(unit:mm)

图5 拼焊板焊缝位置与综合伸长率的关系Fig.5 The relationship between entire elongation and weld initial location
图5反映了拼焊板综合伸长率与焊缝位置之间的关系,解析结果与实验、有限元结果有较好的一致性,证明综合伸长率解析模型是有效的。结果显示,随着焊缝初始位置变化,拼焊板综合伸长率成线性变化。x为负值表示焊缝偏向弱侧(A侧),反之焊缝偏向强侧(B侧),如图2所示。x为负值时,弱板所占较小比例,并承担大部分变形,此时的拼焊板伸长率较小;反之,综合伸长率较大。在所取的两个极值(x=-30,30)上,三种分析结果偏差稍大,这主要是由于强侧的宽度方向应变小于弱侧,在焊缝处强侧和弱侧厚度方向应变相互制约,影响了实验和模拟的结果,导致与理论计算值有偏差,这一现象在强侧与弱侧长度不对称情况下表现尤为突出。
从式(4)可以看到,拼焊板单拉试件综合伸长率与焊缝位置的关系随着材料和厚度的不同而发生变化。同时,拼焊板长度L也是影响焊缝位置与综合伸长率关系的一个参数,它主要是影响焊缝位置(x)的大小,应以焊缝相对位置来解释。
3.2 焊缝位置与焊缝移动量关系
在实验和有限元分析中分别测出缩颈时拼焊板强弱侧变形后的长度,进一步计算出各自的变化量,按照式(5)中焊缝移动量的定义可获得焊缝位置与拼焊板焊缝移动量之间的关系,与解析结果一起表述在图6中。

图6 焊缝位移与焊缝移动量之间关系Fig.6 The relationship between weld line movement and weld initial location
从图6可知,三种分析结果呈现良好的一致性。焊缝移动量S与焊缝位置x呈线性关系,拼焊板焊缝移动量随着焊缝位置x的增大而增大。x越小表示薄侧所占总长度较小,其变形量较小阶段拼焊板就发生缩颈,此时厚板变形非常小,所以焊缝移动量较小。反之,薄板相对厚板变形大,焊缝移动量增大。焊缝移动量解析模型显示,S与x之间的关系除了受拼焊板母材的影响,还受焊缝相对位置x/L的影响。
4 结论
(1)建立了拼焊板综合伸长率、焊缝移动量的解析模型,可用来分析初始焊缝位置对拼焊板单向拉伸行为的影响。
(2)综合伸长率和焊缝移动量均随着焊缝靠近强侧而线性增大。这取决于弱侧初始长度占拼焊板总长的比例,比例越高,弱侧变形越大,综合伸长率和焊缝移动量越大。
(3)综合伸长率和焊缝移动量受材料匹配和初始焊缝位置的影响。通过对材料匹配和焊缝初始位置优化可提高拼焊板单向拉伸性能,并减小焊缝移动量。
[1] PADMANABHAN R,BAPTISTA A J,OLIVEIRA M C,et al.Effect of anisotropy on the deep-drawing of mild steel and dualphase steel tailor-welded blanks[J].Journal of Materials Processing Technology,2007,184(1-3):288-293.
[2] QIU X G,CHEN W L.The study on numerical simulation of the laser tailor welded blanks stamping[J].Journal of Materials Processing,2007,187-188(12):128-131.
[3] CHOI Y,HEO Y,KIM H Y,et al.Investigations of weld-line movements for the deep drawing process of tailor welded blanks[J].Journal of Materials Processing Technology,2000,108(1):1-7.
[4] MEINDERS T,VAN DEN BERG A,HUETINK J.Deep drawing simulations of tailored blanks and experimental verification[J].Journal of Materials Processing Technology,2000,103(1):65-73.
[5] TANG B T,ZHAO Z,WANG Y.One-step FEM-based evaluation of weld line movement and development of blank in sheet metal stamping with tailor-welded blanks[J].The International Journal of Advanced Manufacturing Technology,2007,35(3-4):268-279.
[6] CHENG C H,CHAN L C,CHOW C L.Weldment properties evaluation and formability study of tailor-welded blanks of different thickness combinations and welding orientations[J].Journal of Materials Science,2007,42(15):5982-5990.
[7] ZHAO K M,CHUN B K,LEE J K.Finite element analysis of tailor-welded blanks[J].Finite Elements in Analysis and Design,2001,37(2):117-130.
[8] ASTM E 646—93,Standard test method for tensile strain-hardening exponents(n-values)of metallic sheet metals[S].
[9] RAYMOND,S D,WILD P M,BAYLEY C J.On modeling of the weld line in finite element analyses of tailor-welded blank forming operations[J].Journal of Materials Processing Technology,2004,147(1):28-37.
[10] GARWARE M,KRIDLI G,MALLICK P.Tensile and fatigue behavior of friction-stir welded tailor-welded blank of aluminum alloy 5754[J].Journal of Materials Engineering and Performance,2010,19(8):1161-1171.
[11] JORGE R M N,ROQUEA A P,VALENTE R A F,et al.Study of hydro formed tailor-welded tubular parts with dissimilar thickness [J].Journal of Materials Processing Technology,2007,184(1-3):363-371.
An Analytical Model to Predict the Effect of Weld Location on Tensile Behaviors of Tailor Welded Blanks
CHEN Shui-sheng1,2,LIN Jian-ping1
(1College of Mechanical Engineering,Tongji University,Shanghai 201804,China;2School of Materials Science and Engineering,Henan Polytechnic University,Jiaozuo 454000,Henan,China)
Entire elongation and weld line movement were defined to evaluate tensile properties of tailor-welded blanks(TWBs)respectively.Under different initial weld locations,the analytical models were developed to evaluate the entire elongation and the weld line movement of TWBs.To validate the analytical models,finite element analysis(FEA)and experiments were performed to investigate the influences of initial weld locations on the entire elongation and the weld line movement.The results show that the analytical results have a good agreement with the experiment and the simulation results.The entire elongation and the weld line movement increase linearly with the weld line moving closer to the stronger side of TWBs,and the variation rate depends on the material parameters and thickness of base sheets.Based on the proposed analytical model,the major influencing factors of the entire elongation and the weld line movement as well as their effects on tensile properties of TWBs can be revealed.
TWBs;entire elongation;weld line movement;weld location;analytical model
TH140.8
A
1001-4381(2011)10-0033-05
高等学校博士学科点专项科研基金资助项目(20070247025)
2010-10-09;
2011-03-28
陈水生(1978—),男,在读博士生,研究方向为汽车轻量化设计,联系地址:上海市嘉定区曹安公路4800号同济大学机械工程学院A321室(201804),E-mail:css200878@163.com
林建平(1958—),男,教授,博导,联系地址:上海市嘉定区曹安公路4800号同济大学机械工程学院A321室(201804),E-mail:jplin@tongji.edu.cn
