铝锂合金YAG-MIG复合焊缝成形特征及性能研究
2011-10-30巩水利赵晓明何恩光
许 飞,陈 俐,巩水利,杨 璟,赵晓明,何恩光
(北京航空制造工程研究所 高能束流加工技术重点实验室,北京100024)
铝锂合金YAG-MIG复合焊缝成形特征及性能研究
许 飞,陈 俐,巩水利,杨 璟,赵晓明,何恩光
(北京航空制造工程研究所 高能束流加工技术重点实验室,北京100024)
对5A90铝锂合金薄板YAG-MIG复合焊缝成形特征及性能进行了研究。结果表明:YAG-MIG复合焊可以显著改善5A90铝锂合金激光焊缝下塌、咬边等现象,扩大激光焊的最大间隙容许裕度,使之可达1.0mm。复合焊接头的主要组织特征为细晶层和焊缝区大范围等轴晶,与激光焊接头类似。而不同之处表现为复合焊接头的显微组织相对粗化,柱状晶区范围相对减小。复合焊缝区硬度(83.57HV0.2)低于激光焊缝区硬度(95.65HV0.2),但前者硬度分布更加均匀。复合焊接头的抗拉强度和断后伸长率均低于激光焊接头,拉伸断裂往往发生在熔合区附近,呈现以脆性断裂为主的混合断裂。若使复合焊接头的综合力学性能达到使用要求,不仅需要焊后热处理强化,还需要与母材匹配性更好的焊丝。
铝锂合金;激光焊;复合焊;组织;拉伸性能
铝锂合金具有低密度、高比强度、高比刚度、优良的耐腐蚀性能和卓越的超塑成型性能,用其取代常规合金,可使构件质量减轻10%~15%,刚度提高15%~20%,因此成为当代航空航天结构的重要候选材料之一[1,2]。激光电弧复合焊(Hybrid Welding)属于一种全新高效热源的焊接方法,既可以充分发挥了两种热源各自的优势,又能够相互弥补了各自的不足,因此受到国内外的广泛关注[3-5]。目前,铝锂合金激光电弧复合焊接方面的研究相对较少。采用5×××系列铝合金通用焊丝,在对5A90铝锂合金YAG激光-MIG电弧复合焊接工艺研究的基础上,利用微观测试分析对5A90铝锂合金焊接接头的组织形态进行了分析,并测试了接头的显微硬度和拉伸性能,为飞机用铝锂合金大型壁板结构的焊接提供数据支持和实验基础。
1 实验
实验材料为3mm厚5A90铝锂合金轧制板材和直径1.2mm的ER5356焊丝。5A90铝锂合金是一种新型国产化合金材料,与前苏联的1420铝锂合金相近,具有中等强度、低密度、良好的焊接性能和抗腐蚀性能等特点。母材和焊丝的化学成分见表1。板材尺寸为200mm×100mm,焊前用化学清洗去除试板表面的油污和氧化膜。

表1 5A90铝锂合金及填充焊丝化学成分(质量分数/%)Table 1 Chemical compositions of 5A90Al-Li alloy and filler wire(mass fraction/%)
实验采用HL3006D大功率3kW YAG激光器为核心的激光-MIG电弧复合焊接系统,激光模式为多模。其机械系统部分采用六自由度机械手,送丝系统采用推-拉式TPS4000Alu-Edition铝焊专机装置。激光通过光纤传输并反射后聚焦于工件表面,焊接过程中工作台静止,由机械手带动激光头和MIG焊枪相对运动来实现激光复合焊接,如图1所示。焊接过程中激光头的中轴线与焊接平面法线成15°,且通入两路氩气对焊缝正反面成形进行全面保护。选取优化的焊接工艺参数如表2所示。

图1 YAG-MIG复合焊接示意图Fig.1 Sketch of the YAG-MIG hybrid welding

表2 5A90铝锂合金焊接工艺参数Table 2 Welding parameters for 5A90alloy
焊接实验采用平板对接焊方式,焊后从焊接试板上分别取样,处理后进行金相分析、显微硬度测试及常温拉伸实验等。
2 焊缝成形特征分析
由于铝合金特殊的物理性质和激光焊接的特点,同其他变形铝合金相似,铝锂合金激光焊焊缝成形较不平整,表面呈现不均匀的“鱼鳞纹”特征,焊缝熔宽均匀一致性较差,焊趾表现出不规则的波浪形,焊缝上表面轻微下塌,且与母材过渡处存在轻微的咬边,如图2(a)所示。

图2 激光焊(a)与复合焊(b)的焊缝形貌Fig.2 Weld appearance of LBW (a)and hybrid welding(b)
激光电弧复合焊由于引入电弧,热源作用面积显著增大,焊接过程中形成的熔池尺寸比激光焊要大很多,同时焊丝熔化熔入熔池,金属在凝固过程中充分回填和铺展,因此复合焊的焊缝形貌与激光焊明显不同。相对激光焊而言,激光电弧复合焊焊缝表面较为光滑平整,有浅显的因熔池流动而形成的纹路;焊缝熔宽较宽且均匀一致,表现为明显的MIG焊焊缝特征。从焊缝截面可以看出,焊缝表面与母材过渡均匀,激光电弧复合焊在增大焊缝熔宽的同时亦能够保证必要的熔深,显著改善下塌和咬边现象,如图2(b)所示。
激光焊接对接头间隙要求严格,最大间隙容许裕度不超过板厚的10%[6]。采用变间隙对接试验法对复合焊的最大间隙容许裕度进行了测试,结果如图3所示。可以发现,复合焊的最大间隙容许裕度可以高达1.0mm,是激光焊的3~5倍。因此,复合焊比激光焊具有更好的工程适应性。

图3 装配间隙对复合焊缝成形的影响Fig.3 Effect of assembled gap on weld appearance by hybrid welding
3 焊接接头的组织形态分析

图4 5A90铝锂合金激光焊接接头组织(a)宏观截面;(b)熔合区 A区;(c)熔合区B区;(d)焊缝C区;(e)焊缝 D区;(f)焊缝E区Fig.4 Structure of laser welding in 5A90alloy(a)cross-section of joint;(b)A zone near by fusion-line;(c)B zone near by fusion-line;(d)dendritic equiaxed grain of C zone;(e)mixed equiaxed grain of D zone;(f)cellular equiaxed grain of E zone
图4为3mm厚5A90铝锂合金激光焊接接头组织。可以发现,接头中、上部熔合区附近组织最为复杂,各区域组织形态差异显著。与常规铝合金焊接头组织不同,铝锂合金焊接头在HAZ与柱状晶区之间存在一条晶粒尺寸非常细小的细晶层;柱状晶区范围从顶部到底部逐渐缩小,至焊缝中部完全消失,见图4(b);焊缝区大部分以等轴晶形式存在,见图4(d),(e),(f),其接头组织分布示意如图5所示。至接头中部,熔合区附近细晶层与焊缝中心等轴晶区已无明显界线。与激光焊接头类似,5A90铝锂合金YAG-MIG复合焊接头的显微组织(见图6)也同样呈现上述特征。与激光焊接头相比,复合焊接头中细晶层的分布范围和晶粒尺寸更大;柱状晶区被压缩致使焊缝中等轴晶区范围获得显著扩展;等轴晶区的晶粒被明显粗化。这主要是由于激光焊接过程中熔入焊丝,弥补了熔池中易蒸发烧损的合金元素(如Mg等)[7],致使熔池中的成分过冷度增加,进一步促使熔池中晶体的异质形核。焊丝中Ti含量为母材的3倍,这也为熔池中晶体的异质形核提供了更为丰富的难熔质点。在优化工艺条件下,复合焊时能量输入比激光焊接时的能量输入高很多,熔池体积较大[5],致使液态熔池的冷却时间稍有延长和冷却速率略有降低[8],但这对接头各区域晶体尺寸及各区域分布范围的影响却远小于焊丝对熔池中成分过冷度的影响,这也是造成复合焊接头与激光焊接头组织形态差异的主要原因。
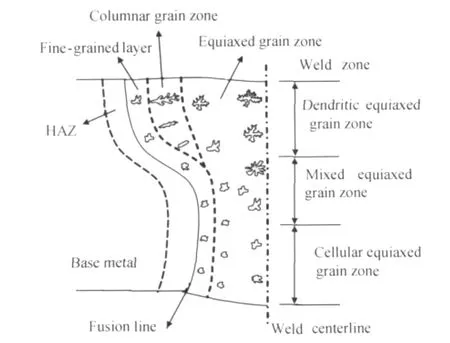
图5 焊缝中的组织分布示意图Fig.5 The sketch of microstructure distribution
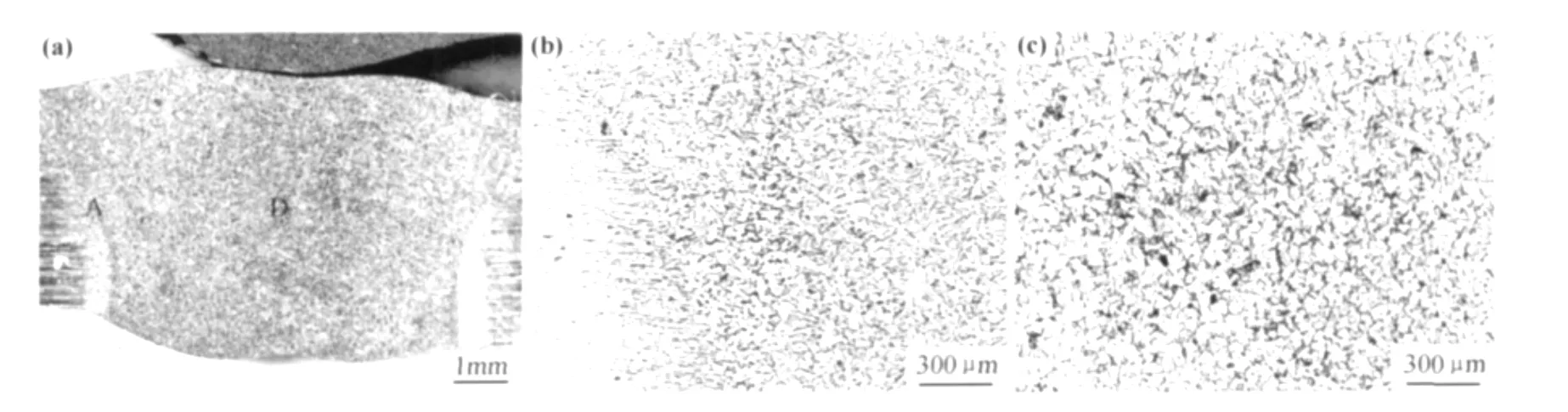
图6 铝锂合金YAG-MIG复合焊接头组织 (a)宏观截面;(b)熔合区A区;(c)焊缝D区Fig.6 Structure of 5A90Al-Li alloy by YAG-MIG hybrid welding(a)cross-section of joint;(b)A zone near by fusion-line;(c)mixed equiaxed grain of D zone
另外,无论激光焊或复合焊,其焊接接头的熔合区和细晶层与柱状晶交界区域虽然范围相对较窄,但由于在组织形态上存在较大的不均匀性[9,10],因此很可能成为焊接接头的薄弱环节。
4 焊接接头的显微硬度
图7为5A90铝锂合金焊接接头显微硬度分布,可以发现铝锂合金接头普遍存在焊缝区硬度较低的现象,越靠近焊缝中心硬度越低。复合焊焊缝区的显微硬度更低,平均显微硬度仅为83.57HV0.2,而激光焊焊缝的平均显微硬度为95.65HV0.2,MIG焊焊缝的平均显微硬度为77.38HV0.2,分别为母材硬度的67.52%,77.28%和62.55%。但是复合焊焊缝硬度分布比激光焊焊缝更加均匀,这也正好和前述复合焊焊缝区晶粒更加粗化相一致。而细晶层硬度与母材相当,这也正与细晶层的组织形态特征相符合。

图7 铝锂合金焊接头显微硬度分布 (a)复合焊;(b)激光焊;(c)MIG焊Fig.7 Distribution of microhardness of weld joint in 5A90 (a)hybrid welding;(b)LBW;(c)MIG welding
5 焊接接头的拉伸性能
铝锂合金薄板焊接接头和母材的拉伸性能如表3所示。复合焊和激光焊接接头的抗拉强度分别为母材的69.81%和79.22%,断后伸长率分别为母材的14.62%和20.38%。与激光焊接接头相比,复合焊接接头的抗拉强度和断后伸长率均有一定程度的降低,这与复合焊焊缝区组织更加粗化和焊缝区平均硬度较低相符。

表3 铝锂合金焊接接头和母材的拉伸试验结果Table 3 Tensile test average results of joints and base metal
另外,试验观察发现首先产生屈服的部位在熔合区,而且在屈服的部位产生最终断裂。这主要是因为“Y”型焊缝在静载荷的作用下,焊缝上部较宽造成该区硬度较小位置首先发生塑性变形,在变形过程中,应力得到释放并产生一定的应变强化。由此导致焊缝中心部位产生一定的应力集中,从而带动焊缝中下部分硬度较高区域也发生同样的塑性变形。这种在焊缝内部发生的塑性变形,由于其微观组织与显微硬度的差异很小,整个塑性变形的过程是一个相对稳定的过程,因此不容易产生缩颈。但是在熔合区附近,焊缝组织变化很大,且其硬度下降显著,该区塑性变形是不均匀的,在塑性变形不断增大的过程中,该区容易产生缩颈。所以,断裂往往在熔合区附近发生。
图8为复合焊接头断口形貌,是以脆性断裂为主的混合断裂,在高倍电镜下可以发现有少量韧窝。

图8 复合焊接头断口扫描形貌 (a)低倍;(b)高倍Fig.8 SEM fractography of hybrid welding joint(a)low magnification;(b)high magnification
为了提高铝锂合金焊接接头的力学性能,国内许多学者[11-13]利用热处理或时效的方法,已实现1420铝锂合金焊接头中更多强化相δ’或T稳定相的析出,从而获得综合力学性能良好的接头。同时,本实验采用铝镁系通用的ER5356焊丝,该焊丝虽然能够显著改善5A90铝锂合金复合焊焊缝成形,但由于不含Li元素,对于5A90铝锂合金并非完全匹配。因此,要想获得综合力学性能良好的5A90铝锂合金焊接接头,不仅需要靠热处理工艺或人工时效来促使更多强化相的析出,而且还需要开发出与5A90铝锂合金更加匹配的焊丝。
6 结论
(1)YAG-MIG复合焊可以显著改善5A90铝锂合金焊缝成形,其最大间隙容许裕度可以高达1.0mm,是激光焊的3~5倍。
(2)5A90铝锂合金YAG-MIG复合焊接头组织从熔合区至焊缝中心依次是细晶层、柱状晶和等轴晶。与激光焊接头相比,复合焊接接头的显微组织相对粗化和柱状晶区范围相对减小。
(3)5A90铝锂合金YAG-MIG复合焊焊缝区显微硬度比激光焊焊缝区显微硬度低,但比MIG焊焊缝区显微硬度高。相比而言,复合焊焊缝区硬度比激光焊焊缝硬度分布更加均匀。
(4)复合焊接接头的拉伸断裂往往在熔合区附近发生,呈现以脆性断裂为主的混合断裂。
[1] 杨守杰,陆政,苏彬,等.铝锂合金研究进展[J].材料工程,2001,(5):44-47.
[2] 邱惠中.铝锂合金的发展概况及其应用[J].宇航材料工艺,1993,(4):38-45.
[3] BAGGER C,OLSEN F O.Review of laser hybrid welding[J].Journal of Laser Application,2005,1(17):2-14.
[4] GRAF T,STAUFER H.Laser-hybrid welding drives VW improvements[J].Welding Journal,2003,82(1):42-48.
[5] 杨璟,李晓延,巩水利,等.铝锂合金YAG-MIG复合焊焊缝成形特征[J].焊接学报,2010,31(2):83-86.
[6] SUN Z,KUO M.Bridging the joint gap wire feed laser welding[J].Journal of Materials Processing Technology,1999,87(3):213-222.
[7] 汪兴均,黄文荣,魏齐龙,等.电子束焊接5A06铝合金接头Mg元素蒸发烧损行为分析[J].焊接学报,2006,27(11):61-64.
[8] 武传松.焊接热过程与熔池形态[M].北京:机械工业出版社,2008.
[9] 陈 俐.航空钛合金激光全熔透稳定性及焊接物理冶金研究[D].武汉:华中科技大学,2005.
[10] 左铁钏,肖荣诗,陈 铠,等.高强铝合金的激光加工[M].北京:国防工业出版社,2002.
[11] 张蕾,祝铭亮,黄正.几种时效工艺下1420铝锂合金性能研究[J].材料科学与工艺,2005,13(1):86-89.
[12] 刘北兴,覃耀春,李仁顺.分级时效工艺对1420Al-Li合金组织与性能的影响[J].宇航材料工艺,2001,31(3):49-51.
[13] 魏齐龙,陈铮,刘兵,等.电场时效对铝锂合金性能和断裂特征的影响[J].稀有金属,2002,26(3):161-164.
Weld Appearance and Mechanical Properties of Aluminum-lithium Alloy by YAG-MIG Hybrid Welding
XU Fei,CHEN Li,GONG Shui-li,YANG Jing,ZHAO Xiao-ming,HE En-guang(Science and Technology on Power Beam Processes Laboratory,Beijing Aeronautical Manufacturing Technology Research Institute,Beijing 100024,China)
The weld appearance and mechanical properties of 5A90Al-Li alloy sheet by YAG-MIG hybrid welding are studied.The results show that the weld appearance(collapse,undercut,and so on)of 5A90alloy by laser beam welding(LBW)is improved by YAG-MIG hybrid welding significantly.And the maximal tolerant gap of the hybrid welding could reach to about 1.0mm.The major microstructure characteristics of joint by hybrid welding are fine-grained layer and the equaixed grain in most of welded seam,which are similar to the joint by LBW.Compared with the latter,the microstructure of the former tends to coarse,and the range of the columnar crystals zone is prone to decrease.The microhardness of welded seam by hybrid welding (83.57HV0.2)is lower than that by LBW (95.65HV0.2),but the uniformity of the former is better than that of the latter.The ultimate strength and the elongations after fracture of the joint by hybrid welding are lower than that by LBW.The fracture of the tensile samples always occur near the fusion zone,and the tensile fracture presents mixed rupture of brittle and ductile,which is mainly composed of the former.Therefore,if the combined mechanical properties of joint by hybrid welding meet the operation requirements,it should be improved by heat treatment after welding,and it also should develop a better filler wire matched with the base metal.
Al-Li alloy;LBW;hybrid welding;microstructure;tensile property
TG456.7
A
1001-4381(2011)10-0028-05
2010-12-01;
2011-05-30
许飞(1982-),男,硕士,工程师,主要从事铝合金激光焊接工艺方面研究工作,联系地址:北京朝阳区八里桥北东军庄1号北京航空制造工程研究所104室(100024),E-mail:xufei_0623@163.com