中厚板探伤不合影响因素及工艺改进
2011-10-26李常学
李常学
济南钢铁股份有限公司炼钢厂,山东 济南250101
中厚板探伤不合影响因素及工艺改进
李常学
济南钢铁股份有限公司炼钢厂,山东 济南250101
针对目前探伤钢板合格率较低问题,分析生产中影响探伤主要因素为钢水纯净度、铸坯内部质量、下线堆垛换冷时间、合理的加热保温时间、热处理方法等,并对各工艺过程作出相应的改进。
探伤;缓冷;热处理;偏析
detection;Slow cold;Heat treatme;ntsegregation
前言
济钢中厚板产线生产的要求探伤钢板,因探伤不合改判率较高。生产的探伤板主要钢种有20R、16MnR、15MnNbR、16MnDR、Q345R、Q235R等锅炉压力容器用钢板及Q345BH(Z15/25)、Q345C(-Z15/25)、Q345D、Q345E等高强度结构用钢板等。保探伤的最大厚度为80mm。超声波探伤工艺为人工探伤。超声波探伤仪显示探伤缺陷位置几乎全部出现在厚度方向的中心,探伤不合部位主要集中在钢板的头部和边部。
1、济钢中厚板生产线工艺流程
济钢中厚板生产线工艺流程:铁水预处理→120t转炉→炉外精炼(LF/LF→VD)→2100mm×270mm板坯连铸机→下线缓冷/红送→轧钢加热炉→轧机。
2、生产工艺对探伤不合的影响
2.1 精炼工艺对探伤合格率的影响
对09年1-4月份探伤不合板进行统计显示,16MnR综合探伤合格率为71.87%,而成分非常相近16MnDR、A516GR70等钢种的探伤综合合格率分别达到92.6%和93.7%。分析这三个钢种的生产工艺,16MnDR、A516GR70均经过LF→VD精炼,而16MnR只经过LF精练处理。
分析认为,钢液经过VD真空处理后,一方面钢中的N、H、O等气体元素减少,另一方面钢中夹杂物有充分聚集、长大、上浮的机会,使非金属夹杂物的数量明显减少、尺寸变小,提高了钢液的纯净度。表现为探伤合格率明显提高。
2.2 连铸坯下线堆垛缓冷与探伤合格率的关系
针对热送探伤不合格率较高的38mm-50mm的部分钢板,进行了冷热送对比统计。实施连铸坯堆垛缓冷工艺后,统计162批中,合格142批,合格率87.7%,比热送坯轧制的探伤板合格率高13.2个百分点。
分析原因,一方面由于缓冷的作用使在冷却过程中析出的过饱和氢有充分的时间能够排除,另一方面由于缓冷相变及重复加热的过程中都促进了C、Mn等元素的扩散,减轻了中心偏析[2]。这两个方面都对改善中心缺陷提高探伤合格率具有促进作用。
2.3 轧钢加热炉加热保温时间与探伤合格率的关系
保证充足的加热时间有利于组织的均匀和促进偏析元素的扩散,同时保证铸坯的内在温度与表面温度一致,在轧制受力情况下,尽可能保证铸坯的内外变形一致,避免由于加热时间不足,铸坯内外温度差异较大,轧制变形不一致,铸坯内部产生位错微裂纹,导致探伤不合。
因此一般270mm 厚坯冷铸坯加热时间至少4小时,连铸坯出炉温度目标确定为1140℃~1180℃,才能确保加热均匀,以促进偏析元素的扩散,减轻偏析。
2.4 轧机压下量与探伤的关系
从规格对探伤合格率的影响看,压缩比对探伤的影响是非常明显的。在270mm板坯厚度一定的条件下,厚板特别是特厚板的压缩比最小为3左右(80mm特厚板),造成压缩比不足,资料表明一般低合金钢保探伤,压缩比在6左右,即270mm铸坯一般轧机适合轧制规格为50mm左右的钢板。轧机能力大,一次压下量大也可以轧制更厚规格的钢板。
研究表明:轧机压下量对于探伤钢板的影响主要体现在:单道次轧制压下量大,保证变形渗透,可以明显减轻原始组织中偏析、疏松、裂纹的影响。相反轧制力、压缩比不足反而会加大疏松、偏析微裂纹以及中间裂纹的产生或扩展。导致探伤不合;另一方面,轧制力不足还会容易导致铸坯的内外变形不一致,在钢板内部产生位错,位错的加大,容易产生内部微裂纹导致探伤不合[1]。
2.5 热处理对钢板探伤不合的影响
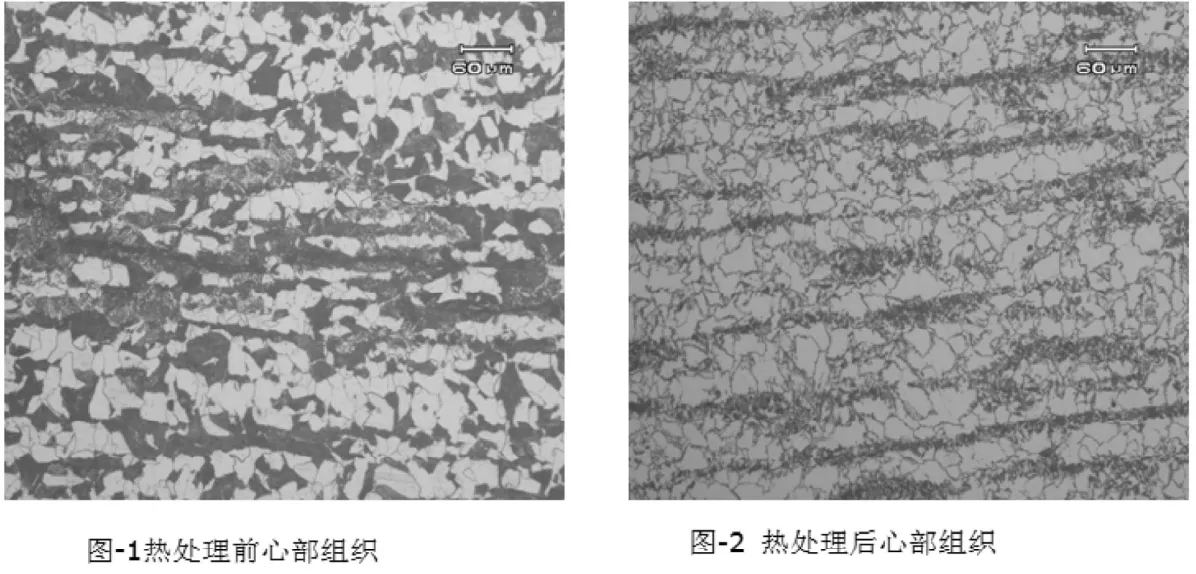
为分析热处理对探伤合格率的影响,试验对探伤不合的钢板板模拟现场工艺在900℃进行正火处理,取样后与热处理前钢板组织进行对比分析。钢板热处理前在整块板上呈现整个板面大面积的探伤不合;热处理后钢板上大部分区域缺陷已经不明显,只是部分区域出现微小伤波,但区域较小,符合国家三级探伤标准。
将探伤不合板分别在热处理前后取金相试样磨抛后用4%硝酸乙醇溶液侵蚀,金相组织变化见图-1,图-2。热处理前心部位组织为珠光体+贝氏体+铁素体,热处理后中心部位组织为珠光体+铁素体,带状组织由热处理前连续状转变为热处理后断续状,明显偏析带及贝氏体组织消失,从而减轻了由于严重偏析带引起的探伤不合。
热处理可以消除应力,减少偏析,均匀组织。正火是将钢加热到Ac3点以上温度的奥氏体区域,保持一定时间后在空气中进行冷却,以获得接近平衡状态的组织。钢加热到Ac3点温度后铁素体、珠光体完成了向奥氏体的转变,随着加热温度的提高或保温时间的延长,碳原子及合金元素的扩散越充分,奥氏体就越均匀,原始的缺陷如偏析就减轻。热处理前后的金相组织也说明了这一点。
3、连铸坯内部组织对探伤的影响
3.1 中心偏析
数据显示,探伤不合钢板中心存在严重的碳偏析、硫锰偏析。板坯中心部位组织为珠光体+贝氏体+铁素体,由于碳在板坯心部的偏析,使钢板中出现贝氏体组织,在热应力和贝氏体组织应力的作用下使钢板产生裂纹,而导致了探伤不合。
硫锰偏析使得板坯中心部位存在大量MnS塑性夹杂,虽然MnS本身并不会引起探伤不合,但在轧制过程中,MnS塑性夹杂易变形,与钢基体界面引起裂纹。裂纹的产生与长大导致了钢板探伤不合。
因此,保证铸机设备状况良好,控制中心偏析,是保证探伤合格的有效手段。目前,济钢对探伤连铸坯质量控制中心偏析≤C类2.0级。
3.2 中心疏松和中间裂纹
分析轧制规格 >40mm的Q345B系列铸坯中心疏松和钢板探伤合格率的关系:当
铸坯中心疏松1.0级时,钢板的探伤合格率不足40%,当铸坯中心疏松0.5级和0级时,铸坯中心疏松和探伤合格率没有明显的对应关系。因此对于轧制厚规格钢板,控制铸坯中心疏松≤0.5级。
分析轧制规格 >40mm的Q345B系列铸坯中间裂纹和钢板探伤合格率的关系:当铸坯中间裂纹1.0级时,钢板的探伤合格率不足40%,当铸坯中间裂纹0.5级和0级时,铸坯中间裂纹和探伤合格率没有明显的对应关系。因此对于轧制厚规格钢板,控制铸坯中间裂纹≤0.5级。
4、结论
(1)在工艺上,采用VD真空精炼处理提高钢水纯净度,提高压缩比,下线堆垛缓冷,轧钢加热炉合理的加热保温时间,适当提高单道次压下量,合理的热处理工艺等,对提高探伤合格率效果显著。
(2)改善铸坯内部质量,控制中心偏析≤C类2.0级,中心疏松≤0.5级没有中间裂纹或中间裂纹≤0.5级没有中心疏松。
[1]HE Yuming, ZHU Bin, SONG Xiaoju, et al.
Investigation on Disqualification of Steel Plate. IRON AND STEEL, 2004,39(5): 20~22
[2]孙齐松,王新华,江东才,等.中厚板超声波探伤不合缺陷分析及原因探讨
Plate detection not affecting factors and process improvements
Li Changxue
Jinan iron and steel Co. Steelmaking Shandong Jinan 250101
According to the present rate lower flaw steel production problem, analyze the factors affecting detection for steel billet is dramatically, the internal quality, referral stacking change cold time, reasonable heat insulation time, heat treatment method, etc. And various process to make corresponding improvement.
10.3969/j.issn.1001-8972.2011.12.067
李常学(1979-),男(汉族),内蒙古赤峰人。2004年毕业于东北大学冶金工程专业。现为济钢炼钢厂120区域连铸车间助理工程师,从事连铸工艺技术工作。
