人造花岗岩材料的制备工艺及其性能分析*
2011-10-20乔雪涛赵惠英赵则祥
乔雪涛 赵惠英 赵则祥 吴 隆
(中原工学院,湖南郑州 450007)
床身是影响机床精度及其尺寸稳定性、动静态稳 定性和热稳定性等方面性能的极其重要的基础件之一,起着支承工件和联接工作台等关键零部件的作用,其性能的好坏直接影响到机床的加工精度和工件表面粗糙度,关系到机床的安全可靠性及使用寿命。国外对人造花岗岩床身制造技术的研究已有40多年的历史,已有成熟产品。我国个别厂家虽然能够生产,但是技术急需进一步提高,特别是材料制备工艺及性能上与国外差距较大[1-6]。因此,本文在国内外相关技术和前期研究的基础上,对自行研制的人造花岗岩床身材料的配方、制备工艺及性能方面进行了相关研究。
1 人造花岗岩材料配方的研究
1.1 人造花岗岩材料组成
人造花岗岩是以环氧树脂、固化剂、稀释剂等作为粘结剂,将不同粒度的天然花岗岩或河砂等骨料及填料充分混合、成型、固化而成的一种新型复合材料。经过对人造花岗岩材料的各组成部分及其比例进行了大量实验,得出如下材料组成情况:
(1)骨料 是人造花岗岩材料的主要组成部分之一,其粒度选择比例将对人造花岗岩性能有直接影响。我们将骨料粒径分为8级,粒径在2.5 mm以上的称为粗骨料,粒径在2.5 mm以下的称为细骨料。在细骨料中分为0~0.1 mm、0.1~0.2 mm、0.2~0.5 mm、0.5~1.25 mm、1.25~2.5 mm五个等级,其作用是填充粗骨料框架缝隙以保证人造花岗岩的密实度;粗骨料中分为2.5~5 mm、5~10 mm、10~15 mm 三个等级,其作用为与粘结剂结合形成混凝土框架。利用泰波理论得出了粗细骨料的合适比例为1∶1。
(2)填料 人造花岗岩材料除上述骨料外,还需加入适量的填料,以改善人造花岗岩工作性能、热膨胀系数及收缩率,增加其机械强度和尺寸稳定性,以消除固化过程中的成型应力、孔穴和裂纹。常用的填料有石英粉、碳酸钙粉、云母粉和滑石粉等。
(3)粘结剂 粘结材料主要考虑技术性、经济性、对人体和环境无害性等,并具有最佳处理时间、聚合物粘度要低、良好的硬化、固化变形小及价格低等特性。参考已有技术,并经过大量对比试验,最后选用E-44环氧树脂、聚酰胺树脂作为其固化剂。为了保证固化体系具有合适的性能,在实际操作中,添加的固化剂用量可根据计算值作适当调整。
(4)稀释剂 作用是降低树脂的粘度,使搅拌过程中有较好的渗透力,以达到固化时不产生气泡的作用,如甲苯是常用的稀释剂之一。在实际应用过程中,稀释剂的添加比例根据室温、振动参数、零件尺寸可做一定调整,一般比例为10%左右。
1.2 人造花岗岩材料配方
各组分在人造花岗岩中所占不同比例将直接影响材料的整体性能。在试验中发现材料中粘结剂、骨料和填料三者充分接触且形成一种能量最小的结合面是保证人造花岗岩材料性能的前提。本文利用泰波理论对环氧树脂混凝土材料组分进行了分析,即最大密度曲线n幂公式[7]:
式中:P为人造花岗岩各级粒径的通过率,%;d为人造花岗岩各级粒径,mm;D为人造花岗岩的最大粒径,mm;n为实验指数。
实验指数n的合适范围为0.3~0.7。当n=0.5时,人造花岗岩具有最大的密实度,计算得到的级配为理论配比。
在上述理论分析和试验的基础上,我们取人造花岗岩中粘结剂、骨料、填料3者比例为1.2∶8∶0.8,其中粘结剂中粘结剂、固化剂和稀释剂的比例大致按100∶70∶10。
2 人造花岗岩试件制备工艺试验及分析
2.1 制备工艺试验
在人造花岗岩试件制备过程中,我们结合现有国内外资料对同一种材料配方分别采用以下不同的工艺方法,以获得性能稳定、可靠的试件。
(1)手工搅拌振实:按预定配方分别称重、采用手工搅拌方式,调整振动台参数进行振动,使其结构密实。试件如图1所示。
(2)自动搅拌振实:按预定配方分别称重、采用搅拌机自动搅拌均匀,调整振动台参数进行振动使其结构密实。试件如图2所示。

(3)自动搅拌捣实:按预定配方分别称重、采用搅拌机自动搅拌均匀,充填模具同时人工将骨料捣匀,调整振动台参数进行振动使其结构密实。试件如图3所示。
(4)自动搅拌压实:按预定配方分别称重、采用搅拌机自动搅拌均匀,充填模具采用辅助夹紧装置将骨料压入模具内,调整振动台参数进行振动使其结构密实。试件如图4所示。
2.2 制备工艺性能分析
配方相同、工艺不同,则结果明显不同。
手工搅拌振实工艺方法操作随机性强,存在搅拌不均匀、骨料之间空隙较大等缺陷,导致部分骨料粘结不牢固和固化效果不佳等现象;
自动搅拌振实工艺则受粘结剂粘度的影响,固化效果与材料配方、振动台参数关系较大,仍存在骨料充填不满的现象;
自动搅拌捣实方式因固化前对混合材料进行人工捣实,使其充满型腔,因此固化效果不错,但是存在捣实力度把握不准和增加劳动强度等问题,不适合批量生产;
自动搅拌压实工艺由于借助了辅助夹紧装置,控制合适大小的压力使骨料均匀充满模具,在低频振动下使其完成固化反应,因此,这种工艺方法固化效果较好,适合规模生产。
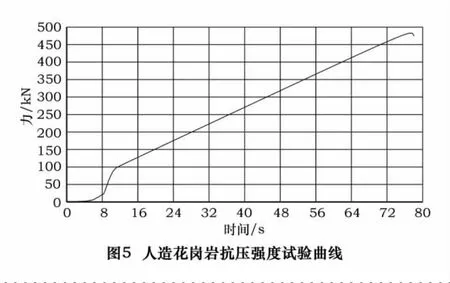
3 人造花岗岩性能测试
依据GB/T 50081-2002,选择自动搅拌振实工艺成型效果较好的试件进行了力学性能测试,如图5所示。从实验结果来看,与理想力学性能还有一定差距,需从人造花岗岩配方和制作工艺上进一步研究。
4 结语与展望
我们通过对人造花岗岩各种组成成分进行了大量的试验,初步得出了适合床身性能要求的人造花岗岩配方及制备工艺,从性能上,采用自动搅拌振动压实的工艺方法有利于试件力学性能的实现。
国外已经普遍采用人造花岗岩作为机床基础件材料,以改善机床整体性能。国内虽然开展相关技术研究多年,但是距真正意义上的工程化应用还有一定距离,还需开展大量的基础性研究工作,如采用实验研究、理论分析和有限元模拟等相结合的方法,通过对试件进行相关力学性能试验、机床床身试件的动静态性能、热稳定性分析及试验、粘结剂的配方、工艺性能和技术经济性等方面进行研究,以获取适合于不同种类机床床身用的高性能人造花岗岩材料的具体组分及其配方、各材料组分及其比例对人造花岗岩性能的影响,相应的床身结构优化设计和制造,进而为实现性能优良的人造花岗岩机床床身提供可靠的理论依据。
[1]吴隆.高速铣床树脂混凝土床身制造的研究[J].现代制造工程,2004,(2):77 -78.
[2]王翔.环氧树脂基结构阻尼复合材料的制备及性能研究[D].武汉:武汉理工大学,2008.
[3]万莹,姚振强,等.工作环境下人造花岗岩材料性能实验与分析[J].机械设计与研究,2008,24(6):109 -112.
[4]João Marciano Laredo dos Reis.Mechanical characterization of fiber reinforced Polymer Concrete [J].Materials Research,2010,8(3):357 -360.
[5]Marinela Bǎrbuţǎ,Maria Harja,Irina Baran.Comparison of Mechanical Properties for Polymer Concrete with Different Types of Filler[J].JOURNAL OF MATERIALS IN CIVIL ENGINEERING,2010(7):696-701.
[6]Aggogeri F,Merlo A,Mazzola M.Multifunctional structure solutions for Ultra High Precision(UHP)machine tools[J].International Journal of Machine Tools & Manufacture,2010,50:366 -373.
[7]伍必庆.道路建筑材料[M].北京:北方交通大学出版社,2006.
