发动机汽缸盖半圆槽数控铣床的研究
2011-10-20何荣开
何荣开
(东南大学机械工程学院,新型光源技术及装备教育部工程研究中心,江苏南京 210096)
某型号摩托车发动机,发动机的曲轴安装在汽缸体和汽缸盖之间,在汽缸盖上留有半圆槽,并且两端部不通(图1),半圆槽直径尺寸为φ28JS8(±0.016),槽底部离安装面为14±0.016 mm,汽缸盖的材料为LY102,毛坯为精密压铸铝件,其半圆槽单边加工余量在0.8 mm左右,要求加工机床的生产效率为3 min/件。
通过工艺试验,汽缸盖毛坯件的半圆槽用二次铣削加工,粗铣半球头铣刀去除毛坯余量85%,留余量的15%用精半球头铣刀加工,铣削加工后半圆槽的表面粗糙度较好,加工精度也能达到工件图纸要求。根据前面所述的技术要求和工艺试验结果,如采用加工中心加工,粗铣和精铣加工需不断自动更换刀具,装夹工件也需要较多的辅助时间,生产效率低。所以设计专用于铣削汽缸盖半圆槽的数控卧式铣床,可以减少辅助时间,提高机床的生产效率。

1 半球头铣刀铣削的工作原理
双刀刃半球头铣刀在铣削加工时,其结构如图2所示,由于半球头铣刀顶点在铣刀的中心线上,铣刀旋转,其线速度为0。如果半球头铣刀的轴心线与汽缸盖半圆槽的母线垂直,铣刀加工槽底部位的切削线速度为0,铣刀顶部无法参与切削加工,铣刀对半圆槽产生挤压,这样半圆槽深度尺寸一致性难以保证,表面粗糙度也无法达到图纸要求。

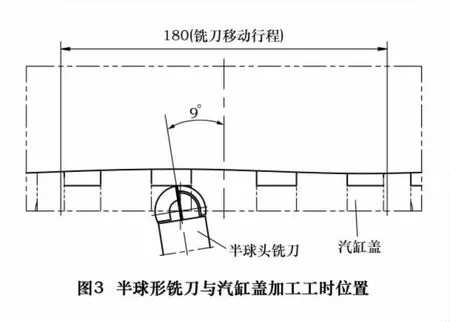
为了使铣刀在切削过程中与半圆槽接触的每一点刀具的线速度不为0,铣刀的轴线与半圆槽轴线处在同一平面内,并且铣刀的轴线与半圆槽轴心线的垂直线成一定的角度α(图3),α应选在6°~12°之间。角度太大,会影响机床X向行程,并且铣刀会铣削到汽缸盖侧面边框;角度太小,铣刀铣槽底点的线速度较小,会影响切削加工表面的粗糙度,加大切削抗力。
选择α角为9°时,工件加工完成后,铣刀切削到汽缸盖边框的尺寸能满足图纸要求。机床主轴转速为2 000 r/min,在半圆槽口部的铣刀切削线速度最大,半圆槽底部的铣刀切削线速度最小,其最大和最小的线速度如下。

半球头铣刀刃口采用硬质合金,这样的线速度基本满足切削的要求。汽缸盖为精密压铸件,一次切削无法满足加工精度要求,因而采用粗、精铣削二次加工。精铣削加工时由于球头部各处的切削线速度相差较大,进而影响汽缸盖半圆槽表面粗糙度的一致性,所以在粗加工时,槽底部留的加工余量较小,而槽口沿处留的精加工余量较大(图4)。通过工艺试验,以这样的切削线速度和加工余量粗铣和精铣汽缸盖的半圆槽,加工表面的粗糙度、尺寸和底部深度尺寸一致性都能达到工件图纸要求。
采用双刀刃平口半球头铣刀,刃口与铣刀的旋转轴夹角为0°,铣刀旋转轴与工件的切削进给方向夹角是81°,所以刀刃在切削时,铣刀顶部的刃口先接触工件,而半圆槽的沿口后接触工件,虽然切削是断续加工,但铝合金的切削抗力较小,切削使刀具产生的振动较小,能达到加工要求。如改用多刀刃螺旋刃口的半球头铣刀,切削为连续加工,切削产生的振动更小,使用效果更好,但刀具造价较高。

2 机床工作原理
汽缸盖铣半圆槽采用卧式数控铣床,其工作台不移动,而铣刀在X、Y、Z轴3个坐标方向移动。
2.1 机床总体结构
机床的总体布局如图5所示,铣刀采用卧式布局,主轴安装在垂直拖板上,而垂直拖板装在立柱上可上下移动,立柱装在X、Z轴的十字拖板上。工件夹具装在垫块上,而垫块安装在工作台上。汽缸盖安装在夹具上,夹具可分成左右2个工位,一个工位正在加工,而另一工位可以装卸工件,这样装卸工件不占用机床的辅助时间,提高加工效率。

机床采用双主轴结构,一个主轴上安装粗加工铣刀,用于粗加工半圆槽,另一个主轴上安装精加工铣刀,用于精加工半圆槽。立柱安装在X、Z轴的十字拖板上,X轴用于切削进给,立柱上的Y轴用于换刀加工,Z轴用于铣刀的进给和退出。由于半球头铣刀的加工工艺要求,立柱应倾斜安装在X轴拖板上,使半球头铣刀与Z轴成α(9°)角。
半球头铣刀刃口用硬质合金材料,而工件材料为铝合金,铣削加工时采用乳化液作润滑和冷却,以提高加工面的粗糙度质量和加工精度。把乳化液的喷嘴安装在垂直拖板上,用两个喷嘴分别对着精、粗铣刀进行润滑和冷却,乳化液采用涡旋过滤器对铝屑进行过滤。
2.2 机床加工工艺流程
机床主要有X、Y、Z三轴运动,分别由伺服电动机通过柔性联轴节与滚珠丝杠副连接,构成半闭环进给伺服系统,其加工控制程序框图如图6所示。冷却乳化液有2个喷嘴分别冷却粗、精铣刀,由2个流体电磁阀控制,铣刀在加工时把阀打开,不加工时把阀关闭,电磁阀的开闭由程序控制。

铣刀的加工线路图如图7所示,在夹具第一工位装夹工件后,粗铣刀主轴从基点移到粗加工起点,铣削半圆槽,加工完成后,粗铣刀退出,精铣刀的主轴移到夹具第一工位加工起点,精铣半圆槽。在夹具第一工位加工的同时,夹具第二工位在装卸工件,而第二工位加工的同时,夹具第一工位可以装卸工件。在夹具第一工位加工完成后,铣刀移到夹具第二工位粗、精铣工件,完成后铣刀退回到基点。

3 机床关键部件设计
汽缸盖半圆槽数控铣床底座由钢板焊接而成,工作台与床身连成整体,工件的夹具安装在工作台上,X、Y、Z三轴拖板移动采用伺服电动机通过联轴器与滚珠丝杠副连接,构成半闭环系统。
3.1 双主轴结构
由于机床用于汽缸盖半圆槽的加工,只需要粗、精铣两步加工工序,如采用传统的单主轴机床布局,需在机床上增加自动换刀机械手和刀库,机床造价较高,机床加工的辅助时间占用比例大,生产效率较低。根据汽缸盖工件铣削半圆槽加工工艺的特点,采用双主轴结构,分别安装粗加工铣刀和精加工铣刀,只需拖板在Y轴上移动,实现自动换刀。
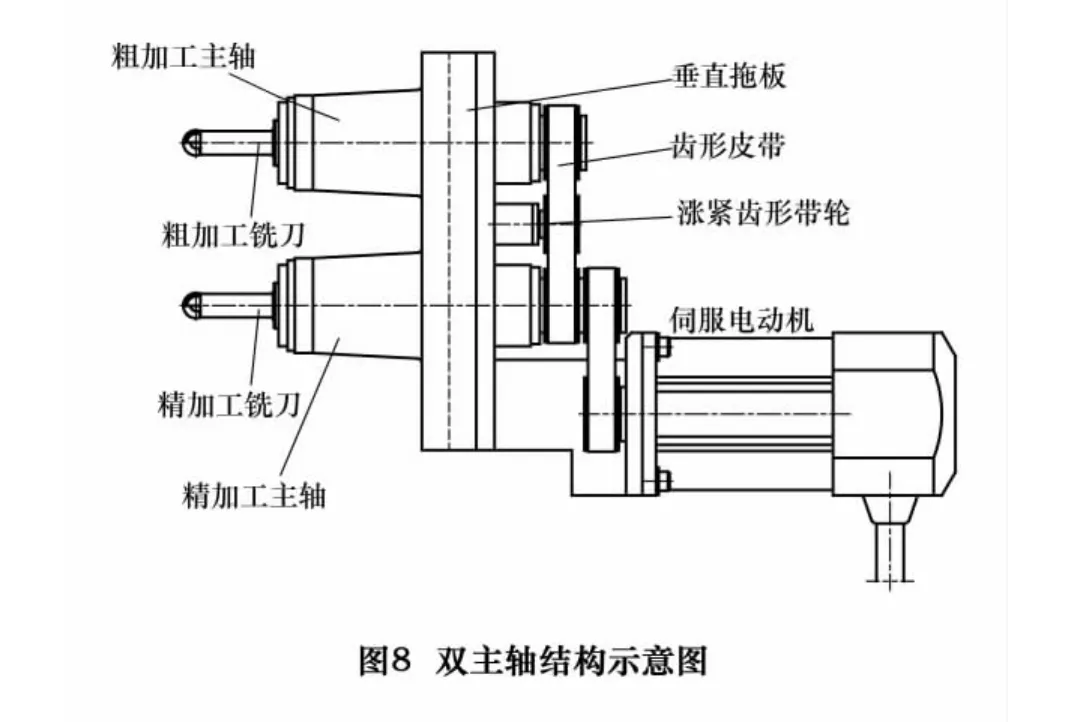
双主轴结构如图8所示,在机床立柱的垂直拖板上布置2个主轴,上方用于安装粗加工铣刀,下方用于安装精加工铣刀。铣刀采用锥柄,用碟形弹簧拉紧,装卸方便,使用可靠。2个主轴同时旋转,由一组齿形皮带相连接,由于2个主轴中心距不可调节,所以在2个主轴齿形带轮中间装有涨紧齿形带轮。下主轴与主伺服电动机由齿形皮带相连,电动机轴与主轴的中心距可以调节,以涨紧齿形带。
3.2 工件夹具设计
汽缸盖夹具采用2个装夹工件的工位,一个工位在加工时,另一个工位装卸工件,这样可以减少机床的加工辅助时间。夹具结构如图9所示,因为要保证切削深度在尺寸14±0.016 mm公差范围以内,工件安装基面设在A面,用2个圆销孔φ6H6作为定位基准孔,采用一对圆柱销和棱形销作为定位销钉。

工件夹紧采用杠杆,一端用铰链固定,另一端用液压缸拉紧。把工件上的定位销孔对准夹具的定位销,使工件的A面与夹具定位面紧贴,杠杆旋转,安装在杠杆中间的浮动压块压紧工件。浮动压块采用十字万向结构,压紧工件时压块可自由摆动,使工件压紧时受力均匀。旋转液压缸前端的旋转拉杆,扣在杠杆的拉杆槽中,液压缸退回,杠杆压紧工件。如图9中1号工位所示,工件装夹完成,可进行工件加工。工件加工完成后,液压缸松开,手工旋转液压缸活塞杆前端的旋转拉杆,并旋转杠杆,使工件从夹具上拆卸,如图9中2号工位。此夹具工件装卸方便、快速,定位精度高,工件夹持可靠,达到减少辅助时间,提高机床工作效率的目的。
因为工件在装卸时,液压缸的动作会使液压系统压力产生波动,从而使另一个液压缸的压力波动,导致工件夹持力的波动,会影响正在加工工件表面粗糙度和深度一致性。所以两个工位夹紧用的液压缸采用两套系统供油,采用两个气转液泵站。
4 结语
摩托车零件的生产属于大批量生产,生产效率要求高,在半圆槽数控铣床设计时,在加工精度达到要求后,必须首先考虑机床的工作效率。
采用双主轴设计,用铣床Y、Z轴快速移动来实现换刀,使刀具离开工件到接触工件换刀时间较短;夹具设计采用双工位,工件装卸不占用机床工作时间。机床正在某摩托车发动机制造公司使用,生产率为2.5 min/件,加工精度达到7级,表面粗糙度达到Ra1.6 μm,能满足工件生产要求,产生了很好的经济效益。
[1]成大先.机械设计手册[M].北京:化学工业出版社,2002.
[2]杨黎明.机床夹具设计手册[M].北京:北京国防工业出版社,1996.
[3]毕承恩.现代数控机床[M].北京:机械工业出版社,1991.
[4]周兰,常晓俊.现代数控加工设备[M].北京:机械工业出版社,2005.
