铣端面钻中心孔机床的改进设计
2011-10-18王可山
王可山
(烟台环球机床附件集团有限公司,山东烟台264002)
将轴类工件的两端加工平整,并在两端面钻中心孔是绝大多数长轴类工件在加工过程中的第一道工序。为了适应大批量生产的需要,多年前我厂技术人员就开发了铣端面钻中心孔机床。由于科学技术的进步和用户信息的反馈,笔者又对该机床做了较大的改进。
1 机床工作循环简介
机床的工作过程分为自动和手动两种。自动工作循环只需按下自动循环按钮,机床即可自动完成工件的整个加工过程;在手动状态下,可分别独立完成加工过程中的每个工步。
图1是机床改造后的外观示意图。机床的工作循环如下:①将工件安装在下钳口的V形槽内,肩面靠紧轴向限位块(限位块安装于主轴箱体上,图中未示出);②开启操作面板上的自动循环按钮;③力矩电动机启动,钳口自定心夹紧工件,同时左右床头箱向工作台快速纵向运动至设定位置(此位置保证铣削端面后,工件长度一致),停止纵向移动;④工作台横向工进,左右铣刀加工工件两端面;⑤工作台快速前进至第2设定位置(此位置,工件的中心轴线与左、右主轴箱的钻主轴中心线重合),左、右床头箱向工作台纵向工进,加工工件两端中心孔;⑥当左右床头箱前进至第3设定位置(此位置保证工件两端中心孔深度的一致性),中心孔加工完毕;⑦左右床头箱快速后退至起始位置,同时工作台退回起始位置;⑧力矩电动机反转,钳口张开,卸下工件,工作循环结束。
注意:①工件放入钳口中后,在夹紧过程中,禁止操作者用手扶持工件,以免被钳口夹伤;②启动自动循环按钮前,必须将滑动护罩移至机床中央,以避免铣刀工作时迸出的切屑伤害操作者。
2 床身结构的改进
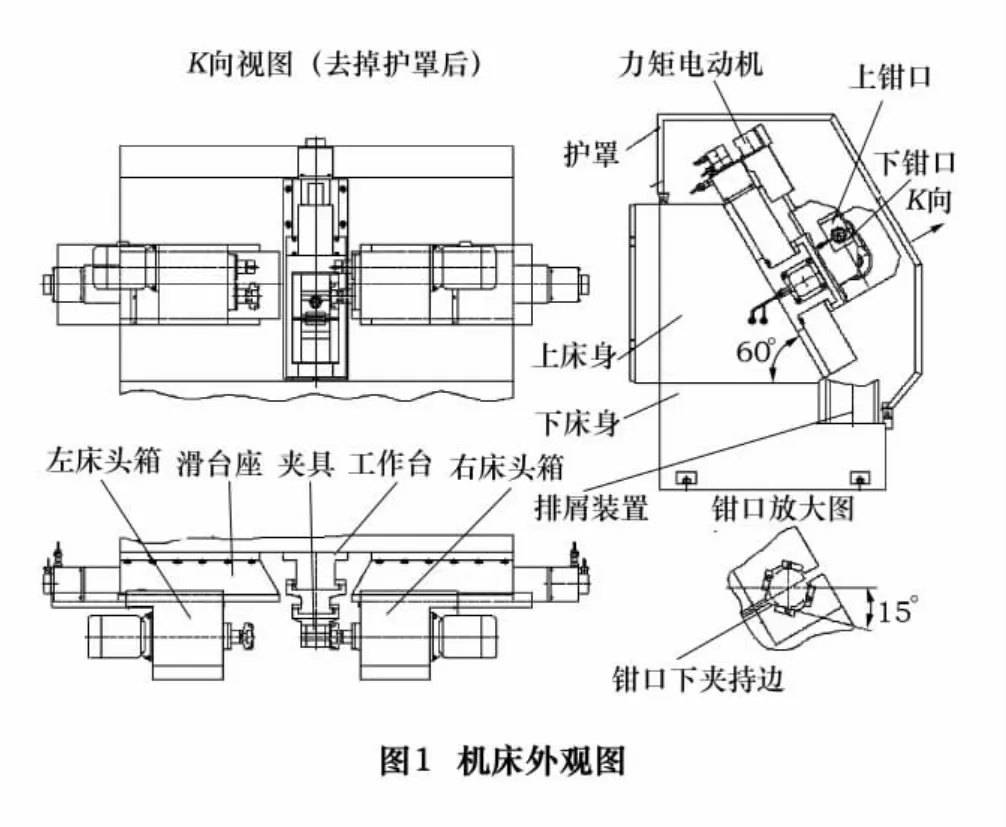
机床的上床身由原来的水平结构改为倾式结构(图1),床身前侧增加了自动排屑装置,增加了半封闭防护。
机床上床身的工作面与水平面倾斜60°角,便于冷却水和切屑自动地顺着倾斜角流入永磁式排屑器,使操作者免除清理机床切屑的环节,减轻劳动强度;床身倾斜后,钳口下夹持边与水平面呈15°倾角(图1钳口放大图),自身可以保证工件不掉落,省略了工件的预支撑,减化了夹具结构。半封闭防护罩有效地保证了刀具甩出的切屑和切削液准确地顺着防护罩的倾角流入自动排屑器。由于工件长度和直径范围有变化时,机床的工作台和床头箱都需要做相应的位置调整,半封闭式防护,使得机床的调整部位皆在较易触及的范围内,操作变得方便,防护得当。
3 机床夹具的改进
首先介绍一下机床改进前的夹具工作原理(图2)。改造前夹具是水平放置的,工件置于2个预支撑的V形槽内,端面靠紧定位盘实现工件粗定位。然后液压缸通油,齿条活塞通过齿轮传递扭矩,使丝杠旋转。丝杠的左侧和右侧分别加工左旋螺纹和右旋螺纹,它的旋转使左旋螺母和右旋螺母同时作距离相等、方向相反的直线向心运动,与2个螺母相连接的左V型钳口与右V型钳口做同样的运动,实现工件的自定心夹紧。

预支撑可以通过螺母实现高度调整,以适应不同直径的工件;定位盘可轴向移动,然后通过螺母锁紧,以适应不同长度的工件。钳口两侧的V形口可以根据加工轴颈的形状大小分别做成不同形状(如凸轮状)和不同开口大小的异形钳口。因此,本夹具不仅适合于外表面已经过加工的轴类工件,也适合于直径误差较大的铸锻毛坯件和特殊形状的工件。
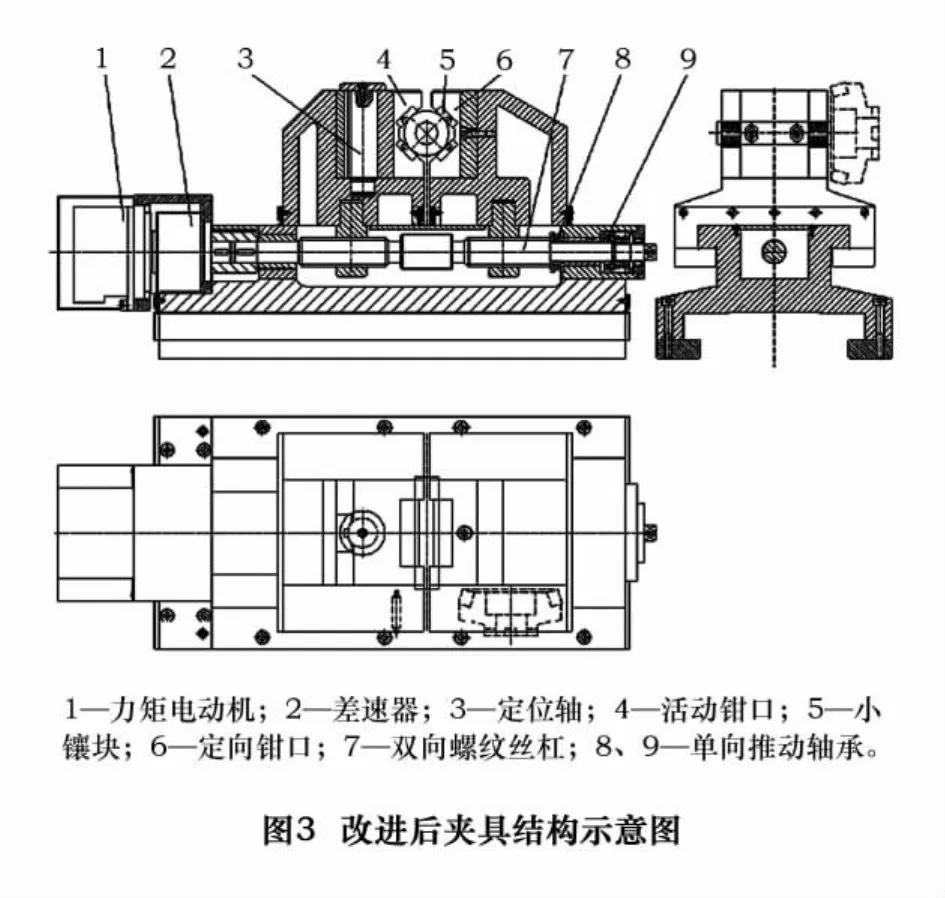
改进后的夹具工作原理(图3):力矩电动机通过差速器减速(传动比15∶1),将旋转运动传递至具有左旋螺纹和右旋螺纹的丝杠来实现工件的自定心夹紧。
由图2、图3可以看出,改进前后的较大区别有如下几点:
(1)工件夹紧力的来源由液压缸改成了力矩电动机。这是由于夹具两侧床头箱滑台座的限制,液压缸不可以做得很长,导致液压缸的齿条活塞行程有限,因此双向螺纹丝杠的旋转一般限于1.5周以内,钳口的夹紧行程较短;当加工工件的直径范围变化大时,需要更换不同长度的钳口以弥补钳口的行程不足。而力矩电动机可以无限旋转,钳口夹紧行程相应地增大,当工件的直径范围变化较大时,也不必更换钳口。
(2)夹具的左V型钳口变成活动钳口,可以绕定位轴做一定小角度范围的旋转,使工件的夹紧更为可靠,防止了工件因外形不规则而产生倾斜,影响加工精度的一致性。
(3)夹具的左、右钳口由整体式改为镶块式。由于本机床多用于批量加工,钳口相对较易磨损。当钳口磨损再修整后,会有部分小直径的工件变得无法夹紧,而要更换整副钳口,造成成本浪费,且工期较长。改为镶块式后,当钳口磨损后,只需更换钳口中的小镶块即可,节约了成本,缩短了加工周期。
(4)双向螺纹丝杠的轴向定位由原来的半圆定位块更换为单向推力轴承。这是由于夹具由水平放置改为倾斜放置后,因为自身的重力作用,双向螺纹丝杠的A面(图2)与半圆定位块的接触面间产生摩擦力和挤压力,造成丝杠A面磨损剧烈,影响定位精度。当磨损非常严重时,形成极为粗糙的表面,产生的摩擦力非常大,甚至可以将力矩电动机的轴扭断。
4 机床运行方式改进
机床的控制方式由原来的PLC控制改为广州数控生产的伺服控制。原来机床的工作台和床头箱的前进和回退运动都是由液压缸做动力源,当更换工件种类时,调整机床比较繁琐。现在的机床去掉了液压部份,由伺服电动机通过弹性联轴器驱动滚珠丝杠作为床头箱和工作台的直线运动动力源。只要在装配机床时确定了参考点,就可以根据不同批次工件的尺寸差别,通过在程序中更改参数,来达到调整机床的目的。滚珠丝杠副高速运行振动小,低速无爬行,重复定位精度高,反向差小,可实现快进、工进、快退交替运行。
5 机床其他部分的改进
5.1 润滑系统
由原来的手动油枪润滑改为电动润滑泵润滑。电动润滑泵配有液位开关和压力开关,与机床的程控系统相联,可实现对油罐内油液的液位、输油系统的压力进行监控,以及润滑周期的限制。
5.2 电器操控系统
将机床电器柜上的固定操作面板改为可以活动的吊挂式,使机床的操作更加灵活方便。机床的电器元件置于上床身的体腔内,取消了原来的独立电器柜,减小了机床的占地,方便了吊装和运输。
6 结语
铣端面打中心孔机床经过一系列的改进后,再投入市场,从用户的反馈信息可以看出,新机床的设计更加满足工效学原理,工件夹紧可靠,精度明显提升,操作、调整更加方便,没有再出现过加工故障。而此机床的销售量亦大幅增加,得到各使用厂家的认可。在对生产效率要求越来越高的今天,只有不断地对原有生产技术进行改进,不断地发展新技术和新工艺,才能适应新潮流的发展,立于不败之地。
[1]陶崇德,葛鸿翰.机床夹具设计[M].上海:上海科学技术出版社,1993.
[2]濮良贵.机械设计[M].北京:高等教育出版社,1994.
[3]黄锡恺,郑文纬.机械原理[M].北京:高等教育出版社,1994.
[4]陈心昭,权义鲁.现代实用机床设计手册[M].北京:机械工业出版社,2006.
[5]吴晓铃.润滑设计手册[M].北京:化学工业出版社、工业装备与信息工程出版社,2006.
[8]杜君文.机械制造技术装备及设计[M].天津:天津大学出版社,1998.
