钢带缠绕预应力模具变张力模糊控制*
2011-10-18赵慧云
何 芳 王 强 赵慧云
(①济南大学控制科学与工程学院,山东济南250022;②济南大学机械工程学院,山东济南250022)
应用预应力模具技术可有效地提高模具的使用寿命和产品精度。钢带缠绕预应力模具是一种由高强度钢带缠绕层、模芯、模具衬套等组成的新型高强度、高刚度预应力模具,具有预紧效果显著、使用寿命长、产品精度高、结构紧凑等优点[1-2]。
缠绕工艺中张力的控制是钢带缠绕预应力模具关键技术之一。张力控制的稳定性和准确性直接影响缠绕预应力的分布,影响模具质量。本文在建立了双电动机结构钢带缠绕预应力模具缠绕控制系统的基础上,针对钢带缠绕系统中变张力控制,引入模糊控制技术,改善张力控制性能。并建立仿真模型验证采用参数自整定模糊PID控制在改善系统动态和稳态性能方面的优势。
1 钢带缠绕预应力模具控制系统
一般的缠绕控制系统按照控制精度要求的不同可以采用不同的控制系统结构[3],开环控制或转速闭环、张力控制等;单闭环控制或双闭环控制。为了实现钢带缠绕预应力模具预应力的最优分布,对张力控制的稳定性和准确性要求就很高,为此我们开发的钢带缠绕预应力模具控制系统采用的是双电动机式结构(见图1)。
该控制系统中,两台电动机分别放置于收卷部分和放卷部分,系统的检测包括张力检测及速度检测,另外还包括计算机控制器部分。放卷部分由伺服电动机、伺服驱动器、减速机、放卷辊构成。收卷部分由变频器、异步电动机、减速机、收卷辊构成。张力检测的传感器选用轴台式双传感器。控制器采用工控机和PCL-812PG增强型多通道卡件。

缠绕张力决定于收卷部分收卷辊的线速度与放卷部分放卷辊的线速度的差。收卷部分采用恒线速度闭环变频调速;放卷侧根据张力期望值曲线与张力检测反馈的差调节电动机的转速,从而实现张力的调节。张力期望值曲线与缠绕模具的预应力的分布要求有确定的对应关系,并与缠绕半径有关[4]。
2 影响张力控制稳定性的主要原因
在张力控制中,引起张力波动的因素很多,主要因素分析如下:
(1)缠绕张力和缠绕速度都是缠绕控制系统中必须要控制的关键量,但是由于缠绕速度和缠绕张力的强耦合性,当其中一个量发生变化时,势必会引起另一个量的变化。例如,当系统要求收卷速度增大时,必然会引起缠绕张力的增大;或当收卷速度出现波动时,缠绕张力必然也会出现抖动。
(2)旋转编码器装置通过同步齿带分别与开卷机构和缠绕机构连接,一方面用于实时获取开卷机构主轴与缠绕机构主轴转角和转速数据,另一方面用于换算模具缠绕钢带层、钢带卷的半径等数据。在缠绕系统中,随着缠绕过程的进行,收、放卷的半径都在变化,半径的变化必然会引起卷材张力的变化。例如,如果收卷半径增加,而收卷速度不变,那么缠绕张力必然会变大。
(3)存在缠绕卷材本身材质的不均匀问题,造成钢带在被拉伸的状态下张力变化的波动。
(4)缠绕环境的变化和干扰都会影响到缠绕张力的变化,如电动机振动、卷辊不圆,卷材偏心等。
(5)缠绕张力控制系统是一个多变量、非线性、多干扰和强耦合的复杂系统。而目前最常见的PID控制器无法实现对模型不确定系统的精确控制,造成张力控制中难免会出现超调量大、调节时间长和抖动严重等问题。
由于钢带缠绕预应力模具缠绕控制系统是为了实现预应力模具更好的预应力分布,所以对张力控制精度要求很高。为此,必须引入先进的控制算法和控制策略削弱各种不良因素的影响,提高控制精度[5-6]。
3 缠绕张力的模糊控制
研究缠绕张力控制系统的控制性能,首先要建立系统的数学模型。因为模具缠绕张力控制属于非线性、强耦合、多变量的时变系统,所以实际中很难建立其张力控制对象的精确数学模型。如果采用调节参数固定的PID控制方法,当被控系统发生变化时很难达到理想的控制效果。控制系统中不仅存在卷径时变及其它外在干扰,而且缠绕张力和缠绕速度之间存在强耦合问题。对于很多其他张力控制系统中,采用张力和速度解耦控制是广泛研究一种控制策略,并有许多相关的研究文献发表。但解耦控制的精度完全依赖于系统数学模型的准确度,因此在复杂的张力控制系统中实施起来比较困难。
对于不易建立精确数学模型的复杂控制系统可以引入先进的智能控制技术,模糊控制技术是其中的一种。模糊控制技术以模糊集合为基础,在系统设计时不需要建立精确的被控对象的数学模型,只要求掌握现场操作人员或相关专家的经验知识或运行数据,并通过建立语言变量控制规则实现对被控对象的控制。模糊控制技术适于解决非线性时变、时滞等复杂系统控制问题。
为了提高钢带缠绕预应力模具缠绕工艺中张力的控制性能,我们在控制系统中引入了模糊控制技术。模糊控制中可以选择不同类别、不同结构和原理的模糊控制器,这主要根据研究问题而定。我们采用了参数自整定模糊PID。参数自整定模糊PID控制器是在传统PID控制器的基础上,增加一个模糊控制器,依照偏差和偏差变化率的值,经过模糊推理对PID的3个参数Kp、Ki、Kd进行实时整定,实现自适应的 PID控制[7-8]。参数自整定模糊PID控制系统结构图如图2所示。

参数自整定模糊控制器是一个双输入三输出的结构。两个输入分别是线速度误差e和线速度误差变化率ec,其模糊语言变量分别表示为E和EC。3个输出分别为 PID控制器3个参数的修正值 ΔKp、ΔKi和ΔKd,其模糊语言变量分别为P、I和D。修正公式为

式中:Kp0、Ki0和 Kd0分别是 Kp、Ki和 Kd的初始给定值;n为第n次采样时刻。
输入(E和EC)和输出(P、I和D)的模糊集论域均设为 7个等级,其语言值为:负大(NB)、负中(NM)、负小(NS)、零(O)、正小(PS)、正中(PM)、正大(PB)。它们的隶属度函数曲线均选用三角形曲线形式。根据PID参数的调整原则,结合工程技术和实际操作经验,设计的控制规则如表1~3所示。模糊推理采用的是Mandani推理方法,解模糊的过程采用重心法。

表1 ΔKp的模糊调整规则表
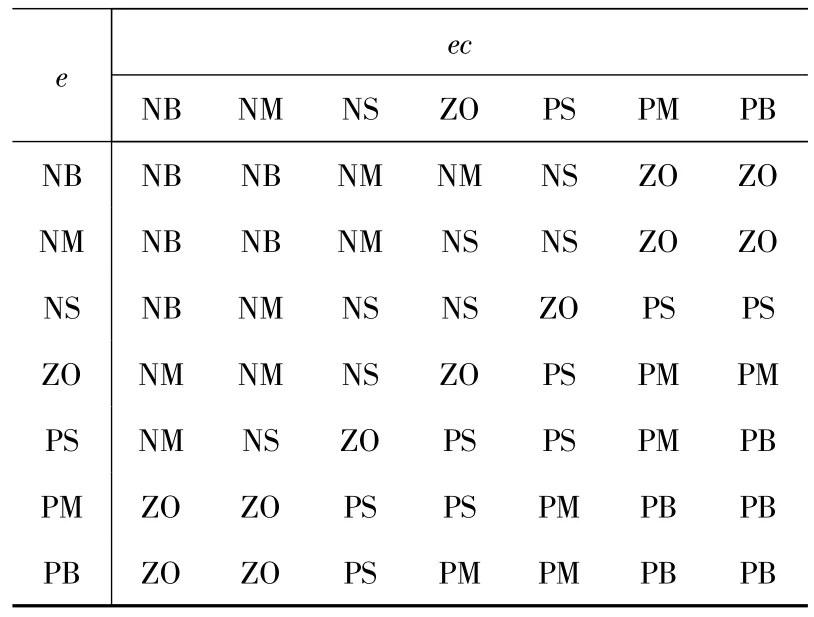
表2 ΔKi的模糊调整规则表
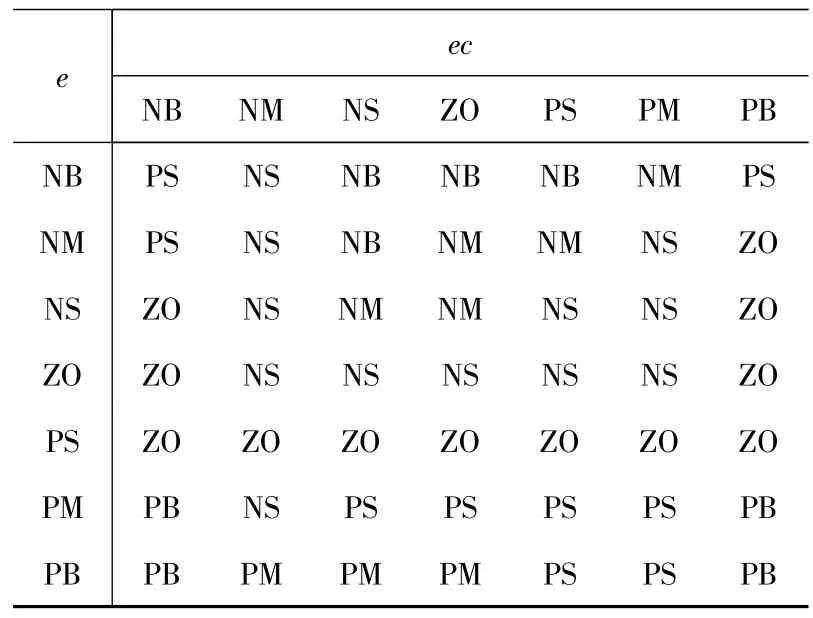
表3 ΔKd的模糊调整规则表
4 建模与分析
为了验证参数自整定模糊PID控制器对系统性能的改善。我们在MATLAB/SIMULINK环境下建立了缠绕张力控制系统的仿真模型,如图3所示。该模型主要分为包括5个部分:张力给定模块(Tension Given);张力控制器和放卷侧伺服系统模块(Tension Controller and F.Motor model);减速机模块(Speed reducer);收卷侧的恒线速度给定(S.liner speed)和放卷侧模块(Unwinding model)。

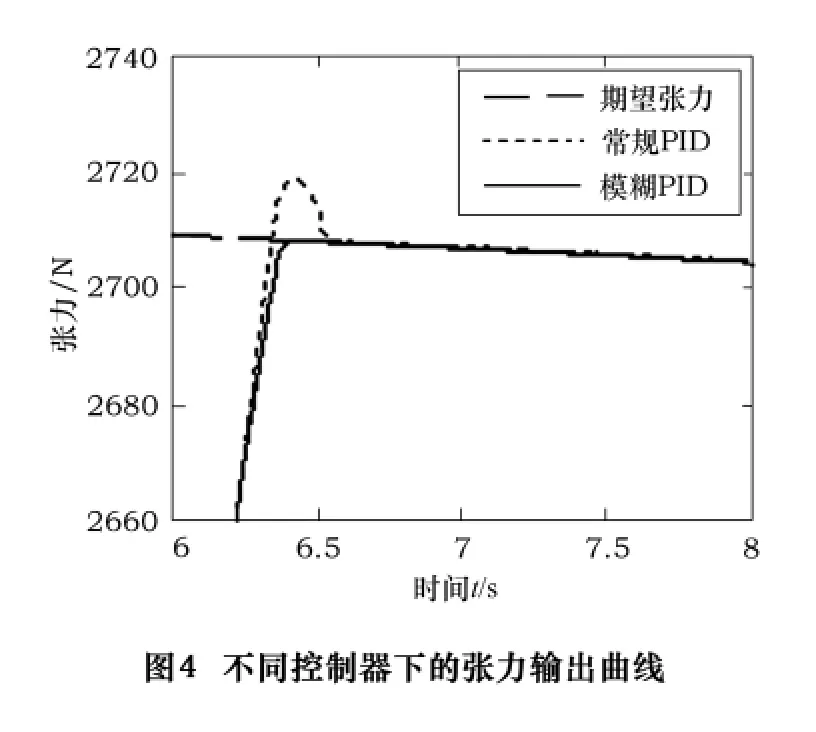
仿真实验中设定收卷侧钢带线速度给定为恒定值(即:假定收卷侧可以实现恒线速度无静差控制)。对于变张力控制,仿真实验中设定张力的给定随缠绕半径的增加线性减小,这于实际生产工艺要求相吻合。仿真实验对比了相同仿真条件下采用常规PID控制时的控制性能和采用参数自整定模糊PID控制器时的控制性能。图4截取了仿真过程6~8 s时间段的仿真曲线。从图4可以看出,在相同条件下,采用参数自整定模糊PID控制器比采用固定调节参数的常规PID控制器有超调量更小、调节时间更短。验证了采用参数自整定模糊PID控制对模具缠绕工艺中的张力控制具有更好的调节作用。
5 结语
变张力的控制性能直接影响钢带缠绕预应力模具的预应力分布是控制过程的关键技术。本文建立了双电动机结构钢带缠绕预应力模具缠绕控制系统,因为该系统属于非线性、强耦合时变系统,实际中很难建立其控制对象的精确数学模型,为此我们引入参数自整定模糊PID控制。通过建立仿真模型验证了这种控制策略在改善系统动态和稳态性能方面的优势。
[1]Groenbaek J,Nielsen E B.Stripwound containers for combined radial and axial prestressing[J].Journal of Material Processing Technology,1997,71:30-35.
[2]Groenbaek J,Birker T.Innovations in cold forging die design[J].Journal of Material Processing Technology,2000,98:155-161.
[3]何芳,赵寿华,王强.预应力模具钢带缠绕张力控制[J].济南大学学报:自然科学版,2009,23(3):317-323.
[4]来小丽,王强,蔡冬梅,等.钢带缠绕预应力模具缠绕层数的确定方法[J].塑性工程学报,2008,15(3):152-156.
[5]何金保.卷绕张力系统鲁棒控制策略的研究[D].上海:上海大学,2009.
[6]许建中.凹印机张力—速度自适应解耦控制的研究[D].长沙:中南大学控制科学与工程学院,2008.
[7]Zhao S H,He F,Wang Q.Fuzzy-PI double modes control to motor under minus load circumstance[M].Proc.IEEE World Congress on Intelligent Control and Automation,2010:744-749.
[8]刘金琨.先进PID控制MATLAB仿真[M].北京:电子工业出版社,2004.
