基于运动控制器的卷簧机数控系统研究
2011-09-27庞文卓库祥臣李济顺
庞文卓 库祥臣 李济顺
(河南科技大学机电工程学院,河南洛阳 471003)
弹簧行业在整个制造业当中虽然是一个基础行业,但其所起到的作用是绝对不可低估的。国家的电气工业、汽车工业要加快发展,而作为基础件、零部件之一的弹簧行业就更加需要有一个发展的超前期,才能适应国家整个工业的快速发展。随着我国制造业的不断发展,弹簧的品种也在逐渐增多,数量不断增加。虽然市场需求量非常之大,但我国弹簧行业的产业结构却相当让人堪忧。对于弹簧行业来说,长期以来形成了低档普通弹簧供过于求,高档产品(高强度、高应力、特种材料)供不应求的被动形势。现阶段我国弹簧产品主要以技术含量低的一般弹簧居多,异形件等高技术产品只有少数规模大的公司有能力生产。目前国内能生产数控卷簧机的企业不多,即使能生产数控卷簧机,其数控系统大多数为中国台湾或者进口产品。
1 卷簧机的工作原理
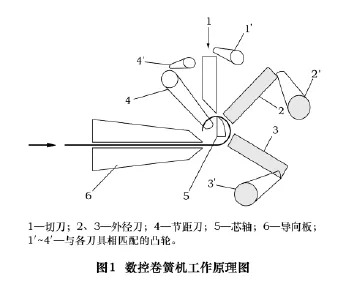
弹簧的种类很多,如压簧、拉簧、扭簧等,这里我们以用途最广的压簧为例。图1为卷簧机的工作原理示意图。
当钢丝经过校直机构和送料机构(图中未画出),碰上刀具前端的槽子并且依靠钢丝上、下圈径杆的限位及导向作用迫使钢丝弯曲变形,弹簧圈是由钢丝顶住3个摩擦点卷绕形成的。在钢丝弯曲成簧圈的过程中,钢丝接触到节距刀4的斜面;节距刀在与之匹配凸轮的驱动下开始沿着弹簧卷绕成形的方向按照既定程序轴向移动,所以能形成压缩弹簧的节距。卷制压缩弹簧的拼头(支撑圈)时,节距刀反向移动,使后一圈弹簧靠着已卷好的前一圈而成形。当一只弹簧卷制好后,送料机构停止送料,切刀控制机构迫使切刀1将弹簧切断。此时主轴旋转一周,各凸轮复位,为下一个循环做准备。
2 数控系统的硬件构成
本系统硬件结构如图2所示。工控机采用台湾研华生产的工控机,型号为研华AWS-8248。主板型号为PCA-6003V -00A2E,CPU 为 PIII-1G,内存256 M,并配有 AWS8248VTP6001E-T机箱,硬盘80 G,3.5英寸软驱,15英寸LCD显示和磁盘驱动器。运动控制卡采用美国Delta Tau公司的PMAC-Lite型控制卡,PMAC的核心是MOTOROLA的DSP56001/56002数字信号处理器,可同时控制1~8个轴,既可单独执行存储于其内部的程序,也可执行运动程序和PLC程序,并进行伺服环更新及以串口、总线两种方式与上位机进行通信。PMAC还可自动对任务优先级进行判别,从而进行实时多任务处理。由于PMAC卡具有强大的数字运算能力来完成数控插补、PLC程序运行等实时任务,简化了实现数控系统实时性任务的开发运作,只需根据要求开发上位机界面、NC程序编辑、机床状态量读取等非实时任务。工控机和PMAC之间通过DPRAM总线通信,只需通过调用动态链接库PComm32就可实现两者间的实时通信。

3 软件设计
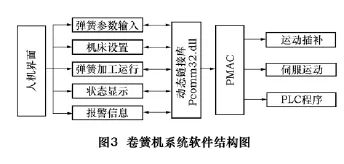
卷簧机数控系统的软件采用模块化没计,用面向对象的高级语言C++Builder编写,通过PMAC提供的动态链接库管理实时运动程序。系统软件采用前后台结构,由前台实时控制软件、后台管理系统软件、上下位机的通信驱动程序和PLC程序等几个部分组成。软件的结构图如图3所示,前台实时控制软件完成NC内核和PLC控制的实时任务,后台系统管理软件完成监控和各个功能界面的管理、系统管理等非实时性任务。通信程序实现人机界面应用程序与PMAC以及双端口RAM的通信。PLC控制程序用于机床系统开关量的逻辑控制。动态链接库PComm32提供函数同底层的虚拟设备驱动程序进行数据交换,然后由虚拟设备驱动程序直接和PMAC交换数据。
3.1 系统的人机界面
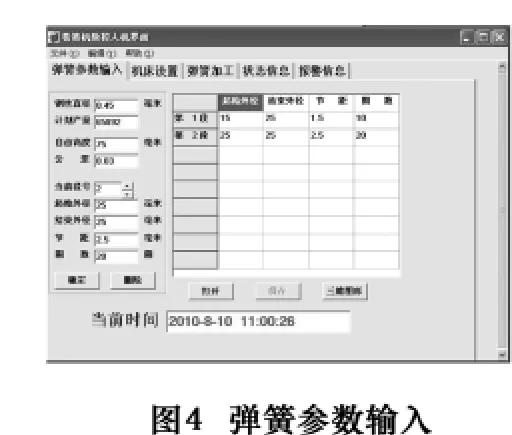
系统的人机界面包括弹簧参数的输入、机床设置等。在弹簧参数输入里面,可以输入弹簧直径、计划产量、公差、起始和结束外径、节距、圈数等信息,并且可以打开和保存当前信息。机床设置里面可以设置送线、外径、节距、切断等速度值;节距轴、外径轴、切刀轴等位置信息,另外对于弹簧分选功能选择等进行设置。弹簧参数界面如图4所示,机床设置如图5所示。

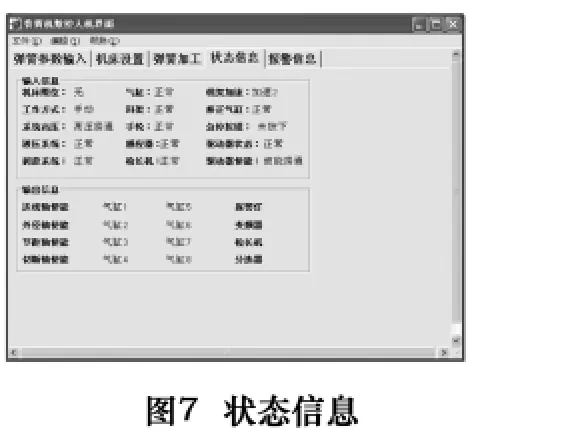
在弹簧加工界面中,可以编写自己的弹簧加工程序,也可以打开现成的加工程序。当对参数设置完毕以后可以启动程序开始加工。在加工的过程中,可以进行步进、修改程序等操作。在状态界面中,包含了相应的输入输出的状态信息。输入主要包括工作方式、液压系统、手轮、料架、感应器、驱动器状态等信息;输出主要包括各个加工轴的信息,还有报警灯、分选器等。弹簧加工界面如图6所示,状态信息如图7所示。

在弹簧整个生产过程中出现异常情况的时候会弹出来报警信息框,里面会提出出错误的详细信息,这样可以帮助工人快速找到问题所在并解决问题,可以提高生产效率。
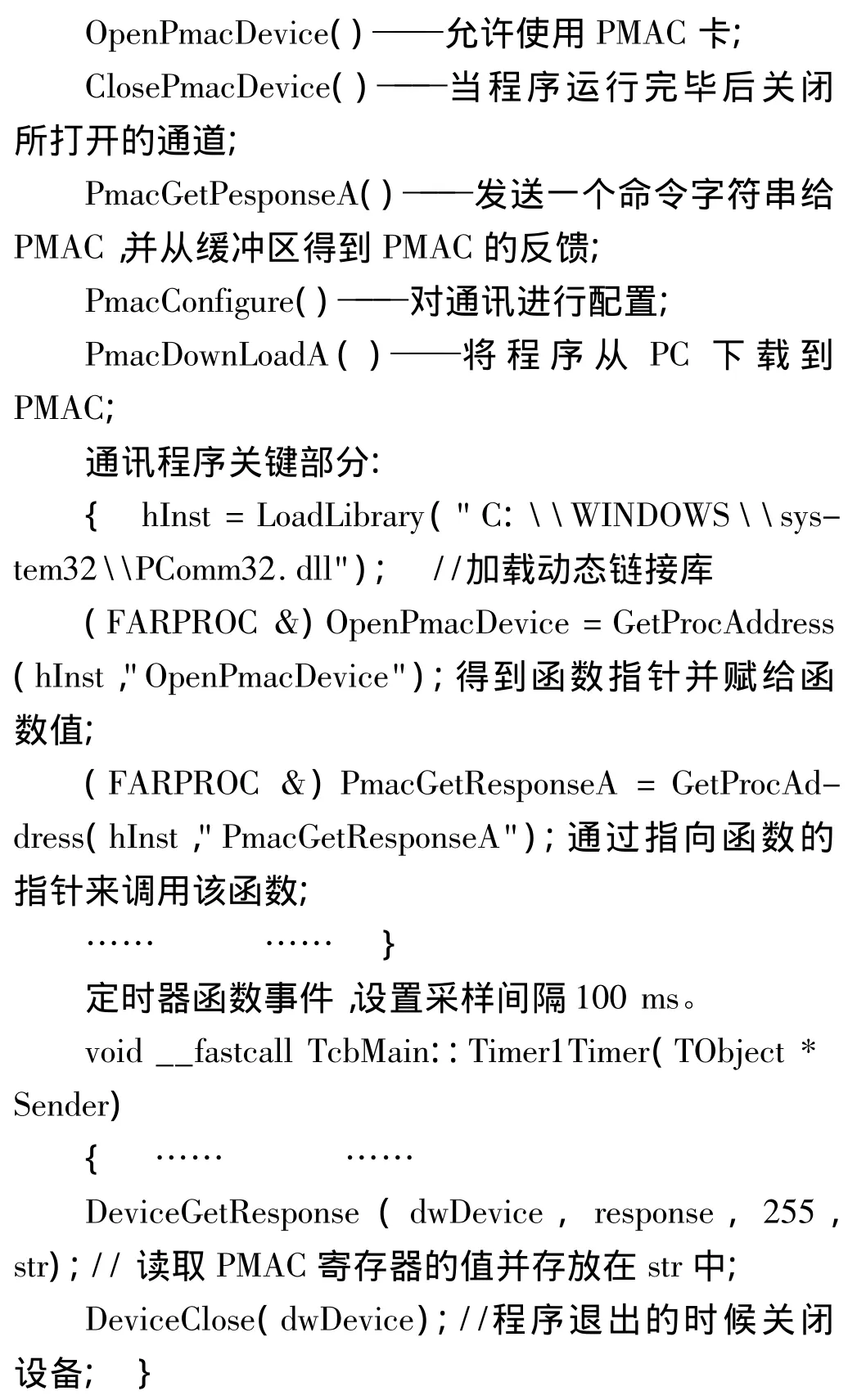
3.2 通信模块
通信模块是把低层的PMAC控制程序与上位机IPC机控制程序在逻辑上连接出来,他们的数据交换通过 DPRAM来实现。PMAC提供了一套 DLL和VxD,协助用户完成DPRAM与PMAC的可靠通信,这也使通信程序编写简单化。后台软件设计中,使用PMAC控制器,可以借助 DELTA TAU公司提供的Pcomm32.dll动态链接库,其中含有200多个函数可供调用。其中主要用的函数有:
3.3 PLC程序的编制
系统的PLC程序主要完成系统的初始化和对各种输入输出量进行监控,主要包括限位、冷却、润滑、指示灯管理、主轴电动机启停等子程序。PMAC带有内置的软PLC功能,其运行是由PMAC来实现的。当运动程序在前台有序运行时,PMAC可以在后台运行多达32个异步PLC程序。PLC程序可以以极高的采样速率监视模拟和数字输入、设定输出值、发送信息、改变增益、命令运动停止/启动等作业。PLC程序的语法采用IF—ELSE结构的类C语言,开发者很容易写出所需的PLC程序,然后利用PMAC自带的软件开发平台进行编辑、编译,最后下载到PMAC卡中运行。

4 结语
采用IPC+PMAC多轴控制器为硬件,利用Windows操作系统平台开发数控系统软件,所开发的四轴数控卷簧机系统充分发挥了IPC强大的后台管理能力和PMAC优良的实时运动控制能力,同时由于PMAC本身所具有的开放性特征,可以方便地加入系统的硬件和软件,能够根据实际需要扩展数控设备的功能,从而满足系统扩展的要求,达到更好的控制能力和更高的性能价格比的目的。
[1]沙智华,张生芳,葛研军,等.通用数控代码编译系统研究与实现[J].中国机械工程,2003,14(9):763 -766.
[2]张耀,黄文广,程文峰,等.卷簧机数控系统的开发[J].数控系统,2007,12(9):37 -42.
[3]王光明,陈伟章,陈华础.基于IPC的全自动电脑卷簧机数控系统的设计[J].机械与电子,2000,12(4):34 -45.
[4]周亚军,王伟,王剑.开放式卷簧机数控系统的设计和实现[J].数控系统,2004,12(4):9 -10.
[5]罗辉.机械弹簧制造技术[M].北京:机械工业出版社,1987.
[6]DELTA TAU DATA SYSTEM,PMAC Pewin32 software Manual[Z].DELTA TAU DATA SYSTEMS,1999.
[7]张兆隆,孙志平.基于PMAC的开放式综合数控实验系统的研究[J].装备制造技术,2007(12).
[8]赵景波,荣盘祥.C++Builder 6.0基础教程[M].北京:机械工业出版社,2004.
[9]成琼,沈耀仁.二轴八工位数控绕簧机工步分析[J].数控技术,2007(5).
[10]李淑萍,张筱云.基于PMAC的开放式数控系统的研究与应用[J].自动化技术与应用,2008(11).