卧式钢管挤压机安装的重点及技术创新
2011-09-26张世平
张世平
(中冶天工集团有限公司,天津300308)
卧式钢管挤压机安装的重点及技术创新
张世平
(中冶天工集团有限公司,天津300308)
介绍了太钢60 MN卧式钢管挤压机的安装重点及施工中采用的施工方法。通过施工技术创新,高效率、高标准地完成了设备安装工作。
卧式钢管挤压机三点调整测量二次精调穿缸技术缠绕抬吊
太钢5万t不锈钢管工程引进了当时国内最大的60 MN卧式钢管挤压机,该套设备由德国SMS-MEER公司提供,产品主要为中高端不锈钢无缝钢管,生产管径为Φ42~Φ355.6 mm,壁厚为3.5~40 mm,挤压管长度为5~30 m。
挤压机主要由前梁、后梁、张力柱、挤压筒、移动梁、穿孔针、模具等组成,挤压工艺就是对扩孔(穿孔)料进行热成型加工,使其成为热成品无缝管。
1 挤压机安装的重点
太钢60 MN卧式钢管挤压机主要由4根张力柱连接前后梁,下面两根张力柱为挤压筒和移动梁等工作部件的运行支撑,运行部件的导向定位通过4根张力柱来完成。为了保证成品挤压管的质量,前后梁的安装精度至关重要。
太钢60 MN卧式挤压机安装的重点主要有:设备底板的安装找正、前后梁的安装找正、主液压缸的现场装配和张力柱的安装。在挤压机的设备安装过程中,采用了底板三点快速找平找正法,简单又实用,大大加快了施工进度。挤压机的前后梁的标高差要求在0.05 mm内,水平度要求在0.04/1 000内,此安装误差关系到成品管的质量,为保证安装精度,施工中采用了二次调整法和新的测量方法,更加精确地保证了设备的安装精度。挤压机主液压缸可现场完成水平穿缸技术,免去了对大型起吊机具的使用。挤压机张力柱安装角度为45°,吊装时必须保证张力柱两头安装面都为45°,但张力柱较长,一车吊装很难保证两端同时为45°,因此在施工中采用了两车抬吊法,两个吊点各保证一端的吊装角度,吊装时可以单独调整每端的角度,并且就位时两端可以单独微量调整,便于安装和就位,加快了安装速度。
2 三点调整(等腰三角形)设备底座快速找平找正法
对挤压机的设备底板找平找正(示意图见图1)时,采用三点调整两块水平同时检测的方法,可以快速找平找正设备底板,方法简单易用,并且施工效率高,可大大加快施工进度。此方法具体步骤有三点。
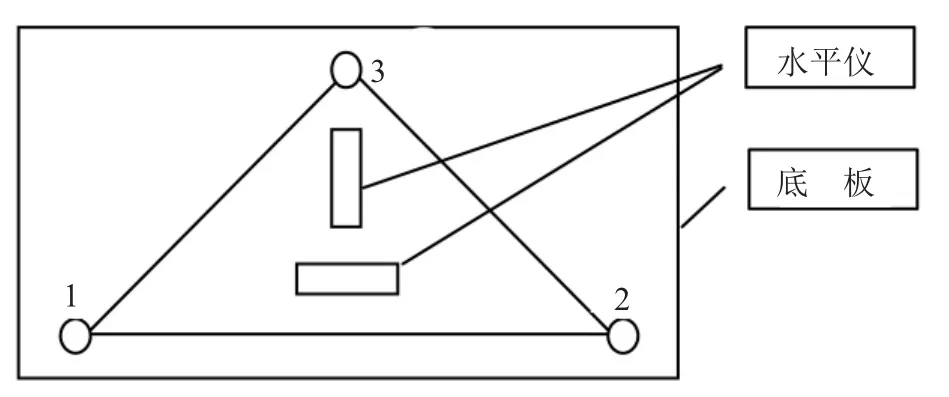
图1 底板找平找正示意图
(1)先调整等腰三角形底边位置1和2的顶丝或垫铁,调整横向水平仪水平。
(2)调整位置3的顶丝或垫铁,调整纵向水平仪水平。
(3)检测两块水平仪的水平,以同样的方法微调,即可快速找平底板。
3 挤压机前后梁标高差三点三次测量法
挤压机前后梁安装过程中,要求前后梁相对标高差公差在0.05 mm内。前后梁的标高差直接影响挤压成品管的质量,为保证其测量尽量精确,防止仪器的突然性误差对测量的影响,需保证测量仪器在合格的状态下测量,采用同时间段内三点三次测量法,在三次测量数值相差不大的情况下取平均值。水平仪测量位置简图见下页图2。
此测量方法主要有以下优点:
(1)可有效防止仪器突然性误差带来的测量不真实性。同一时间如果三次测量数值偏差太大,说明测量仪器误差超标,必须校正仪器,合格后方可测量。

图2 水准仪测量位置示意图
(2)可有效提高测量的真实性和准确性。在三次测量数值相差不大的情况(客观的测量误差)下,说明测量仪器合格,取测量平均值。
4 二次精调整时前、后梁的标高差安装精度
前、后梁是挤压机的主要部件,安装找正时应以后梁为基准找正前梁,即以固定梁找正活动梁,前梁生产时可微量地沿挤压方向移动,以释放生产时主液压缸对张力柱产生的应力。前梁与设备底板间安装有4块滑板,保证前梁与底板间的滑动,同时可精调整前梁的标高。二次精调整即通过预安装,然后通过精密测量与计算,得出4块滑板各自的准确厚度,然后上磨床加工,最后对号放入4块滑板,以确保工作状态下的前、后梁的高差和前梁的水平度。以下为二次调整方法的详细步骤。
(1)设备底板找平找正安装完毕,就位前梁安装找正时,先不放入4块滑板,而是先放入与滑板等厚度的加工临时垫铁,垫铁尺寸为150 mm×150 mm,用外径千分尺测量垫铁的厚度并做好标记和记录。
(2)测量调整前、后梁的标高差及前梁的水平度,做好记录。
(3)按照设备技术说明书将张力柱张紧。
(4)采用精密水准仪三点三次测量,记录前、后梁的标高差;用钳工水平仪测量前梁的水平度,做好记录。
(5)通过计算得出在前、后梁标高差为零和前梁水平度为0.00/1 000的理论状态下的4个支撑点的高度变化,即得出4块垫铁应该减小或增大的厚度值。
(6)按照做好的位置标记和垫铁的厚度值,分别计算出对应放置滑板的厚度,然后用磨床加工滑板保证每个滑板的厚度,并做好标记。
(7)用液压千斤顶顶起前梁,按照顺序分别取出垫铁,对号放入滑板。
(8)复测前、后梁的标高差及前梁的水平度。
5 大型液压缸柱塞现场穿缸技术
60 MN挤压机主液压缸总重73 t,其中,缸体重36 t,柱塞重37 t。为防止长路途运输对密封的损伤,对缸体和柱塞解体,单件运输,现场装配。
5.1 测量复检缸体与柱塞密封部位的配合公差
用外径千分尺测量柱塞前后两处的外径,分别90°测量;用千分杆90°测量缸体直径。
5.2 吊带缠绕法吊装柱塞
液压缸柱塞为一个柱状体,表面全部为精加工面,为防止损伤柱塞表面,更好地保护密封面,并且吊装时保证柱塞的水平,以便于调整和防止柱塞的滑动,在吊装时采用吊带缠绕式吊装法,即用一对10 t的吊带分别缠绕柱塞体一圆周后再吊装,此方法既可避免对柱塞体的磨损,又可防止刚开始起吊时柱塞的滑动。吊装简图及说明见图3,此吊装方法的优点是:缠绕式挂带具有锁紧功能,防止了初次吊装时柱塞的不平衡滑动;移动吊装位置,缠绕法锁住吊带,使吊带与柱塞间不易产生移位,从而保证吊装时可每次调整吊带的准确位置,保证吊装件的水平度;安全系数大。
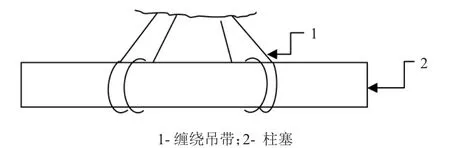
图3 吊带吊装方式示意图
5.3 方水平测量柱塞吊装的水平度
缸体与柱塞配合间隙小的只有0.34 mm,所以在缸体就位找水平后,装配柱塞时,柱塞的吊装必须水平,以方便于装配。吊装时用精度为0.02 mm/m的方水平在柱塞的正上方测量,吊装水平度控制在0.04 mm/m以内,可通过微调缠绕带的位置距离来实现。
6 挤压梁双车抬吊安装技术
60 MN挤压机张力柱安装,由于张力柱长度较长,装配时,张力柱两端与挤压机前后梁成45°;吊装时,为保证张力柱两端成45°,采用两车抬吊法,分别吊装张力柱两端;微量调整45°时,只需要调整一端,装配时两端可以实现单起单落和单独调整,便于装配。
张力柱长度约15 m,相对细长,柔性较大,一车吊装张力柱时,很难同时保证张力柱两端都为45°,并且调整时比较困难。装配时,一车吊装,两端同起同落,不便于装配。
两车抬吊吊装相对于一车单独吊装,容易保证两端的吊装角度,容易装配,节省了时间,提高了安装效率。图4为双车抬吊装示意图。

图4 双车抬吊装示意图
(编辑:胡玉香)
Abstract:This paper introduces the installation key and construction methods about the 60 MN horizontal pipe extrusion machine of TISCO.Through the construction technology innovation,high efficiency high standards of complete equipment installation work.
Key words:horizontal pipe extrusion machines,three adjustment,measure,second fine tuning, penetrate cylinder technology,twine,carried hoisting
Installation Key and Technical Innovation of Horizontal Pipe Extrusion Machine
ZHANG Shiping
(MCC Tiangong Group Corporation Limited,Tianjin 300308,China)
TG375
B
2010-12-14
1672-1152(2011)01-0062-02
张世平(1977-),男,在中冶天工集团有限公司机电安装分公司技术中心工作,工程师。Tel:13935435953, E-mail:zsp326@foxmail.com.cn
