连铸用浸入式水口的进展及展望
2011-09-26汪旭崔小朝林金保
汪旭崔小朝林金保
(太原科技大学,山西太原030024)
连铸用浸入式水口的进展及展望
汪旭崔小朝林金保
(太原科技大学,山西太原030024)
介绍了浸入式水口的结构和发展及其本质的发展历史过程,着重介绍了不同时期不同材质浸入式水口的优缺点,并对浸入式水口的发展趋势进行了分析。
浸入式水口连铸发展
连铸技术经历几十年的发展,如今欧美国及日本等国已经实现了全连铸。我国钢铁企业的连铸比已经达到了95%以上,这标志着我国的钢铁技术已接近世界先进的工艺水平。浸入式水口是连铸生产中的三大关键性功能材料之一,其使用效果直接影响着连铸技术和钢坯质量。浸入式水口的结构和材质不断改善及工艺不断优化,目的是其朝着高强度、长寿命、耐侵蚀的方向发展,也是我国连铸技术走向世界先进水平的必经之路。本文主要阐述浸入式水口的发展过程和目前使用的浸入式水口的优化。
1 浸入式水口在连铸中的位置、作用及其制作要求
浸入式水口是将水口浸入到结晶器内的钢液面下,作为浇注的管道,是钢水从中间包进入结晶器的通道,如图1所示[1]。它在保护钢流、防止钢水二次氧化、促进夹杂物上浮的同时,还改变着钢液在结晶器内的流动状态,同时,又能提高铸坯质量、防止卷渣等作用,对提高钢的质量和连铸的生产能力起着重要的作用。浸入式水口必须满足的基本条件是水口直径大小要能提供足够的钢液通量;足够高的强度和硬度;水口必须有足够的壁厚(最小10 mm),以确保其具有较长的使用寿命;耐冲刷、耐腐蚀、对钢水污染少、抗热震性好。
2 浸入式水口结构的发展
浸入式水口结构分为常用结构(单层式)和特殊结构。常用结构是根据安装的方式不同又分为内装式和外装式,如图2所示。随着连铸技术的发展,对钢材质量要求的提高以及防止浸入式水口结瘤问题而采取的措施,使浸入式水口的结构发展成了许多特殊的形式。根据浸入式水口不同部位对材质的不同要求,分为双层结构和多层结构,其结构见图3。根据水口型式,有单孔直筒型、双侧孔和箱型三种。单孔直筒型浸入式水口一般用于小方坯的浇铸(方坯连铸用浸入式水口一般采用的是四孔浸入式水口浇铸);双侧孔水口一般用于板坯浇铸;箱型浸入式水口一般用于薄板坯浇铸。根据浸入式水口底部结构对板坯结晶器内的钢液流场和温度场的影响,把浸入式水口划分为平底结构浸入式水口、凹底结构浸入式水口、凸底结构浸入式水口。根据水口的形状有漏斗形水口、喇叭形水口、牛鼻子水口、扁水口、倒Y形水口等。现阶段从水口结构优化方向发展的水口也有很多,例如,吹氢气防堵水式口、隔热狭缝式水口、内孔阶梯状水口。
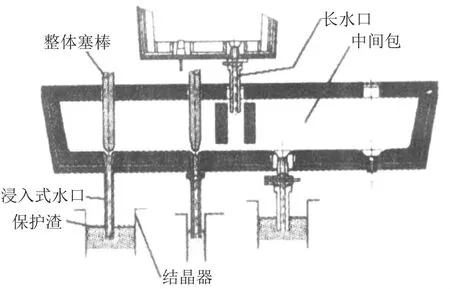
图1 浸入式水口在连铸生产中的位置
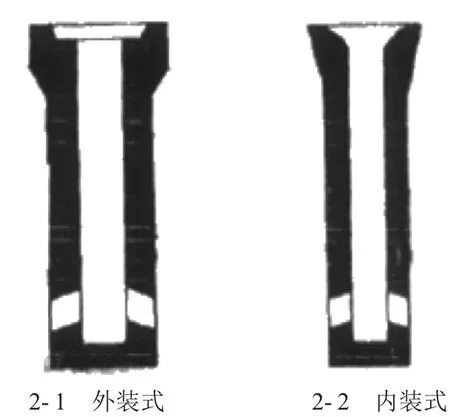
图2 浸入式水口的常用结构
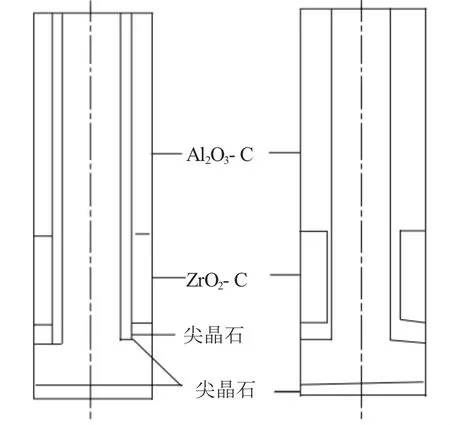
图3 浸入式水口的多层结构
3 浸入式水口材质的发展
3.1 熔融石英质浸入式水口
从20世纪60年代到70年代中期,是各种材质用作浸入式水口的探索阶段,在此阶段有黏土质、低铝黏土质、熔融石英质、黏土石墨质、高铝石墨质等,其中,以泥浆浇注成型熔融石英质浸入式水口为主。
采用熔融石英质浸入式水口的优点:石英热膨胀系数小、抗热震性好、耐冲刷、高温时黏度大、强度高、导热性低、电导率低,能够满足浇铸开始时的温度急剧变化,满足普碳钢多炉连铸操作的要求。其缺点:在1 100℃以上长期使用时,会发生向方石英的转变(即高温析晶),促使制品产生裂纹和剥落;不能浇铸含锰较高的特殊钢种,只能浇铸普碳钢和低锰钢,是由于石英与钢液中的锰发生反应形成低熔物,而使水口侵蚀加剧,使用寿命急剧下降。
3.2 铝碳质浸入式水口
从20世纪70年代末到80年代初,基本上以等静压成型的铝碳质浸入式水口为主。主要以石墨、刚玉、熔融石英、酚醛树脂等有机物为结合剂而制成的。我国于1974年研制成功了高铝—石墨质浸人式水口。1988年,中国从日本引进了技术和设备,开始建成国内第一条铝碳质水口生产线,从此A12O3—C浸人式水口得到广泛应用。
采用铝碳质浸入式水口优点:解决了锰含量较高钢种的浇铸问题;抗热震性好、耐钢水冲刷性强、对钢水污染少、长时间使用引起的温度变化小[2,3]。其缺点:耐热冲击性低,对保护渣的耐侵蚀性差;导热性差;易于产生挂渣和氧化铝附着而引起水口的堵塞;并且由于新连铸技术的采用,浇钢时的温度高,拉速高,保护渣粘度较低,所以保护渣对浸入式水口的侵蚀加剧,随后有了复合浸入式水口(铝碳-锆碳质浸入式水口)的产生。
3.3 铝碳-锆碳质浸入式水口和防堵塞式水口
从20世纪80年中期到现在,浸入式水口向材质复合化和水口结构优化方向发展。水口的复合化主要指的是铝锆碳质浸入式水口,即本体主要采用Al2O3-C质、渣线部位采用ZrO2-C质[4]。
采用铝碳锆-碳质浸入式水口优点:具有优良的抗热冲击性和抗剥落性;具有较高的机械强度及耐磨性以抵抗钢水的冲击;具有优良的抗钢水及抗渣侵蚀性能,所以使用寿命长。但由于铝锆-碳复合浸入式水口易堵塞,浇铸铝、铝-硅镇静钢时易产生水口结瘤,甚至导致水口堵塞和浇铸中断,严重影响到连铸的生产效率和钢的质量,所以又有了防堵塞的一系列浸入式水口。
现阶段的防堵塞式水口一般从两个方面来改进,一方面,是通过改进材质获得防堵塞式水口;另一方面,是通过优化浸入式水口的结构来防止浸入式水口结瘤。通过改变材质来防止堵塞,主要分两类,加入添加物改进水口材质和开发新的水口材质。加入添加剂,目的是使其与Al2O3反应生成低熔点化合物或使生成高黏度玻璃相,从而抑制氧化铝附着。添加物一般为含Ca的化合物、氟化物、硼化物、BN、B4C等。开发新的水口材质而言,现阶段开发的新型材质ZrO2-CaO-C、CaO-TiO2-C系、CaO-TiO2-ZrO2-C系材质等和SiC、B4C、Sialno系、AlN、BN等非氧化物材料,氧化物—非氧化物复合材料系统,除此之外还有无碳内衬材质系统。目前,比较成熟的主要产品是无碳A12O3-Si02系[5,6]和MgA12O4或MgA12O4-C(低碳)系内衬[7,8]。其主要优点有:防止氧化铝、金属、碳的沉积;浇注中碳钢时避免产生裂纹(具有低的热导率);浇注高氧钢时具有高的抗侵蚀性。但还不能满足高洁净钢冶炼的需要,国内现阶段正在开发无硅无碳内衬材质的浸入式水口,而无硅无碳内衬材质的研究正在研究之中,因此无硅无碳浸入式水口内衬材质水口的开发具有特别重要的意义。日本最近开发并试用了无硅无碳的浸入式水口内衬材料,通过内壁复合尖晶石材料,实机浇铸试验证明Al2O3结瘤现象明显降低了,浇铸后内壁工作表面平滑,材料具有良好的抗热震性,由于该种材料从根本上减少了氧化铝的来源,因此是一种非常有前景的防氧化铝堵塞内衬材料。
目前,我国石英质水口的使用寿命为4~5次,铝碳质水口的使用寿命为5~7次,铝碳—锆碳质复合水口的使用寿命为6~9次,所以开发的防堵塞使水口很有必要,例如ZrO2-CaO-C材质的浸入式水口在武汉钢铁集团、天津大无缝等厂家成功应用[9],因此,应加快研究开发高性能,长寿命的浸入式水口的步伐,加快产品的更新换代。

图4 浸入式水口的内腔设计图
4 现阶段生产用的浸入式水口及发展
4.1 快换浸入式水口
快换浸入式水口可在特殊的更换装置下经过1 s左右的时间内完成。它可以在不断流、不减速、不更换中间包的正常生产状态下,安全、稳定地以新的水口更换已损坏的水口。新型快速更换水口具有降低生产成本、改善使用条件、简化操作程序、提高提高铸坯收得率、钢材质量等特点,使用效果良好,因此,可以提高生产效率和经济效益,这些都是钢铁生产厂家始终追求的目标。
当需要更换浸入式水口时,将新的水口安装在中间包底部的机架上,在液压缸的驱动下,水平推动浸入式水口到滑动水口的垂直轴线位置,同时替换旧的浸入式水口(以上动作都必须在钢水浇铸的过程中完成),要保证塞棒与上水口的垂直安装,以保证结晶器液面的稳定[10],其更换装置和安装过程如图5、6所示[11]。
4.2 薄板坯连铸用浸入式水口

图5 结晶器水口快换装置
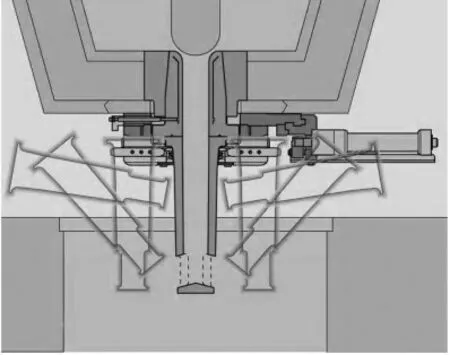
图6 更换浸入式水口
薄板坯连铸是当今一项成熟、高效的连铸新技术,而浸入式水口又是连铸技术的三大关键性功能材料之一。现阶段的薄板坯连铸连轧技术水平较高,钢坯拉速高,一般能达到3~6 m/min。薄板坯浸入式水口由水口碗部、水口本体和水口渣线组成。由于受结晶器限制,内腔结构必须保证结晶器内钢水流动稳定,水口壁薄。为了满足长时间连铸的要求,必须要求水口碗部材料的抗熔钢冲刷性好,高温强度高;水口本体的材质强度高、抗冲刷性、抗氧化性强、抗热震性好、使用安全可靠;渣线的抗侵蚀性好,以及热震稳定性好;水口整体的烘烤性能好,涂层抗氧化性能优良,无烘烤氧化现象和剥落现象发生。
薄板坯连铸连轧用浸入式水口的使用寿命主要取决于渣线的侵蚀情况,要求平均侵蚀速率小于0.07 mm/min。目前,水口渣线部位通常采用锆碳料,主要是氧化锆的化学和物理的稳定性较好,但由于是易被氧化,降低了锆碳的抗侵蚀性,现在的趋势是研制一种添加剂以提高锆碳的抗氧化性能,从而提高渣线的抗侵蚀性,例如,硼化锆能够提高其氧化性能[12],或者运用复合渣线设计来提高渣线的抗侵蚀性,例如,在水口渣线内侧再复合一多孔A12O3-C层,设计制造了A12O3-C/ZrO2-C复合渣线。
4.3 方坯连铸用浸入式水口
方坯连铸用浸入式水口一般采用的是四孔浸入式水口浇注,因为它可以有效地降低铸坯的中心偏析[13],改善铸坯表面质量,如图下页7所示。在攀钢得到应用[14],因此,大方坯连铸用浸入式水口有向多孔方向发展的趋势。其设计需要考虑到几个因素:水口侧孔倾角,浸入式水口的出口倾角可分为向上的倾角、向下的倾角和水平角三类;出孔面积比(K=∑S侧/S中);水口内腔结构,在设计水口时,要考虑水口底部和水口内壁形状;出孔形状,水口出孔的形状主要有长方形、正方形、圆形和跑道形四种;出孔孔数,在K一定的情况下,孔数的多少,决定了流股出流速度。多孔浸入式水口的开孔数也必须考虑到水口的使用寿命问题。
5 结语
随着连铸工艺的进步,水口结构向复杂化方向发展,浸入式水口的材质不断向高级化、复合化的方向发展。总之,只有同时对水口材质和结构进行改进,才能进一步提高浸入式水口的性能和寿命,更好满足连铸生产的需要。
[1]中村利男.连铸用特殊耐火材料[J].吉林冶金,1990(3):33-38.
[2]张薇,译.浸入式水口在钢连铸中的侵蚀[J].国外耐火材料,1999(2):13-19.
[3]孟桂珍,译.连铸用水口的耐火材料[J].耐火材料,1993(3):57-63.
[4]李庭寿,王泽田,等.连铸用耐火材料的技术发展耐火材料,1995,29(6):307-310.
[5]廖建国,译.防止浸入式水口内孔粘附氧化铝材质的开发[J].国外耐火材料,2001(5):8-10.
[6]廖建国,译.无碳高铝质浸入式水口的开发[J].国外耐火材料,1997(9):30-32.
[7]李存弼,译.连铸高氧钢用新型浸入式水口的开发[J].国外耐火材料,2001(1):23-26.
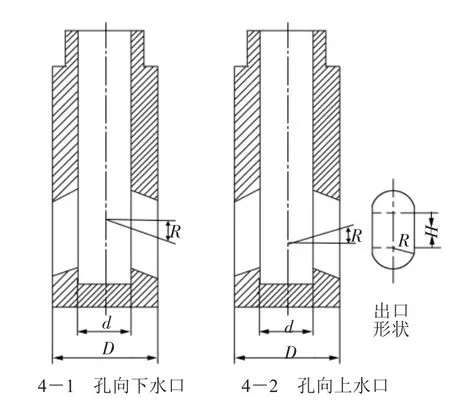
图7 四孔水口机构示意图
[8]肖英龙,译.无碳和无二氧化硅质浸入式水口的开发[J].国外耐火材料,2000(4):34.
[9]郑学杰,韩伟,等.防止氧化铝附着的新型浸入式水口[J].耐火材料,2001(2):116.
[10]杨俊锋,杜勇,余世安.快换浸入式水口发生黏结漏钢原因和预防措施[J].连铸,2008(4):6-8.
[11]刘俊日.结晶器浸入式水口快换装置在连铸生产中的应用[J].中国重型装备,2009(4):33-34.
[12]吴春,董文全,崔淑风,高雪梅,滕铁力.薄板坯连铸连轧用浸入式水口的研制[J].山东冶金,2007,29(3):93-94.
[13]于学斌,李小虎,郭唐瑜,朱志强,启龙.方坯用四孔浸入式水口操作参数的优化[J].连铸,2006(2):4-6.
[14]高泽平,苏振江.大方坯连铸结晶器浸入式水口结构优化[J].炼钢,2008,24(2):42-45.
(编辑:苗运平)
Abstract:The paper introduces the development of the construction and materials of the submerged nozzle in the continuous casting process.It places emphases on the advantage and shortcomings of submerged nozzle of different materials at different phases.It analyses development trend of submerged nozzle.
Key words:submerged nozzle,continuous casting,development
Process and Prospect of the Submerged Entry Nozzle for Continuous Casting
WANG XuCUI XiaozhaoLIN Jinbao
(Taiyuan University of Science and Technology,Taiyuan 030024,China)
TG249.7
A
2011-01-06
1672-1152(2011)01-0001-04
汪旭(1986-),男,现为太原科技大学应用科学学院工程力学硕士生。Tel:15135153292,E-mail:wx861119@126.com
