大型空心环类锻件冲孔用十字对中量规设计
2011-09-25杨晓禹
杨晓禹
(中国一重天津重型装备工程研究有限公司,天津300457)
重型容器锻件如加氢反应器筒体、核电压力容器中的堆芯筒体、蒸汽发生器的上下筒体以及锥形筒体等空心锻件的锻造过程包括:镦粗、冲孔、芯棒拔长、扩孔出成品。其中对筒节锻件的形状、尺寸、质量影响较为关键的一步是冲孔。如果冲孔中心线与坯料中心线偏离较大,锻件在后续的拔长、扩孔成形过程中很容易使筒体呈椭圆。虽然在后续的扩孔中可以通过调节扩孔砧子与坯料的位置关系,或通过调整马架的高度差来消除椭圆,但是生产中操作难度很大。
实际生产中,重型容器由于锻坯尺寸大,温度高工人不便于接近,同时也没有合适的量具来使冲孔用的头冲子与坯料对中。生产中一般是两个工人视线在同一水平面内呈90°角,通过目测坯料上端面外圆与头冲子外圆之间前后、左右的距离来大概判断对中。这样人为因素、偶然因素影响很大,同时这种过程耗时较多,对高温锻造成形是很不利的。因此,迫切需要开发设计一种简便易行,不增加岗位人员劳动强度的对中找正工具。
1 量规设计
在生产中一般是用吊钩或吊链将头冲子先起吊到坯料上端面,然后通过两个工人视线在同一水平面内采用正交的方式,在两个垂直方向对中来确定头冲子与坯料间的对中关系。据此,设计了大型空心环锻件冲孔用十字对中量规见图1。
在中间环体上正交布置四个量尺,量尺通过焊接在环体上的量尺夹持结构夹持,在不用时可以将其抽出,便于存放。同时环体上焊接起吊结构,用于将整个量规挂到天车链条上。量尺上的尺寸每100 mm做数字标识,量尺最小刻度为cm级,这样可以使字体较大,便于在较远处读取,精度也能满足生产需要。在测量时读取数m,再加上中间环体外壁半径R,即m+R为测得半径值,测得同一直径上的两个值后相减除2即为量规需要调整值。直至两个方向均对中为止。
2 十字对中量规使用方法
(1)找合适尺寸的头冲子;
(2)将量规环体套上头冲子,均匀调节量规环体上的调节螺栓,使环体与头冲子间隙均匀;
(3)把四个量尺插入尺槽中,并插好销子;
(4)量规两付链条挂到天车链条下端;
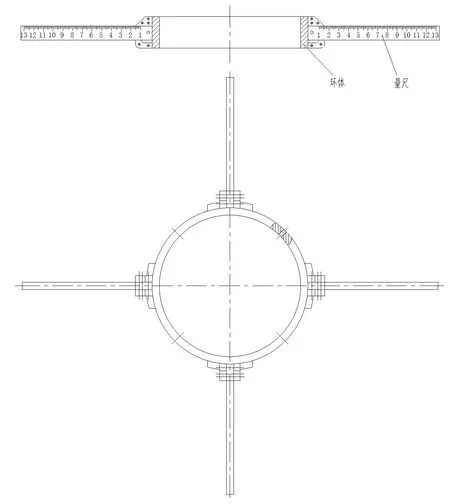
图1 十字对中量规设计简图Figure 1 Sketch of cross-shaped centering alignment gauge design
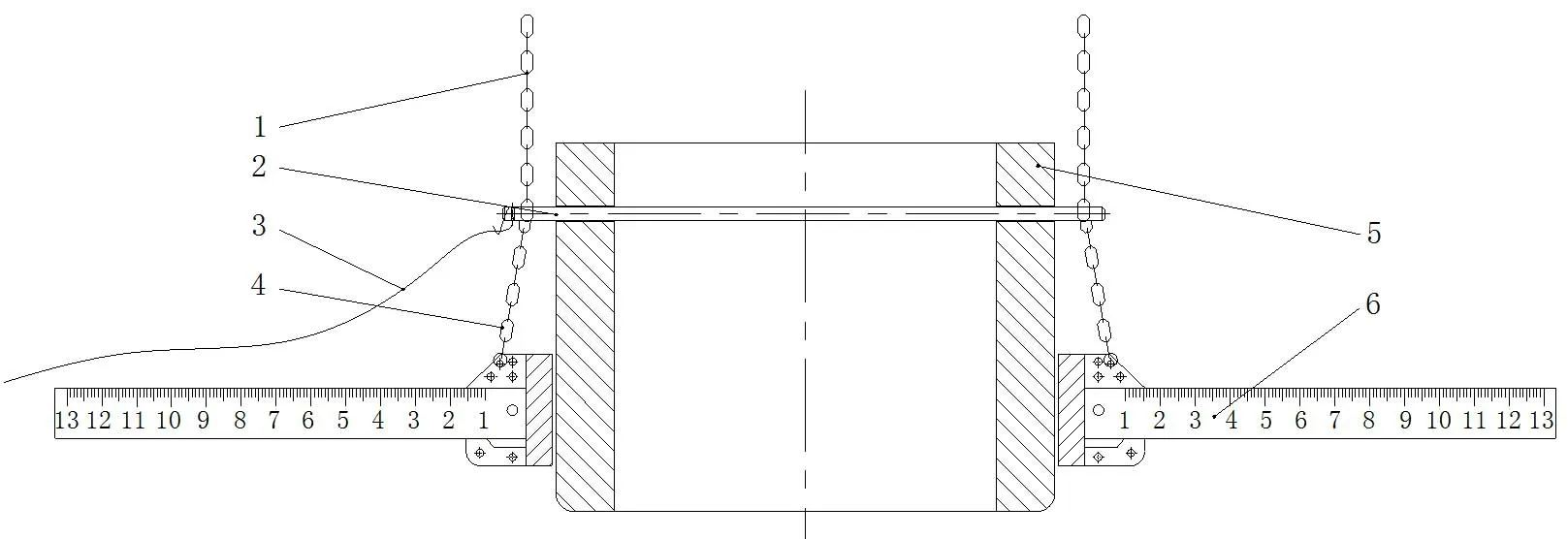
1—天车链条 2—销轴 3—钢索 4—十字对中量规起吊链条 5—头冲子 6—十字对中量规图2 十字对中量规的使用过程简图Figure 2 Sketch of cross-shaped centering alignment gauge using method
(5)将系好钢索的销轴插入头冲子销孔;
(6)天车链条挂上销轴两端,这时可以开动天车起吊头冲子连同十字对中量规到坯料上端,进行对中,使用过程见图2;
(7)头冲子与坯料对中结束,天车链条稍微落下,用钢索从头冲子销孔中拉出销轴,然后天车起吊,这样十字量规可以从坯料顶部吊下。整个对中工作结束。
3 优点与不足
为解决生产中的难题,根据实际工作经验,结合冲孔时头冲子与坯料的对中过程及其工作原理,设计了十字对中量规。该设计满足了生产需要,简便易行,没有增加操作人员劳动强度,同时具有以下优点和不足之处:
(1)相对提高了对中精度,有利于提高空心类锻件质量;
(2)通过使用十字对中量规可以大大减少对中时间,有利于提高筒节生产效率;
(3)锻件坯料可以较高温度返炉,有利于节能;
(4)量尺在操作过程中由于接触高温坯料而易变形或被撞弯;
(5)量尺刻度在每次使用时需要用粉笔涂亮刻度数字。
