限位块锻件的生产工艺
2011-09-25曹虹
曹 虹
(武汉重工铸锻有限责任公司技术部,湖北430084)
我公司承接了高强度船体结构用限位块锻件的供货合同,材料为碳锰钢。锻件化学成分要求符合德国GL船级社规范,而力学性能指标中的屈服强度大大超过了船规的要求,且要求做-20℃低温冲击试验。
1 技术要求
化学成分要求见表1。力学性能要求见表2。力学性能试样为纵向一拉三冲,AKV(-20℃),具体取样位置见图1。超声波探伤按JFSSI3—1982验收。热处理状态为淬火+回火。零件尺寸为900 mm×550 mm×325 mm,粗加工尺寸为910 mm×560 mm×335 mm。
2 试验结果及分析
按照以上技术要求,经过冶炼、锻造、粗加工及淬火(全油冷)+回火后进行了化学成分及力学性能检验。

表1 化学成分要求(质量分数,%)Table 1 The chemical composition requirements (mass fraction, %)
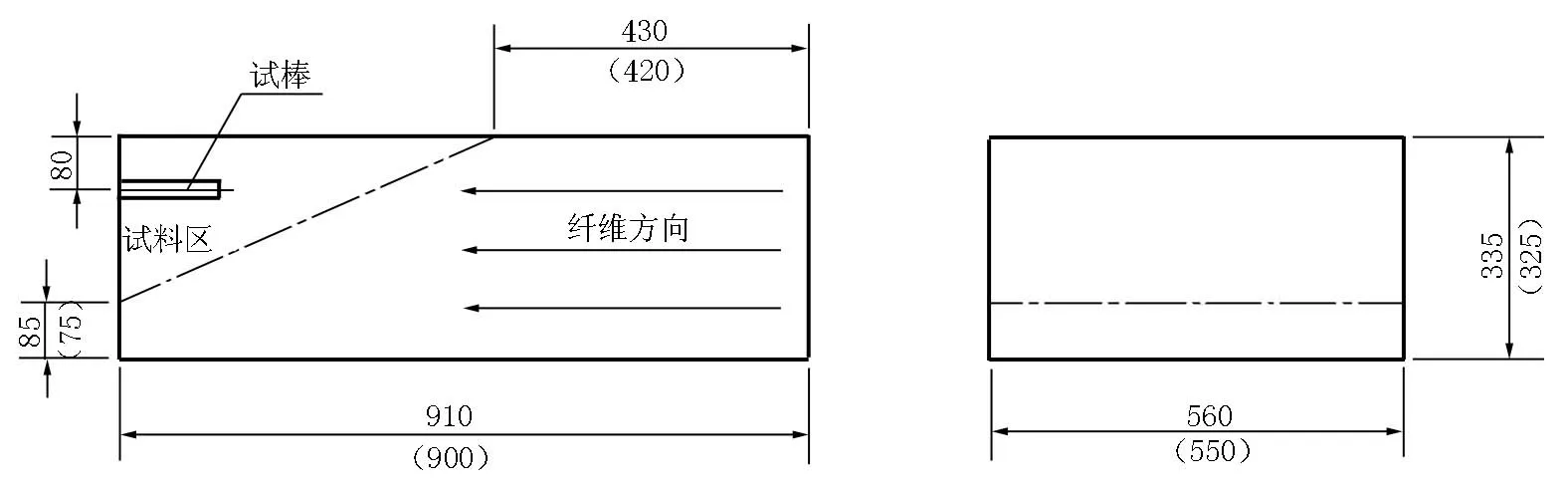
图1 取样位置图Figure 1 The sampling location

Rm/MPaRp0.2/MPaA5(%)Z(%)AKV2(-20℃)/J500~620≥360≥18≥45平均值≥27
化学成分检验结果见表3。由表3可见,限位块实际成分符合表1的要求。力学性能试验结果见表4。从表中数值可看出屈服强度指标不能满足标准要求,低温冲击值富余超过100 J。对试验结果分析后认为,由于验收条件中屈服强度及冲击值都超出了GL船规的要求,所以全油冷的淬火方式已满足不了性能要求。

表3 限位块的化学成分(质量分数,%)Table 3 The chemical composition of set blocks(mass fraction, %)
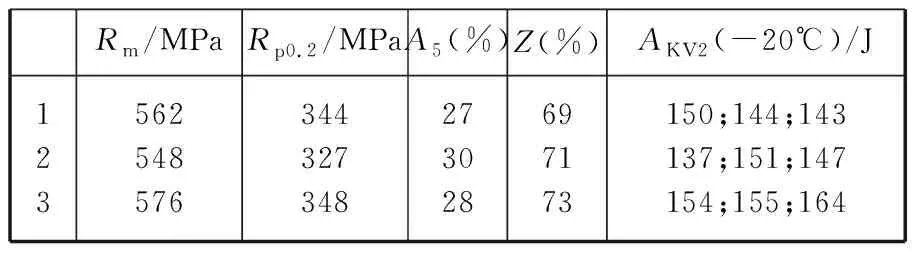
表4 限位块调质后的力学性能Table 4 The mechanics performance of set blocks after quenching and tempering treatment
3 工艺改进
为了确保达到用户要求,从以下几方面对原工艺进行了改进。
3.1 新的工艺路线
确定新的工艺路线是:钢包精炼真空处理→大气铸锭→锻造→退火→粗加工→超声波探伤→热处理→力学性能试验→超声波探伤。
3.2 冶炼工艺
配料时,加入适量的优质还原铁、生铁、优质废钢,使还原铁和生铁之和达到40%以上。严格控制硫、磷含量,有效地抑制钢的冷、热脆性。采用30 t电炉精炼后进行真空处理,真空度≤133 Pa,保持(12~15)min。每吨钢用0.5 kg Si-Ca进行终脱氧以改变夹杂物形态。尽量降低钢中P含量,确保成品钢中P、S≤0.015%,用下注的方式大气铸锭。对化学成分进行控制,针对力学性能要求在调整C、Mn含量后,加入了少量的合金元素作为强化元素,以提高材料的强度和韧性指标。
3.3 锻造工艺
钢锭升温加热到1 200~1 250℃,保温一定时间后开始锻造。锻造采用镦粗→拔长→再镦粗→再拔长成型的步骤,锻后退火处理。具体成型图及锻件规格见图2。
3.4 热处理工艺
限位块粗加工后转入热处理厂进行淬火+回火热处理,冷却方式由全油冷改变为水淬油冷,热处理工艺曲线见图3。

图2 锻造示意图Figure 2 Forging schemes
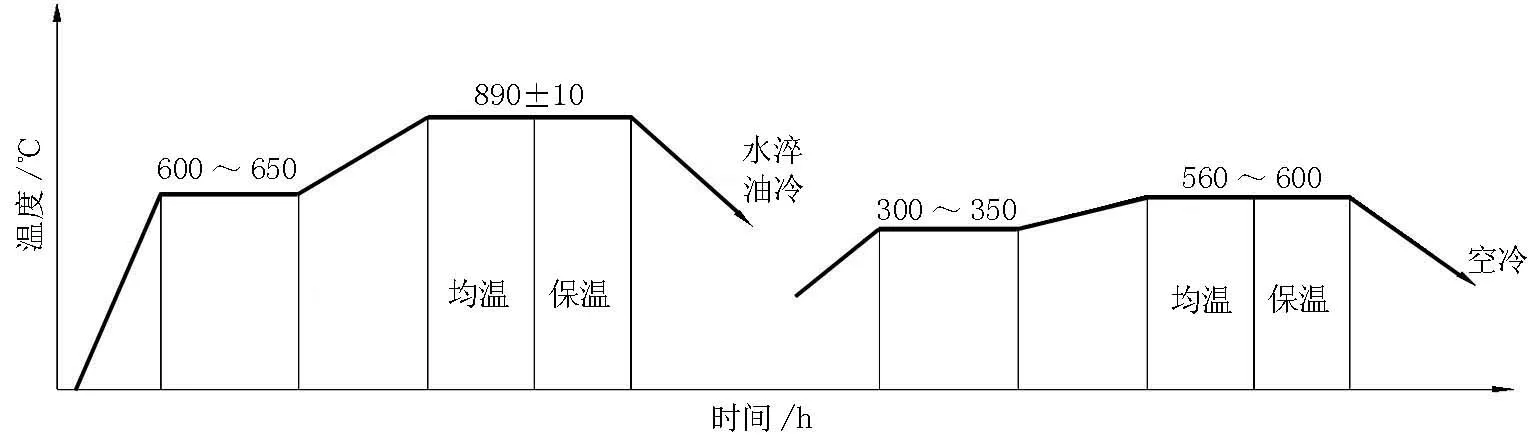
图3 淬火+回火工艺Figure 3 Quenching+tempering technology
3.5 改进工艺后的试验结果
采用改进后的工艺生产的限位块力学性能检验结果见表5。
由表5可知,强度指标、塑韧性指标均满足限位块锻件的技术要求。
限位块锻件按JFSSI3—1982标准超声波探伤符合要求。

表5 限位块最终力学性能检验结果Table 5 The eventually mechanics performance test results of set blocks
4 结果分析
(1)为获得良好的综合力学性能,冶炼中尽量降低P、S含量,C、Mn含量则按规定的上限调整,且钢中适当加入Cr、Ni、Mo微量元素,同时提高对有害元素Cu的控制。通过以上炼钢手段降低了钢中的夹杂物含量,提高了钢水的纯净度,在满足超声波探伤要求的条件下也提高了材料的强度和低温冲击韧性。
(2)在锻造方面两镦两拔的塑性变形破碎了钢锭中粗大的初生树枝状结晶和柱状结晶,产生重要的细化晶粒作用,并且使锻件中的疏松、孔洞等缺陷完全焊合,锻件组织更加均匀细化、致密,对提高强度及低温冲击韧性大有帮助。尤其对低温冲击韧性影响很大,使冲击结果富余量很大。
(3)热处理方面采用水淬油冷的双液淬火法,利用水的较强的冷却能力避免过冷奥氏体的分解,以获得更多的马氏体组织,进一步提高屈服强度,同时利用油的慢冷有效降低产品的变形和开裂倾向。控制好回火温度可使产品的力学性能满足技术要求。
5 结论
(1)限位块锻件晶粒越细小,低温冲击韧性越高,塑性也越好。
(2)提高锻件用钢的纯净度和采用两镦两拔的锻造工艺从两方面提高了锻件的组织致密性及均匀性,在提高强度及低温冲击韧性指标的同时保证了探伤合格率。
(3)热处理淬火采用水淬油冷的冷却方式,可以有效的提高限位块锻件的屈服强度,获得良好的综合力学性能。
