论绝对编码器
2011-09-11龚仲华
龚仲华
(常州机电职业技术学院,江苏常州 213164)
论绝对编码器
龚仲华
(常州机电职业技术学院,江苏常州 213164)
说明了数控机床所使用的增量编码器、旋转变压器、绝对值编码器、绝对编码器以及光栅编码器与磁栅编码器的特点与区别,指出了绝对编码器的本质,介绍了绝对位置输出的方式与接口。
数控机床 编码器
当代数控机床所使用的位置编码器形式众多,有增量编码器、绝对值编码器、旋转变压器与绝对编码器、光栅与磁栅编码器、串行编码器与并行编码器等,以至于很多CNC技术人员都不易辨别,特别是“绝对值编码器”与“绝对编码器”的概念在很多场合均未深入说明,易引起人们误解。本文将对以上问题进行分析与说明。
1 增量编码与绝对值编码
编码器是用于电动机转子轴(或滚珠丝杠)角位移检测的测量器件,其位置编码方式有增量计数与绝对值输出两类,前者需要通过计算输出信号的数量来确定实际位置(角度),称增量编码器(Incremental Encoder);后者的检测信号可以直接反映实际位置,称绝对值编码器(Absolute-value Encoder)。
增量编码器的输出信号为两相计数脉冲(A/B相)与零脉冲(Z相),通过对零脉冲的计数可确定电动机轴(或丝杆)的回转圈数;A/B两相计数信号用来确定360°范围内的相对角位移与鉴别转向。增量编码器的三相信号并行传送,信号形式可为TTL脉冲、HTL脉冲或1 Vpp正余弦信号。早期的增量编码器多为TTL、HTL方波脉冲输出,外部只能进行2或4细分,其位置分辨率通常在微米级;高精度增量编码器多采用1 Vpp正余弦输出,输出可根据幅值、相位进行细分,细分倍率可高达214(16 384,误差1%以内),检测分辨率可达纳米级。一般意义上的增量编码器内部无存储器件,故不具有断电数据保持功能,数控机床必须通过“回参考点”操作来确定计数基准与进行实际位置“清零”。
绝对值编码器的输出可直接反映360°范围内的绝对角度,绝对位置可通过输出信号的幅值或光栅的物理编码刻度鉴别,前者称旋转变压器(Rotating Transformer);后者称绝对值编码器(Absolute-value Encoder)。旋转变压器的输出通常为每转1周期的正余弦信号(多极旋转变压器可输出多个周期),通过幅值细分可得到绝对角度;旋转变压器的测量误差较大(0.233°左右),故除 SIEMENS外的其他CNC生产厂家一般很少使用。
绝对值编码器设计有多通道平行的物理编码刻度光栅与相应的光电转换器件,360°圆周位置用等分的二进制或格雷编码数据表示。由于结构、制造难度、成本等方面的原因,绝对值编码器的编码刻度一般不超过13通道,每转的位置编码在213(8 192)以下,位置分辨率为0.044°,测量误差在0.017°左右。为了提高位置分辨率,此类编码器往往附加有1 Vpp正余弦增量检测通道,通过增量信号的细分,每转的绝对位置输出可高达225(33 554 432)~227(134 217 728)。因此,绝对位置数据需要通过串行接口输出,而附加的增量信号则可直接输出(称SSI接口)。这样的绝对值编码器可直接作为增量编码器使用。
绝对值编码器用于回转轴角度检测时可直接鉴别绝对位置,它既不需要后备电池保持数据,也不需要进行回参考点操作;但编码器的位置数据不能通过控制器(如CNC)调整与改变。在半闭环控制的直线轴上,由于大范围的位置测量信号必然是相隔360°的周期性重复信号,即便采用这样制造难度大、成本高的绝对值编码器最多也只能区分360°以内的转角,其实际意义并不大,故直线轴的绝对位置检测一般使用的是绝对光栅尺。
2 绝对编码器
为了提高位置分辨率、简化结构、降低制造难度与成本,目前数控机床经常使用一种通过后备电池保存位置数据的增量编码器,它可起到绝对值编码器同样的效果,故称“绝对编码器(Absolute Encoder或Absolute Pulse Coder)”。绝对编码器内部安装有存储零脉冲计数值与增量计数值等位置数据的存储器,断电时数据可通过后备电池保持,CNC在开机时能够自动读入位置数据,故同样不需要进行回参考点操作。
从严格意义上说,“绝对编码器”只是一种能够保存位置数据的增量编码器,属于“栅式测量”器件的范畴。所谓“栅式测量”是将测量行程以“栅”为单位划分为多个测量周期,一个“栅”内的测量输出为绝对值信号(如正弦波)、全程为多个“栅”输出的重复。“栅式测量”本身就是一种没有绝对位置概念的增量测量方式,故必须通过零标记来确定计数的起点,一旦断电,位置数据便消失,这就是采用增量编码器的数控机床开机时必须进行回参考点操作的原因。当前数控机床所使用的绝对编码器本质上也是一种栅式测量器件,一旦取下编码器的后备电池,其位置数据同样也将消失;这种编码器如果不使用后备电池,就成了串行输出的增量编码器,因而在绝大多数场合两者可以通用。
3 编码器附加检测信号
数控机床所使用的交流伺服电动机为永磁同步电动机,驱动器的逆变管必须根据转子的实际位置进行切换,因此,伺服电动机内置式编码器通常集成有转子绝对位置检测电路,以输出逆变管切换控制所需的电子换向信号。绝对值编码器的电子换向信号可直接从绝对位置输出信号上获得;其他编码器的转子绝对位置检测有两种方法:一是在光栅上增加转子位置检测通道(称为Z1通道),Z1通道的输出为类似于旋转变压器的每转1周期正余弦信号,但其位置检测分辨率通常只有±5°;二是在光栅上附加3~4通道二进制编码刻度,其位置检测分辨率为45°或22.5°。此外,部分内置式编码器还带有电动机温度检测器件。
在增量编码器上,转子位置检测信号输出有专门的正余弦输出或二进制编码脉冲输出通道;温度测量信号一般以“触点”的形式提供到外部。在串行输出的绝对编码器上,转子位置检测数据、温度测量数据可通过串行接口以附加信息的形式传输到CNC或驱动器。
4 光栅与磁栅编码器
从测量原理上看,常用的位置测量器件有感应同步器(亦称电栅)、光栅、磁栅、容栅和球栅5类,它们都是以mm、英寸或(°)、rad为测量单位的栅式测量器件。光栅与磁栅是数控机床常用的测量装置。
光栅利用的是莫尔条纹与光电转换技术,采用这一技术的旋转编码器(Rotary Encoders)也属于光栅的范畴。光栅可通过Merton-NPL(塑料复制)、照相复制、DIADUR(玻璃基板蒸发镀铬光刻复制)等工艺制造,其结构简单、生产成本低;光栅的莫尔条纹有栅距放大与误差平均的作用,故栅距可做得很小;它是数控机床最为常用的测量器件。
光栅编码器通常集成有放大、整形与细分电路,其测量分辨率决定于每转的物理刻度数与电路的细分倍率。物理刻度数与编码器外形尺寸有关,就目前的制造技术水平,φ80 mm以下编码器的物理刻度数通常在213(8 192)线/r以内,φ80~150 mm编码器可达214(16 384),φ150 mm以上编码器可达215(32 768);而1 Vpp正弦波信号的细分倍率则可达到214(16 384);故光栅编码器的测量分辨率可高达227(134 217 728)~229(536 870 912)脉冲/r;完全可满足高精度机床的需要。光栅编码器通过光电转换产生的信号为近似的正弦波,由于检测信号较弱,当转速超过12 000 r/min时条纹将难以分辨,故常用于转速在 6 000 r/min以下的伺服驱动系统,而很少用于高速主轴的位置测量。
磁栅利用的是电磁转换技术,磁栅同样可制成旋转编码器的形式,经放大、整形后的输出一般为1 Vpp的正余弦信号。磁栅的磁极布置需要一定的间距,栅距很难做到0.4 mm以下,因此,φ80 mm以下的磁栅编码器其每转输出一般在29(512)周期以内,细分后的测量分辨率为223(8 388 608)脉冲/r,低于光栅编码器。同样,由于结构所限,磁栅编码器也很难像光栅编码器那样通过物理刻度来进行绝对位置的编码,故磁栅编码器通常不能制成绝对值编码器。磁栅编码器通过电磁转换得到的检测信号较强,在转速超过40 000 r/min时编码器仍然可以分辨位置。由于以上特点,在数控机床上磁栅编码器多用于高速主轴的位置测量。
5 绝对位置的输出
一般而言,光栅增量编码器的输出为并行传输的TTL脉冲、HTL脉冲或1 Vpp正余弦信号;磁栅增量编码器的输出为并行传输的1 Vpp正余弦信号;光栅绝对值编码器与绝对编码器的输出数据则采用串行接口传输,故又称“串行编码器”。
串行编码器设计有串行数据转换与双向数据传输的差分线驱动电路,接口符合RS485规范。利用双向数据传输,CNC或驱动器不仅可读出编码器的回转圈数(零脉冲计数)、360°范围内的相对位置(增量计数值)等数据得到绝对位置值;在使用后备电池保持数据的绝对编码器上,还可从CNC或驱动器向编码器写入数据,进行绝对位置的设定与调整。
数据的串行传输有规定的格式要求(通信协议),上级控制器必须按照通信协议进行数据读写操作。通信协议有开放性通用协议与CNC生产厂专用协议两类,前者用于通用型编码器;后者用于OEM方式生产的伺服电动机内置式编码器。
以HEIDENHAIN公司产品为例,通用接口可以为EnDat2.2、PROFIBUS - DP、SSI等。EnDat2.2 为 HEIDENHAIN开放性双向传输串行接口,位置数据的长度为2~3字,从最低位(LSB)开始传输,传输速率为2 Mbit/s(延时补偿后可达16 Mbit/s,与传输距离有关);SSI为附加有两通道1 Vpp正/余弦增量输出、转向与清零输入等信号的双向传输串行接口,位置数据的长度为2字,从最高位(MSB)开始传输,最高传输速率为1 Mbit/s。PROFIBUS-DP为开放性现场总线接口,编码器以“从站”的形式链接到PROFIBUS现场总线网上,位置数据的长度为2字,最高传输速率可达12 Mbit/s;编码器有总线输入与输出2个连接端,内部有从站地址设定端与终端电阻。
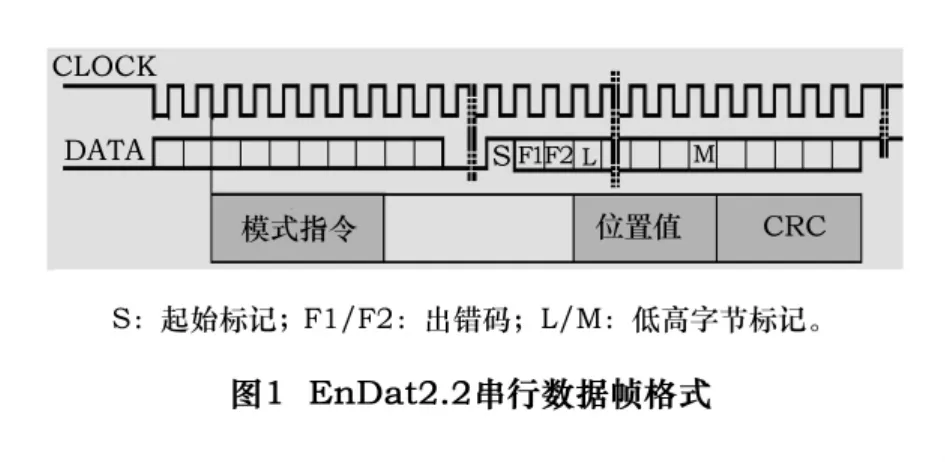
采用开放性协议的串行传输数据格式如图1所示(以EnDat2.2为例,其余类似),“数据帧”由冗余模式选择码(6 bit)、起 始 标 志 S(1 bit)、出 错 码F1/F2(2 bit)、位置数据(16~48 bit)、低高字标志 L/M(1 bit)、循环冗余校验码CRC(5 bit)等组成,如需要还可附加其他信息。串行接口需要连接时钟(CLOCK)与数据(DATA)两组信号线。
专门为CNC生产厂家配套生产的伺服电动机内置式绝对编码器(OEM编码器)使用的是CNC生产厂家的专用通信协议,如FANUC01、FANUC02、Mitsubishi Mit02-04等,SIEMENS伺服电动机内置编码器可直接采用EnDat2.2接口。OEM编码器的通信协议对用户不开放,位置数据的传输格式与EnDat2.2类似,但编码器存储有ID号、伺服电动机规格与型号等CNC生产厂商信息,数据通信只有CNC生产厂家才能激活。由于通信协议为专用、数据传输的速率固定不变(如 FANUC01为1 Mbit/s、FANUC02为2 Mbit/s等),因此OEM编码器一般不需要连接时钟脉冲。
6 结语
综上所述,编码器作为一种典型的位置检测器件,其含义随着技术的发展与进步已发生了相应的变化。目前数控机床所使用的绝对编码器本质上只是一种能够通过后备电池断电后保持位置数据的增量编码器,这一点往往在很多场合被人们所混淆,希望本文能够为读者澄清概念提供帮助。
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
On the absolute encoders
GONG Zhonghua
(Changzhou Institute of Mechatronic Technology,Changzhou 213164,CHN)
This article illustrates the features of incremental encoder,resolver,absolute - value encoder,absolute encoder,grating encoder and magnetic grid encoder used on CNC machine tools,and their differences are explained as well,then points out the essence of the absolute rotary encoder and introduces the output method and interface for absolute positions.
CNC Machine Tool;Encoder
TH712
A
(编辑 谭弘颖)(
2010-11-12)
110743
