频谱谐波时效技术在机床零件加工中消除应力方面的应用研究
2011-09-29王伟顺姬国栋全博文姜春雨
王伟顺 姬国栋 全博文 姜春雨
(齐重数控装备股份有限公司,黑龙江齐齐哈尔 161005)
对于振动过程的机理,国内外已经进行了大量的研究工作,取得了以下的共识:振动就是对金属构件施加周期性的作用力(动应力σ动)。在振动过程中,施加到金属构件各部分的动应力σ动与内部残余应力σ残叠加,当叠加幅值大于金属构件的屈服极限σs,即σ动+σ残≥σs时,这些点晶格滑移,产生微小的塑性变形,达到释放残余应力的目的。
从微观上看,只要温度在绝对零度以上,金属原子始终处于运动中,由于残余应力的影响,这些原子处于不平衡运动状态。但他们力求回复平衡位置,这就需要能量。振动时效就是给金属构件提供机械能,使约束金属原子复位的残余应力释放,加快金属原子回复平衡位置的速度。
从金属物理学上看,振动时效的过程,实质上是金属材料内部晶体位错运动、增殖、塞积和缠结的过程。由于金属材料存在位错,所以在构件内部产生的交变动应力与内部的残余应力相互叠加,在应力较高的区域,就可产生位错滑移,出现微小塑性变形。位错滑移是单向进行线性累积的,当微应变累积到一个宏观量,金属组织内残余应力较大处的位错塞积得以交替开通,局部较大残余应力得以释放,构件宏观内应力随之松弛,使残余应力的峰值下降,改变了构件原有的应力场,最终使构件的残余应力减小并重新分布,达到一个相对的平衡状态。位错塞积后造成位错移动受阻,从而强化了基体,提高了构件抗变形能力,使构件的尺寸精度趋于稳定。
振动时效技术虽然在高效、节能、环保等方面有着非常明显的优势,但也存在几十年未能解决的障碍性难题:
(1)应用面窄,约23%:一般振动时效设备频率范围为0~166.7 Hz,机械制造业超过这个范围的高刚性、高固有频率工件有77%之多,对这些工件无法振动。
(2)效果差:通过在振动时效设备频率范围内扫描寻找到的振动频率非常少,有效振型太少,无法进行多维残余应力消除,处理效果很难达到热时效效果。
(3)操作复杂、效果不稳定:传统振动时效设备处理工件时,调整激振点、支撑点和拾振点很繁琐,而且很难达到最佳状态,百种工件,制定百种工艺。完全靠操作者技能和经验来调整振动时效工艺参数,不同的人使用,带来不同的处理效果,这样很难纳入正式生产工艺。
(4)噪声污染严重:在工件固有频率附近振动,噪声极大,工作现场环境恶劣。
21世纪初,一种新的振动时效技术在中国出现,它突破了原有振动时效的技术瓶颈,开创了振动时效应用的一个全新时代。因其独特的找频与频率处理方式,被称为频谱谐波时效技术。频谱谐波时效技术采用傅里叶方法,不需扫描,对工件进行频谱分析,找出工件的十几种谐波频率,优选出对消除工件残余应力效果最佳、不同振型的5种谐波进行时效处理,达到多维消除应力、提高尺寸精度稳定性的目的,已于2009年12月被列为《国家重点节能技术推广目录(第二批)》。具体特点如下:
(1)采用频谱分析技术,解决了亚共振模式因激振器频率范围限制而不能对高刚性固有频率工件进行振动处理的难题,把振动时效在机械制造领域的应用面从23%提升到近100%。
(2)对所有工件都能分析出几十个谐振频率优选处理效果最佳的5种振型频率,2种备选频率,从而解决了亚共振模式不能对残余应力呈多维分布,精度要求高、结构复杂的工件进行时效处理的难题。多种振型多方向与工件多维残余应力充分叠加,使处理效果显著优于热时效和传统的振动时效(亚共振时效)。
(3)自动确定振动时效工艺参数,对激振点、支撑点、传感器位置无特殊要求,对振动参数的自动选取,自动优化,对操作者的要求降低,从而解决了亚共振模式必须依靠操作者经验来选取振动工艺参数,且处理效果各异,以至很难纳入正式工艺的缺陷。
(4)由于采用6 000 r/min以下的低频谐波,振动处理时噪声很小。
1 试验的目的和方法
1.1 试验目的
通过传统亚共振时效消除应力与频谱谐波时效消除应力的对比工艺试验,验证消除应力控制变形的有效性方法。
1.2 试验方法
由于工件残余应力测量比较困难,目前尚无比较理想的测量方法,因此,采用实际测量各种情况下的变形量(几何精度),并对这些数据进行分析和评价。
2 消除应力工艺试验
2.1 双柱立车滑板件试验(如图1)
材料:HT250;
尺寸:1 725 mm×1 705 mm×240 mm;
重量:2 857 kg;
工艺要求:平面度:0.015 mm,平行度0.01 mm;
试验件数量:6件;
加工工艺流程1:毛坯—粗加工—精加工;
加工工艺流程2:毛坯—粗加工—频谱谐波时效—精加工;
加工工艺流程3:毛坯—频谱谐波时效—粗加工—频谱谐波时效—精加工。

为了保证试验数据的有效性,所有试件均采用相同的材料(同一批原材料)、相同的加工设备、相同的刀具、相同的切削参数。试验结束后随即进行测量,测量结果如表1~3所示。试验结束后放置两月再次进行测量,结果同样也列入表1~3中。
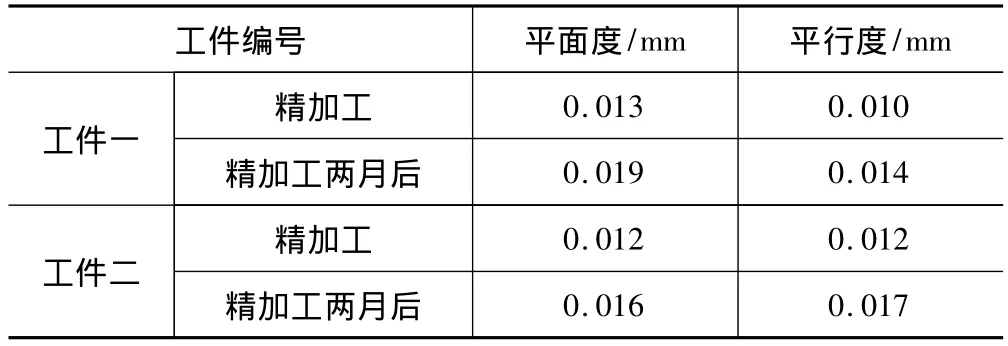
表1 工艺流程1
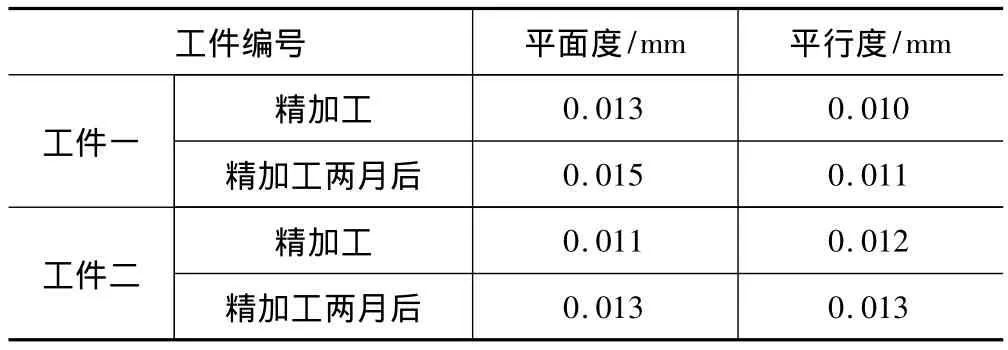
表2 工艺流程2

表3 工艺流程3
2.2 DVT500系列滑枕件试验
进行频谱谐波时效消除应力(如图2)、亚共振消除应力和不进行消除应力3种情况下的加工试验,3件滑枕精加工后测得的精度一致性在0.01 mm以内,经过2个月后实际测量的变形量见表4。
材料:45号钢;
尺寸:240 mm×240 mm×4 905 mm;
质量:2 250 kg;
工艺要求:平行度:0.015 mm,直线度 0.01 mm,垂直度0.015mm;
试验件数量:3件。
为了保证试验数据的有效性,所有试件均采用相同的材料(同一块原材料)、相同的加工设备、相同的刀具和相同的切削参数。


表4 两个月后检测的数据
3 数据分析
表1~3数据表明,经过两次频谱谐波时效处理的工件效果更好,这样不仅消除毛坯的铸造应力,同时消除因为粗加工产生的机加应力,保持工件尺寸稳定性。
表4数据表明,亚共振和频谱谐波与不作时效对比:平行度分别提高1.42倍和2.25倍;直线度分别提高4.7倍和5.22倍;垂直度分别提高2倍和3.1倍。频谱谐波时效处理的工件尺寸精度的经时稳定性好于亚共振的工件,更好于不作处理的工件。
4 频谱谐波时效技术应用的未来
取代热时效是发展趋势:人类进入工业社会以来,先后出现了三次意义深远的伟大变革,这三次工业革命分别以十八世纪蒸汽机的发明、十九世纪初发电机的发明和二十世纪中叶电子计算机的发明为重要标志。这三次变革推动了社会生产力的迅速发展,影响和改变了人们的生活方式。但也严重破坏了人类生存的环境,使人们在改变生活的同时,不得不面对越来越严峻的环境问题。资源是不可再生的,破坏的环境是很难逆转的。节约能源,减少排放已经成为各国政府的工作重点。在机械制造行业,一些明显高能耗、高污染的工艺手段,会受到很大的限制。振动时效与热时效相比有着不可比拟的节能减排优势,而且在其他方面也有部分优于热时效(如表5)。
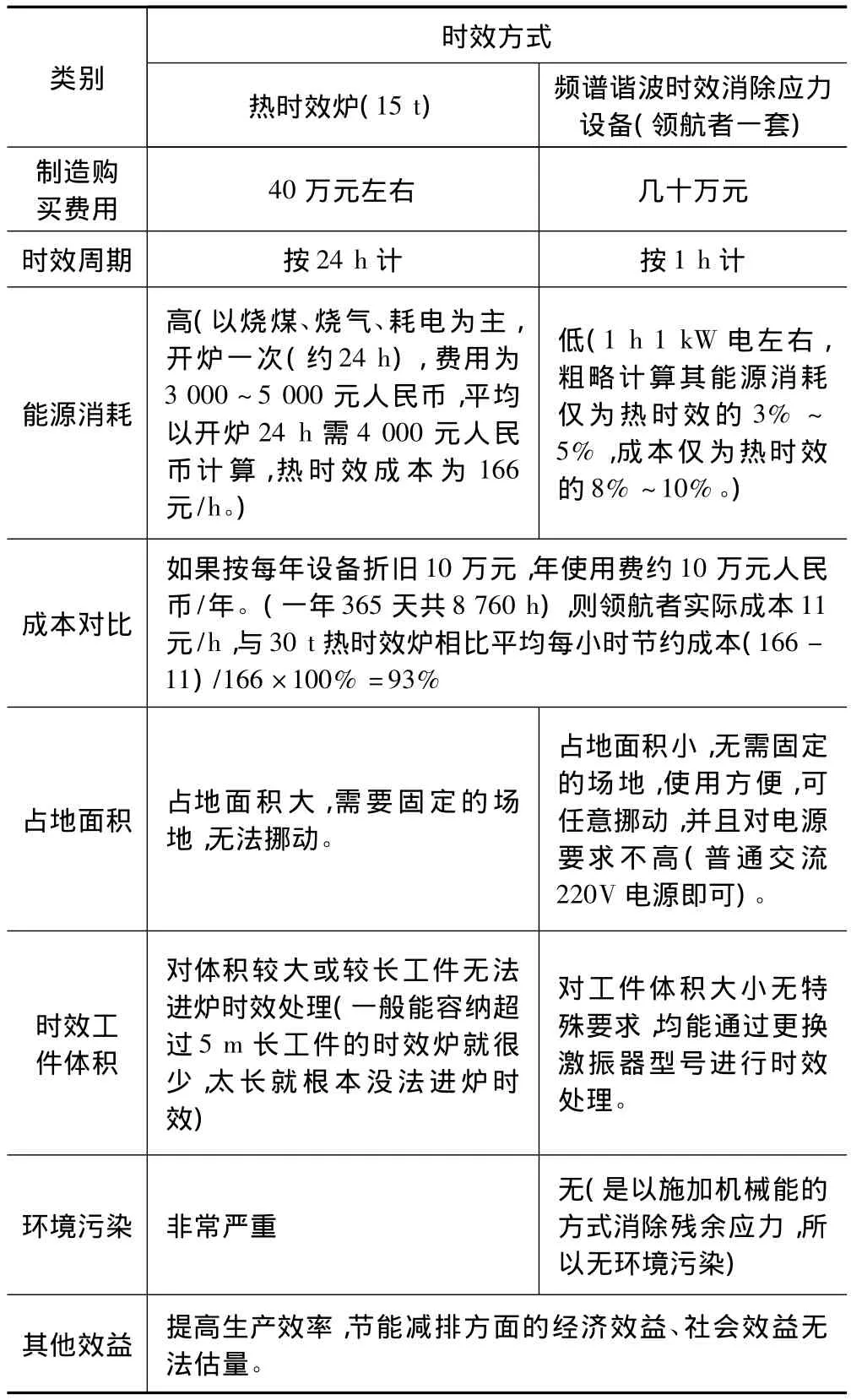
表5 热时效频谱谐波时效对比表
生产企业需要根据市场需求的不断变化,调整自己生产的产品,才能更有效地参与市场的竞争。目前新技术、新材料的应用日新月异,为企业带来了更多的发展机遇。
5 结语
经过工艺试验和应用实践,充分显示了频谱谐波时效技术消除应力技术的优势,在很大程度上可以替代常规的热处理时效消除应力工艺,并能获得明显的经济效益。另外,频谱谐波时效技术消除应力技术在黑色金属材料的焊接变形控制、焊后部件焊缝的消除应力上也有很好的应用,可以提高焊接结构件的疲劳寿命,需做更多的理论和试验研究工作。
