S7-200 PLC在双柱立式车床控制中的应用
2011-08-26陈艳红
陈艳红,邓 娜
CHEN Yan-hong, DENG Na
(开封大学 机电工程学院,开封 475004)
0 引言
C5225型立式车床是一种万能双柱立式车床,具有两个刀架,一般应用于冶金行业车制各种大型工件。可用于内外圆柱面、圆锥面、端面、内孔、切槽、切断等加工。C5225型立式车床是一种自动化程度要求较高的机电设备,它通常采用继电器逻辑控制方式,传统的继电器控制系统中使用了大量的中间继电器、时间继电器,由于控制触点多,电控系统故障率高,检修周期长。立式机床使用年月久后,电气控制系统线路老化,继电器故障频繁,检修困难。
利用PLC 的高可靠性、高抗干扰,寿命长、维修量少、查找外部线路简单的特点改造传统继电器控制系统是很好的方法。用PLC 对系统进行逻辑控制和变速位置的数据处理,既能较好地实现原工艺要求,简化线路,又提高了可靠性和机床的运行率。
1 C5225型立式车床控制特点
C5225型立式车床主电路如图1所示。从图1中可以看出,主电路共有7台三相交流异步电动机,车床全部设备均由380V交流电源供电。M2为油泵电动机,供给车床工作台润滑和液压装置的压力油。M1为工作台主拖动电动机,它采用星三角降压启动和能耗制动,仅有正向工作转动。但可作正反点动,以便调整刀具。工作台的变速通过变速箱实现16种转速变换(见表1)。M3为横梁升降电动机,通过机械传动使横梁沿立柱导轨上下移动。M4为右立刀架快移动电动机。M5为右立刀架进给电动机。M6为左立刀架快速移动电动机,M7为左立刀架进给电动机。
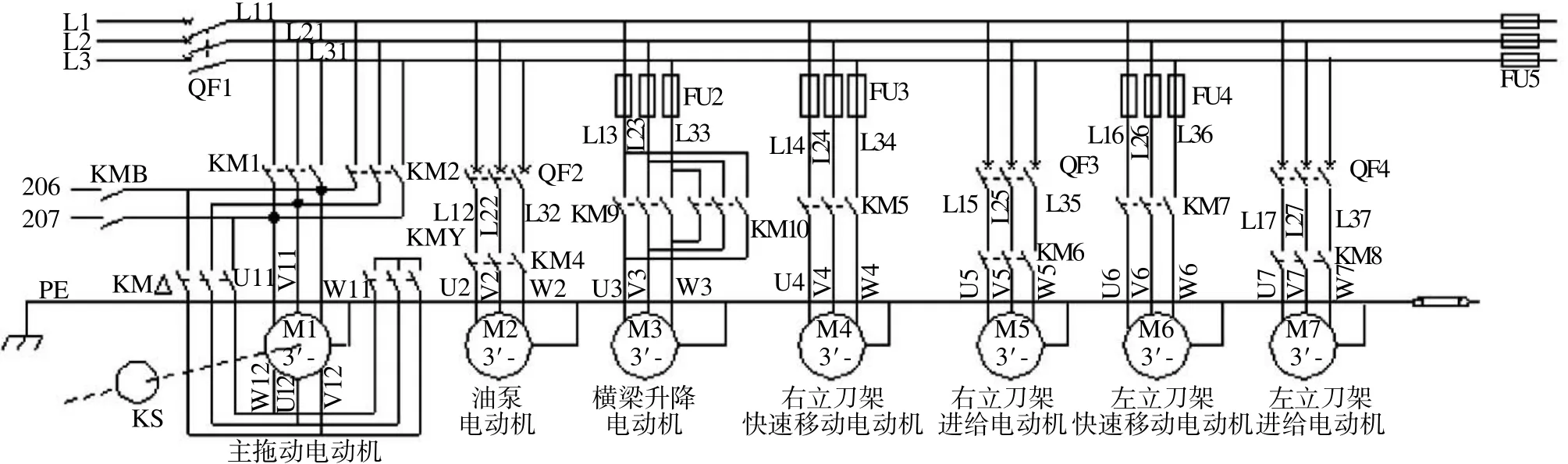
图1 C5225型立式车床主电路
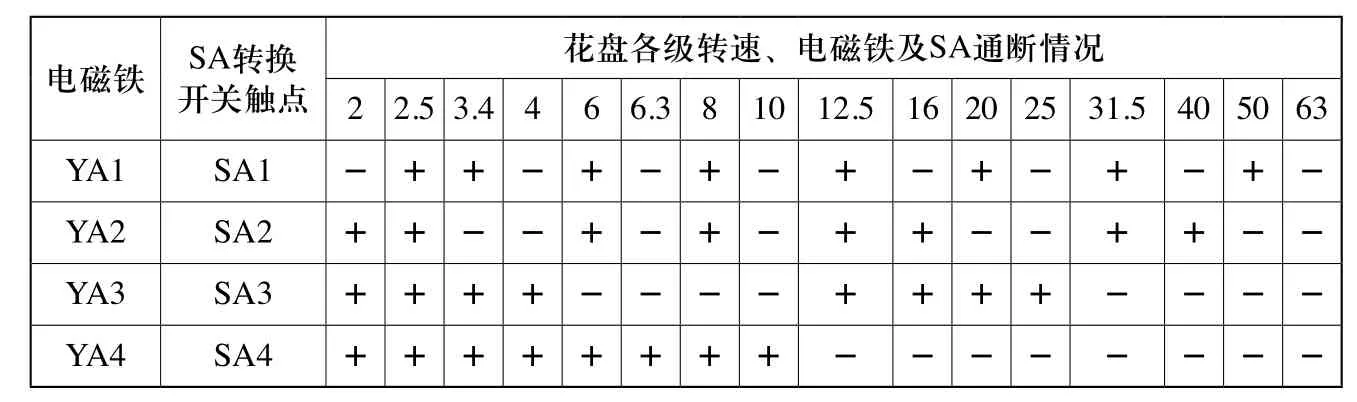
表1 C5225型立式车床转速表
2 C5225型立式车床PLC控制系统设计
原C5225型立式车床的电气系统,所有转换开关,断路器开关,仪表触点,控制按钮等为PLC控制系统的输入信号,共有39个输入信号;而电磁阀线圈,接触器线圈,指示灯等为PLC控制系统的输出信号,共有32个输出信号。C5225型立式车床PLC的输入/输出分配见表2。
根据I/O分配结果,设计I/O端子接线图。根据C5225型立式车床的控制要求,设计出PLC控制梯形图及指令语句表,图2为PLC控制梯形图。
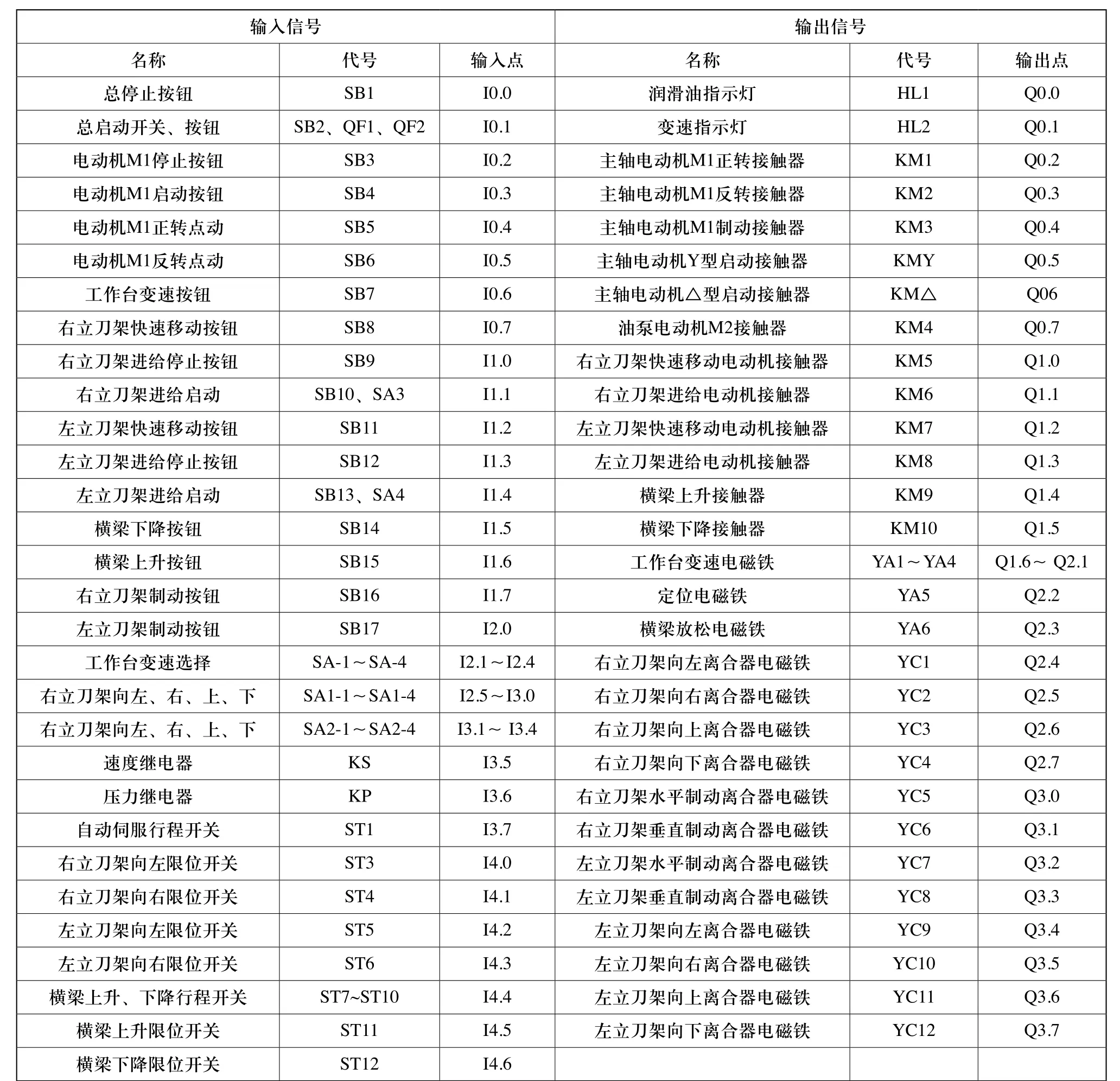
表2 C5225型立式车床PLC的输入/输出分配表
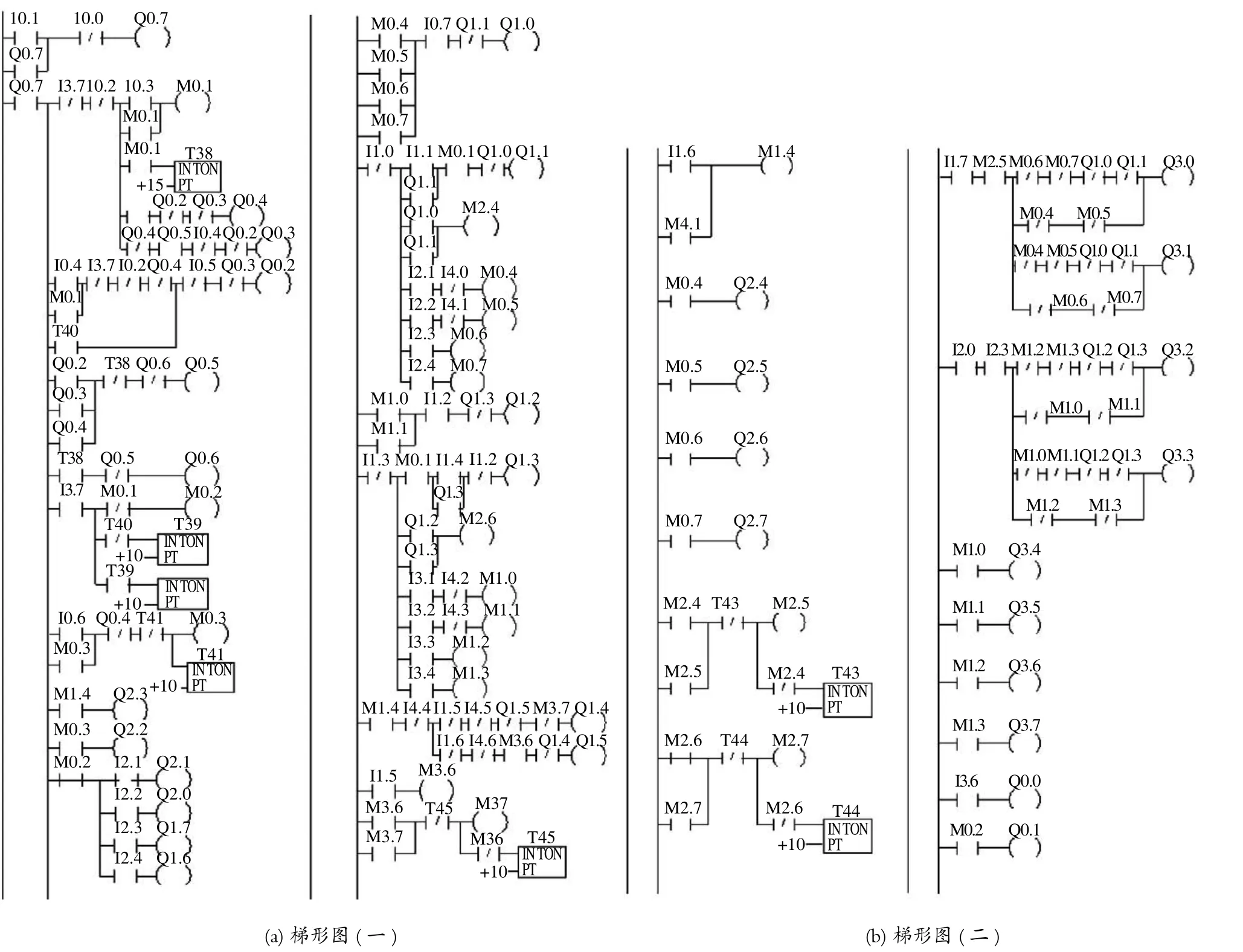
图2 C5225型立式车床PLC控制梯形图
3 结束语
用可编程控制器改造旧机床电气系统,在现有企业里是非常现实的技术改造方案,具有投资省、见效快的特点。通过使用PLC改造该机床电气系统后,去掉了原机床的中间继电器,时间继电器等等,使线路简化,维修方便。同时,由于PLC的高可靠性,输入输出部分还有信号指示,不仅使电气故障次数大大减少,而且还给准确判断电器故障的发生部位提供了很大的方便。该项技术还可推广应用于其他辅机设备或其他领域的自动化控制改造中。
[1]周晖. 可编程序控制器在改造C5225立式车床中的应用[J]. 金属加工(冷加工), 2008, 12: 58-60.
[2]缑西梅, 黎孜模.C5220立式车床电控部分PLC改造方案[J].电工技术, 2003, 9: 41-42.
[3]庄晓龙. C5225立式车床主传动改造及PLC控制的实现[J]. 装备制造技术, 2007, 5 : 60-61.
