辊压法薄片工艺参数的优化
2011-08-14张洪波李飞宇
张洪波,吴 畏,李 曦,李飞宇,李 清,刘 华
(1.重庆烟草工业公司涪陵分厂,重庆 408000;2.重庆烟草工业公司技术部,重庆 400060)
长期以来,辊压法薄片制造技术在国内烟草企业得以广泛应用,为卷烟降耗工程起到了较为重要的作用。但辊压法薄片耐加工性差,直接影响薄片的有效利用率。辊压法薄片的生产工艺参数是影响薄片耐加工性的重要因素,因此,在生产过程中,设置合理的生产工艺参数对稳定薄片质量,提高企业经济效益具有一定意义。
一、材料与方法
(一)材料与仪器
材料:生产薄片所用原料。
仪器设备:YQ-2烟丝振动分选筛(郑州烟草研究院)、YQ-32碎丝机、0~25mm外径千分尺。
(二)方法
1)试验设计
通过对薄片生产过程的逐一分析,选择压片过程的三压厚度和切丝的长度两个因素进行32正交试验设计[1](详见表1),探讨它们对薄片丝的整丝率和整丝率变化率的影响。
2)试验方法
a.每次试验均采用同一配方梗签、烟末、CMC。
b.各次试验中,三压厚度和切丝长度按设计方案设置,其他工序工艺参数完全一致。
c.每次试验参数经调整并稳定运行后,在薄片丝烘丝后出口振槽处按要求[2]取样,按照文献[2]的方法检测薄片丝结构(整丝率和整丝率变化率)。
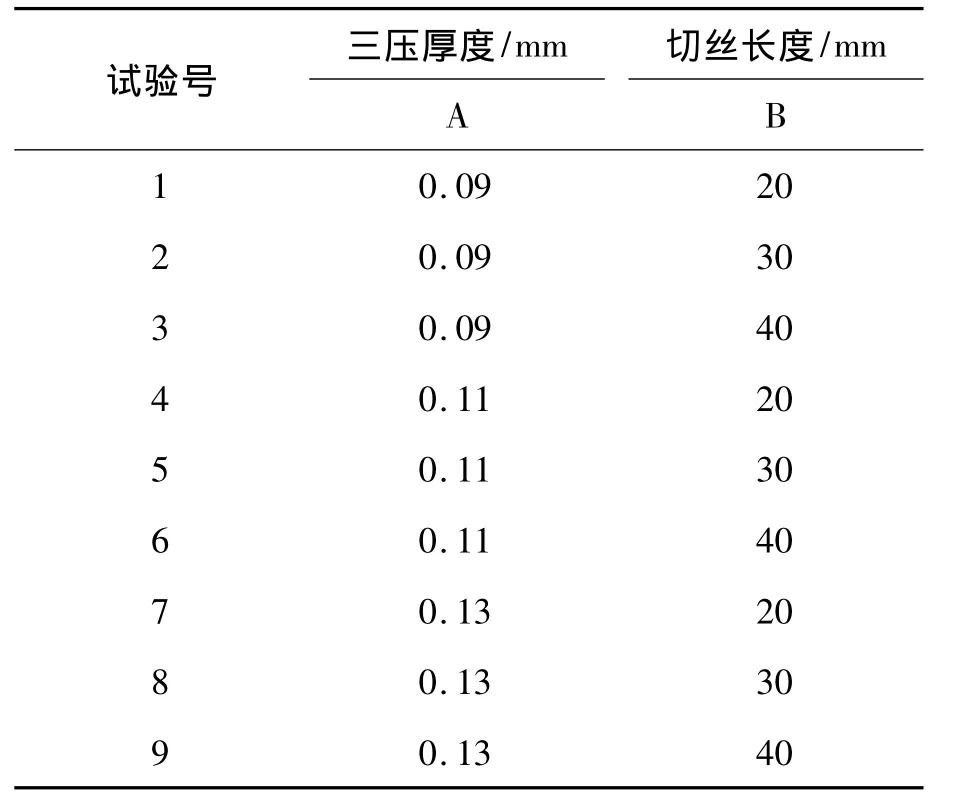
表1 试验方案
二、结果与分析
根据表1对原料进行处理,得到试验结果并进行极差分析和方差分析,详见表2。
从表2的极差分析结果可以看出,对整丝率和整丝率变化率而言,切丝长度的影响均大于三压厚度。对三压厚度而言,整丝率和整丝率变化率均表明选择A1最好;对切丝长度而言,当切丝长度为B3时,整丝率最高,切丝长度为B2时,整丝率变化率最高。由于整丝率变化率反映了薄片丝的抗破碎性,变化率越高则表明抗破碎性越好,为望大指标,本次试验中,切丝长度从一水平到二水平,整丝率上升了1.004,从二水平到三水平,相应的薄片丝整丝率仅上升了0.503,而切丝长度在二水平下薄片丝的整丝率变化率达到最高,因此,A1B2为本次试验的较优条件。
方差分析结果显示,三压厚度对薄片丝的整丝率无显著影响,P值为0.203。而切丝长度对整丝率有一定影响,随着切丝长度的增加,整丝率有一定程度提高。对整丝率影响程度:切丝长度>三压厚度,两个因素都没有达到显著的程度。
对于薄片丝的抗破碎性,两个试验因素的P值都达到了显著水平,分别为0.006和0.001。随着三压厚度的降低,薄片丝的整丝率变化率呈升高趋势,抗破碎性增强;而随切丝长度的增加,薄片丝的整丝率变化率先升高后降低。影响程度:切丝长度>三压厚度。

表2 试验结果
三、结论
1)薄片三圧厚度及切丝长度的调整对薄片丝整丝率影响不大。
2)在薄片三圧厚度增加切丝长度不变的情况下薄片丝转化率降低。
3)辊压法薄片较佳的工艺参数为:三压厚度:0.09 mm,切丝长度30mm。
[1]刘文卿.实验设计[M].北京:清华大学出版社,2005.
[2]国家烟草专卖局.卷烟工艺规范[M].北京:中央文献出版社,2003.
