钢轨万能轧制过程轨底宽展的理论及实验研究
2011-08-04董永刚张文志宋剑锋
董永刚,张文志,宋剑锋
(燕山大学 机械工程学院,河北 秦皇岛,066004)
自从20世纪70年代以来,万能轧制方法被普遍用于H型钢轧制,因此,各国学者对万能法轧制H型钢进行了系统、深入的理论研究:Jin等[1-2]对H型钢万能连轧过程进行了应力分析和变形分析;Zhang等[3-9]应用上限元法对 H型钢万能轧制过程进行了解析计算,建立了H型钢万能轧制过程的前滑模型、力能参数模型、温度变化模型以及变形抗力模型,开发了一种新型波纹轨腰H型钢并对其万能轧制过程中应力进行了分析;周庆田等[10]将变分法应用于H型钢万能轧制过程,得到了轧制过程中温度变化解析模型。尽管万能轧制方法应用于钢轨轧制有近30年,但对钢轨万能轧制过程的理论研究不如对H型钢万能轧制过程那样深入:Kiuchi等[11]对钢轨万能轧制过程进行了数值模拟;吴迪等[12-13]对重轨开坯过程应力场分布进行了数值模拟,并对重轨万能轧制过程尺寸和形状精度进行了实验研究;王荣等[14]进行了高精度重轨定径实验与数值模拟,得到了三维应变场、应力场分布。目前,钢轨万能轧制过程研究主要依靠数值模拟或实验研究来完成,而对轧制过程中应力场及应变场分布研究较多,而对钢轨万能轧制过程金属宽展规律的理论研究较少。钢轨万能轧制过程中准确控制轨底宽展,对保证钢轨成品质量具有非常重要的意义。如果轨底在轧制过程中产生拉缩,也就是宽展为负值,那么,在万能轧制道次后的轧边道次中会导致轨底边部和轨头边部加工不足。反之,若宽展过大,则会因为轧边道次压下量过大导致轨底侧弯或局部褶皱,这样会影响钢轨的断面尺寸精度并对其性能产生负面影响;因此,掌握轨底宽展规律并对其宽展进行准确控制是得到高质量钢轨的一个关键因素。钢轨在四辊万能孔型中变形时,可以根据钢轨的断面特点以及变形特点把钢轨断面分成轨腰、轨底和轨头3个部分。钢轨的3个部分变形特点和金属流动规律差别较大,但在出万能孔型时又是作为一个整体,轨底金属流动要受到轨腰金属流动的影响,因此,轨底宽展不但与轨底本身压下率有关,而且受到轨腰压下率的影响。
1 轨底宽展的理论计算
1.1 轨底宽展模型的修正
由于轨底作为钢轨断面的一部分在平立辊和水平辊侧面之间变形,在计算其宽展时可以将其简化为 2个平辊间的轧制,但一般的宽展公式均没有考虑金属材质的影响和轨腰压下率对轨底宽展的影响。当轨底延伸与轨腰延伸不相等时,金属会在轨腰断面和轨底断面之间流动试图减小延伸的差异。所以,在求轨底宽展时,公式中引入考虑轨腰和轨底之间压下率差异的变形协调系数cwb以及轧件材质影响系数cm。
轨底的宽展可以在古布金宽展公式[15]基础上进行修正后得到:

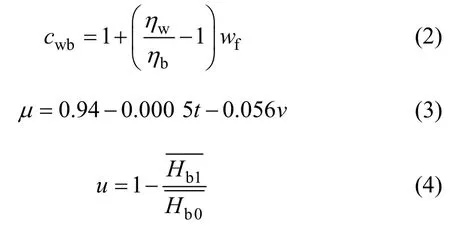
式中:Wb0为轨底轧前宽度;Wb1为轨底轧后宽度;为万能轧制过程轨底等效压下量;cwb为轨腰和轨底之间的变形协调系数;cm为轧件材料影响系数[10],可由表1查到,钢轨材料为普碳钢时cm取1.00;为钢轨轨底轧制前等效高度;为钢轨轨底轧制后等效高度;ηw为轨腰压下系数;ηb为轨底压下系数;u为轨底压下率;v为轧制速度,m/s;t为轨底温度,℃。
在式(2)中,为了考虑钢轨不同部分之间金属流动对变形协调系数的影响,引入了比例系数wf,即轨腰与轨底之间的横向金属流动量占金属总流动量的比例系数。钢轨万能轧制过程轨头、轨腰及轨底的断面形状有较大差异,而且其变形机理也完全不同,因此,各个部分之间的金属流动规律非常复杂,很难定量分析。由于钢轨各部分是作为一个整体进行纵向延伸的,根据秒流量相等规律,各个断面的纵向流动速度相差较小,因此,各个断面之间的金属纵向流动量占金属总流动量的比例比较小。而轨底内侧外侧边界条件完全不同,各个断面的横向流动速度相差较大,因此,各个断面之间的金属横向流动量占金属总流动量的比例比较大。由于对金属的流动量很难进行定量分析,为了简化计算,忽略轨腰和轨头之间及轨腰和轨底之间的金属纵向流动,即钢轨断面之间的金属流动全部为横向流动,流向横向断面的金属占金属总流动量的比例wf为1,则变形协调系数cwb等于ηw/ηb。
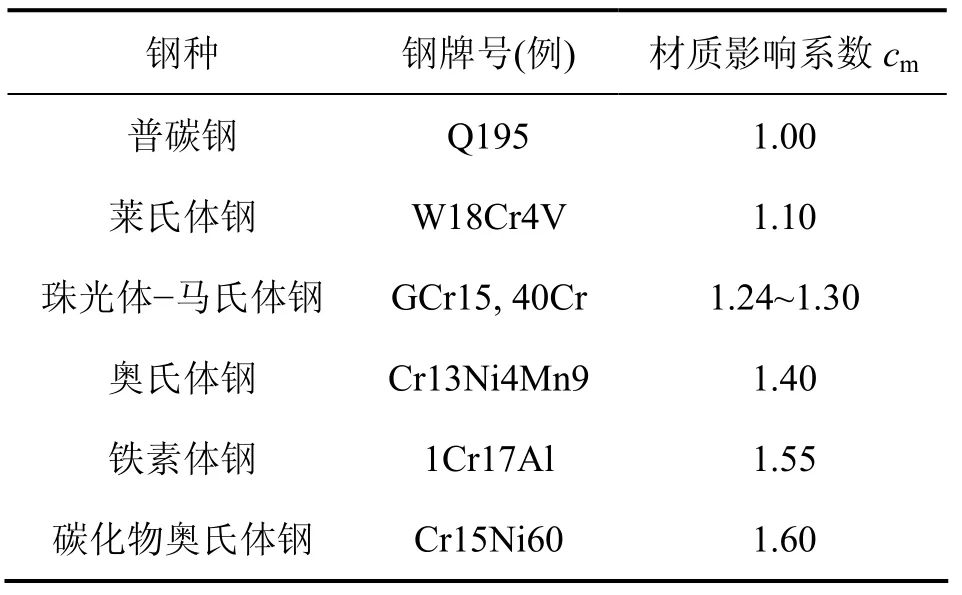
表1 不同材料对宽展的影响系数cmTable 1 Component influence coefficient cm
1.2 轨底轧制前后等效高度的确定
由式(1)可知:轨底的等效压下量对轨底的宽展有非常大的影响,而轨底的形状比较复杂,其压下量不能直接得到。如图1和图2所示,为了求得比较准确的万能轧制前后轨底的压下量,将轨底轧前、轧后断面形状分别等效为宽度为Wb0和Wb1的矩形断面,因此,轧前轧后轨底断面等效高度和可由下式求得:
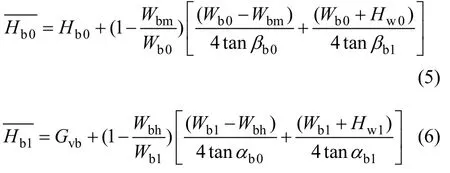
式中:Hw0为轨腰轧前厚度;Hw1为轨腰轧后厚度;
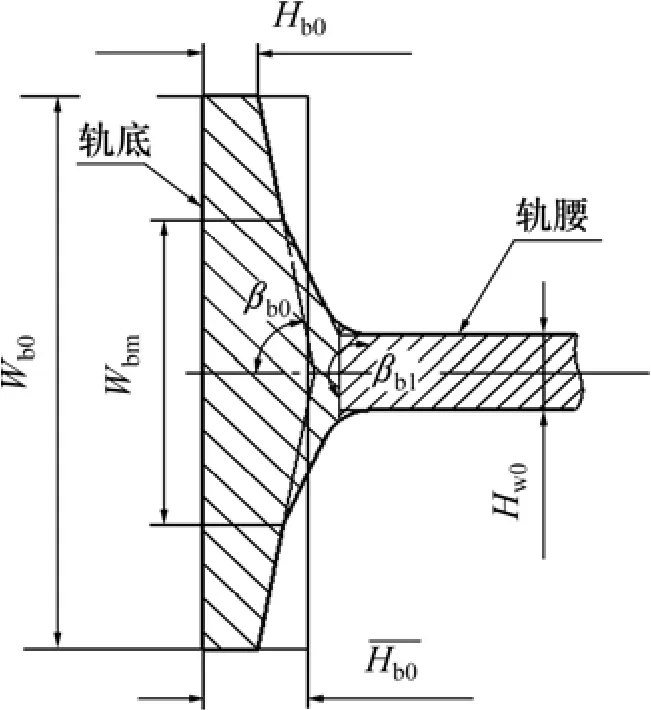
图1 轨底轧前断面形状Fig.1 Profile of base of rail before rolled
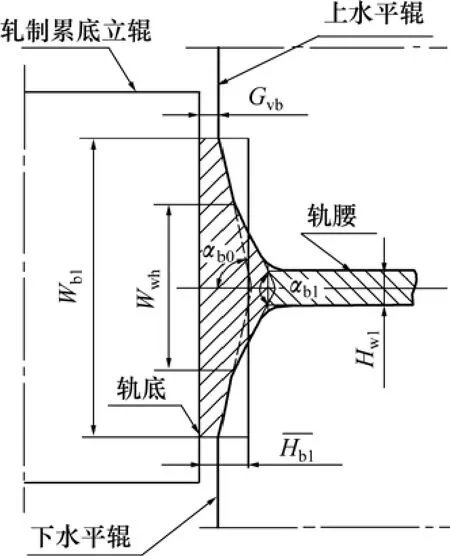
图2 轨底轧后断面形状Fig.2 Profile of base of rail after rolled
Gvb为轧制轨底立辊与水平辊侧面辊缝;Wbm,βb0和βb1为轧前轨底断面形状参数;Wbh,αb0和αb1为轧后轨底断面形状参数。
轨底等效压下量可表示为

1.3 轨底宽展的确定
由式(6)可知:轨底轧后等效高度不但与轨底轧后宽度Wb1有关,而且受到轨腰出口厚度Hw1的影响。因此轨底等效压下量不能直接得到,将式(5)和(6)代入式(1)中,可以得到一个仅含Wb1的方程,求解此方程可以求得轨底轧后宽度Wb1。
2 钢轨万能轧制实验研究
为验证理论模型计算结果和数值模拟结果,利用燕山大学轧钢实验室的三机架万能可逆连轧机组及箱式加热炉进行了钢轨热轧实验。根据实验设备及轧辊尺寸,购买了1根6 m长的18 kg/m标准轻轨用于钢轨热轧实验,钢轨材料为普碳钢Q235。由于实验室立辊尺寸限制,将轻轨异型坯腿部尺寸加工到60 mm(图3),水平辊尺寸如图4所示;轧制轨底立辊直径为210 mm,辊身长度为65 mm。在锯床上将轻轨锯切为300 mm长的坯料,共计20根。将箱式加热炉逐步加热到1 250 ℃以后,保温120 min左右,然后将每3根轧件一组一同放入加热 25~30 min,至炉内温度达到1 050~1 100 ℃取出,对轧件进行除鳞后送入万能轧机进行热轧。轧件共分为6组,每组轧件采用不同的轧制规程(表2)。轧后轨底的最大宽展由每1组3根轧件宽展实测结果的平均值得到。
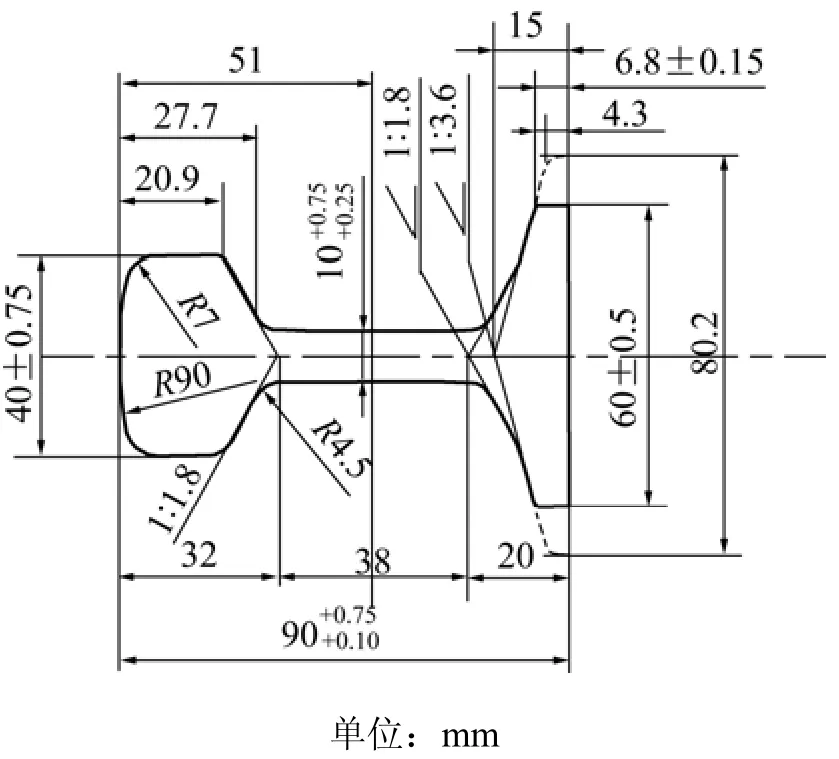
图3 异型坯尺寸Fig.3 Size of initial workpiece
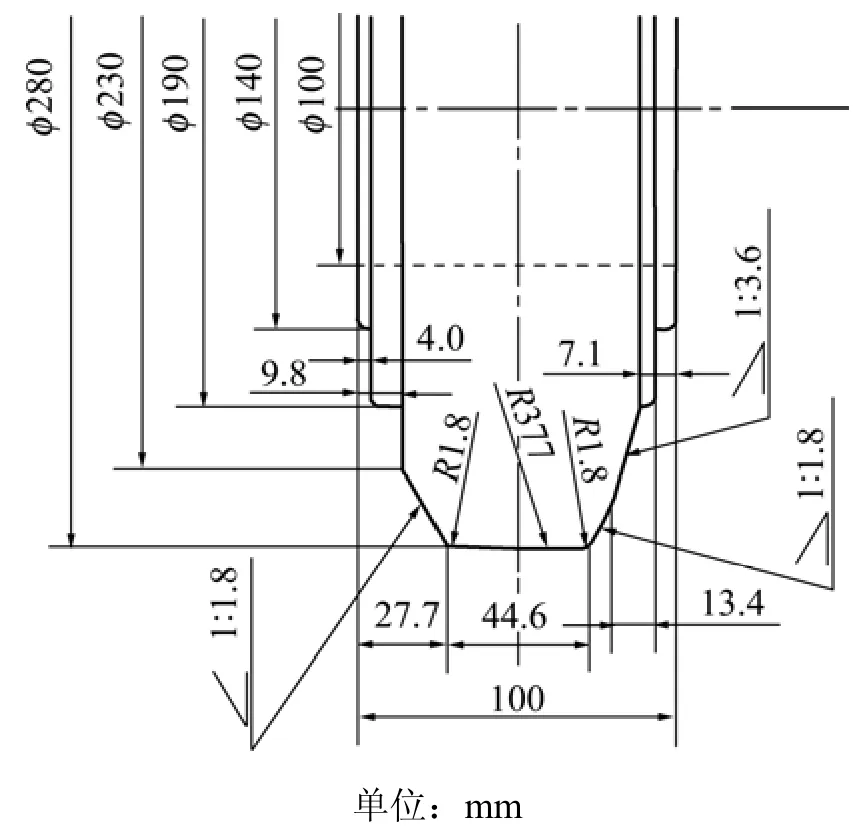
图4 水平辊尺寸Fig.4 Size of horizontal roll and vertical roll
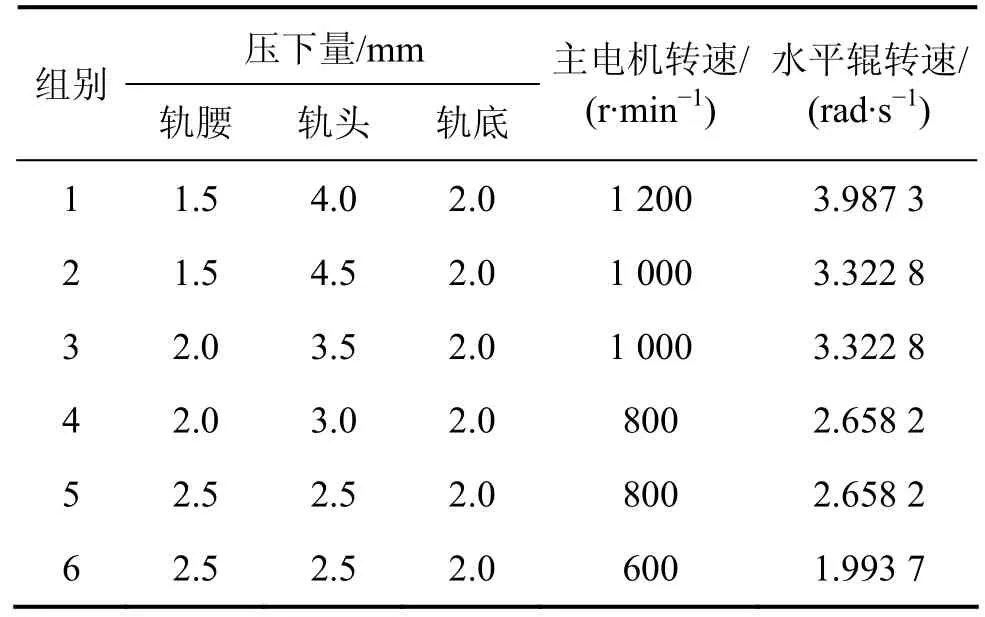
表2 轻轨热轧实验轧制规程Table 2 Rolling schedule for rail universal rolling
在实验过程中保持轨底的压下率不变,通过改变轨腰的压下率来分析轨腰压下率对轨底宽展的影响。
3 结果与讨论
表3所示为钢轨万能轧制过程轨底宽展。在表3中,将18 kg/m轻轨万能轧制过程中6组轧件轨底最大宽展的实测平均值和理论计算结果进行比较,将修正后的宽展公式计算结果和未修正的宽展公式计算结果进行比较,并计算出每一组轧件的变形协调系数值。由宽展的实测值可知:轨腰压下率对轨底的宽展影响比较大,而未加修正的宽展公式计算结果基本相同,与轨底宽展的实测值相差较大。修正后的宽展公式比较接近于实测值;当轨底压下率保持不变而轨腰压下率变大时,轨底的宽展变小。由于轨底宽度较大且其压下量比较小,因此,变形区长度较小,轨底宽展随水平辊转速的减小而减小。由于结构上轨头通过轨腰与轨底相连,轨头压下率变化对轨底宽展没有直接影响,但通过影响轨腰塑性流动可以对轨底宽展产生影响。
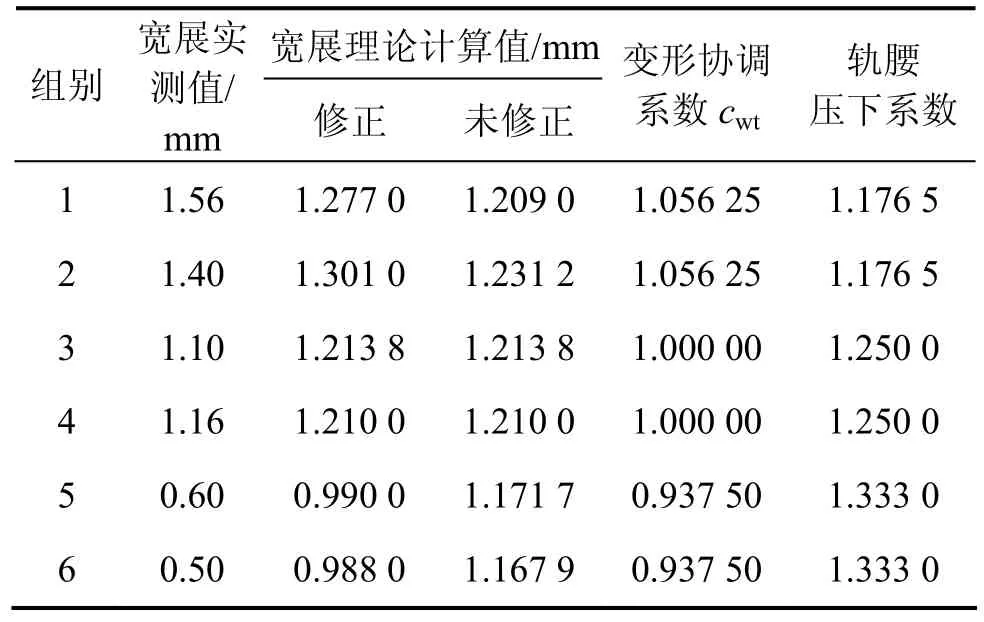
表3 钢轨万能轧制过程轨底宽展Table 3 Spread of base of rail in universal rolling
4 结论
(1) 在轻轨万能轧制过程中,当轨底压下率保持不变时,轨底的宽展随轨腰压下率及水平辊转速的变化比较明显。
(2) 当轨底压下率保持不变,水平辊转速变小时,摩擦因数变大,金属的横向流动阻力变大,因此,轨底宽展随水平辊转速的减小而减小。反之,则宽展变大。
(3) 当轨底压下率保持不变而轨腰压下率变大时,轨腰延伸系数变大,为了实现变形协调,轨底部分必须有额外的金属向纵向流动以增加轨底的延伸,从而使轨底的宽展变小。反之,轨底宽展则变大。
(4) 变形协调系数考虑了轨腰压下率对轨底宽展的影响,提高了轨底宽展公式的计算精度。
(5) 修正后的轨底宽展模型计算值接近于实测值,可以用于实际生产中的轨底宽展预测。
[1] JIN Xiao-guang, LIU Yu-li, LIAN Jia-chuang, et al.Three-dimensional analysis of the universal beam tandem rolling process: Part Ⅱ. Stress analysis[J]. Journal of Materials Processing Technology, 2000, 102(1/2/3): 65-69.
[2] JIN Xiao-guang, LIU Yu-li, LIAN Jia-chuang, et al.Three-dimensional analysis of the universal beam tandem rollingprocess: Part Ⅰ. Deformation analysis[J]. Journal of Materials Processing Technology, 2000, 102(1/2/3): 59-64.
[3] ZHANG Wen-zhi, ZHU Chun-qing, Widera G E O.Determination of forward slip in H-beam rolling[J]. Journal of Materials Processing Technology, 1995, 54(1/2/3/4): 114-119.
[4] ZHANG Wen-zhi, ZHU Chun-qing, Widera G E O. On the use of the upper-bound method for load determination in H-beam rolling[J].Journal of Materials Processing Technology, 1996,56(1/2/3/4): 820-833.
[5] ZHANG Wen-zhi, ZHOU Qing-tian. Calculation of temperature and determination of deformation resistance in H-beam rolling:Part 1. Temperature variation in a stand[J]. Materials Processing Technology, 1999, 94(2/3): 123-127.
[6] ZHANG Wen-zhi, ZHOU Qing-tian. Calculation of temperature and determination of deformation resistance in H-beam rolling:Part 2. Total change of temperature and deformation resistance[J].Materials Processing Technology, 1999, 94(2/3): 128-132.
[7] ZHANG Wen-zhi, LI Yan-wen, ZHOU Qing-tian. Optimization of the structure of an H-Beam: Part 3. Development and research on H-beams with wholly corrugated webs[J]. Materials Processing Technology, 2000, 101(1/2/3): 119-123.
[8] ZHANG Wen-zhi, LI Yan-wen, ZHOU Qing-tian. Bucking strength analysis of a WCW H-beam: Part 2. Development and research on H-beam with wholly corrugated web(WCW)[J].Materials Processing Technology, 2000, 101(1/2/3): 115-118.
[9] Zhang W Z, Zhou Q T, Li Y W, et al. Hot rolling technique and profile design of tooth-shape rolls: Part 1. Development and research on H-beams with wholly corrugated webs[J]. Journal of Materials Processing Technology, 2000, 101(1/2/3): 110-114.
[10] 周庆田, 张文志, 宗家富. 变分法在 H 型钢万能轧制温度计算中的应用[J]. 中国机械工程, 2000, 11(6): 678-681.ZHOU Qing-tian, ZHANG Wen-zhi, ZONG Jia-fu. The calculus of variation used in the calculation of H-beam universal rolling temperature[J]. China Mechanical Engineering, 2000, 11(6):678-681.
[11] Kiuchi M, Yanagimoto J. Computer aided simulation of universal rolling processes[J]. ISIJ International, 1990, 30(2):142-149.
[12] 吴迪, 赵宪明, 李建超, 等. 连铸坯轧重轨的压缩比及帽形孔和切深孔的应力场分析[J]. 钢铁, 2002, 37(5): 25-27.WU Di, ZHAO Xian-ming, LI Jian-chao, et al. Reduction rate and stress field in the heavy rail rolled with hat pass and cutting-in pass from continuously cast blank[J]. Iron and Steel,2002, 37(5): 25-27.
[13] 吴迪, 赵宪明, 王永明, 等. 三种成品孔轧制高精度重轨尺寸和形状精度的研究[J]. 钢铁, 2001, 36(8): 30-32.WU Di, ZHAO Xian-ming, WANG Yong-ming, et al. Study of size and shape tolerance of heavy rail rolled by three kinds of finish pass[J]. Iron and Steel, 2001, 36(8): 30-32.
[14] 王荣, 吴迪, 赵宪明, 等. 高精度重轨定径的实验与三维应变场、应力场分析[J]. 钢铁, 1999, 34(3): 44-46.WANG Rong, WU Di, ZHAO Xian-ming, et al. Rolling of high precision rails and 3D-FEM analysis of deformation by ANSYS program[J]. Iron and Steel, 1999, 34(3): 44-46.
[15] 薛懿德, 高崇. 特殊钢压力加工[M]. 北京: 冶金工业出版社,2000: 86-92.XUE Yi-de, GAO Chun. The press working of special steel[M].Beijing: Metallurgical Industry Press, 2000: 86-92.
