旋轮外曲面数控磨削加工
2011-07-26林国福褚翠霞冯占彪李鹏
林国福,褚翠霞,冯占彪,李鹏
(洛阳LYC轴承有限公司 a.风电轴承制造部;b. 031轴承厂,河南 洛阳 471039)
1 旋轮结构及加工方法选择
某项目加工的旋轮外曲面为多个圆弧与直线段相切(图1),其圆跳动要求为0.01 mm,曲面弧顶直径相互差要求为0.02 mm(一组3件),表面粗糙度Ra要求达到0.8 μm。旋轮的外曲面车削、铣削加工无法达到产品精度的要求,选择采用磨削加工;由于受支承的限制,旋轮无法在卧式磨床上加工,选用数控立磨机MG2100,其磨削直径最小为Φ250 mm,最大直径为Φ1 000 mm。
曲面磨削一般有切入成形法、范成成形法和摆头成形法3种[1]。切入成形法是使用形状与待加工产品的表面形状一致的砂轮进行磨削的方法;范成成形法是砂轮轴与工件轴相垂直,使用碗形砂轮的端面与待加工曲面接触进行磨削成形;摆头成形法是砂轮和工件相对摆动进行磨削成形。由于范成成形法和摆头成形法只能磨削单一圆弧曲面,因此选择切入成形法磨削旋轮。切入成形磨削旋轮时,首先需利用圆弧金刚滚轮将砂轮修整为旋轮待磨削曲面的形状,砂轮的宽度必须大于旋轮的宽度,以保证砂轮的刚度,然后将砂轮靠近旋轮外表面进行磨削。
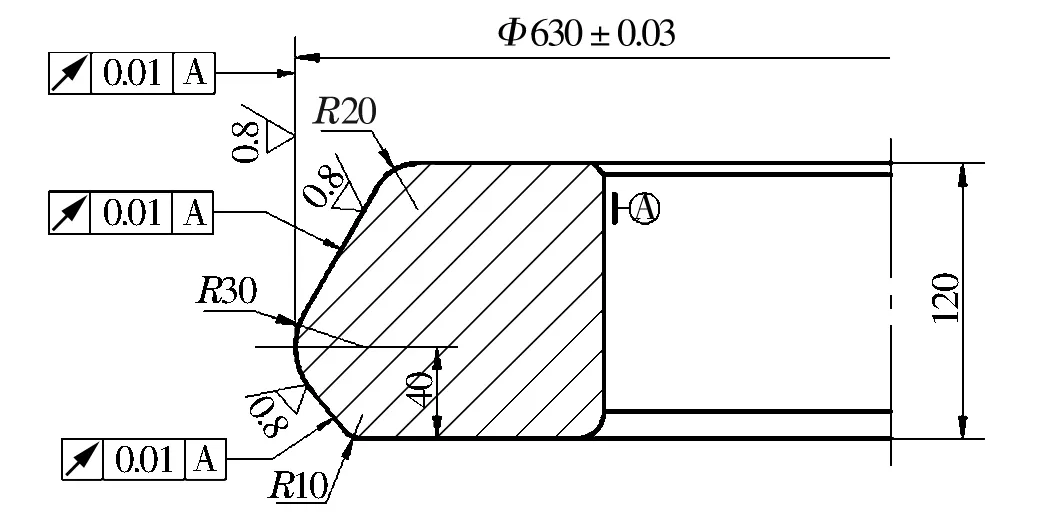
图1 旋轮外曲面形状
2 旋轮外曲面磨削
2.1 修整砂轮
受时间、成本等因素的限制,定制专用的磨削砂轮不经济,采取将砂轮修整成与旋轮一致的形状。首先将一个外径为Φ350 mm,高度为155 mm的砂轮用普通卧式车床车削至与旋轮轮廓大致一致的形状(图2b),然后用砂轮夹装夹砂轮,在数控立磨机上通过编程将砂轮面修整成为旋轮待磨削面的形状(图2c)。修整器为金刚滚轮,修整过程中磨头的位移使砂轮素线形成曲线(图3)。选用圆盘金刚滚轮的圆弧为R4,修整砂轮编制的程序为:
……
N020 G91 G01 X=R1490
(R1490为参数号,系统为SINUMERIK 840D)
N030 G64 Z=-14 F500
N040 G03 X=7.66 Z=-3.57 CR=6 F400
(修整R10的圆弧)
N050 G01 X=10.925 Z=-17.15 F500
(修整40°斜坡)
N060 G03 X=3 Z=-34.28 CR=26 F400
(修整R30的圆弧)
N070 G01 X=-34.815 Z=-55 F500
(修整30°斜坡)
N080 G03 X=-17.32 Z=-10 CR=16 F400
(修整R20的圆弧)
N090 G01 Z=-17 F1500
N0100 X=-10 F1000
……
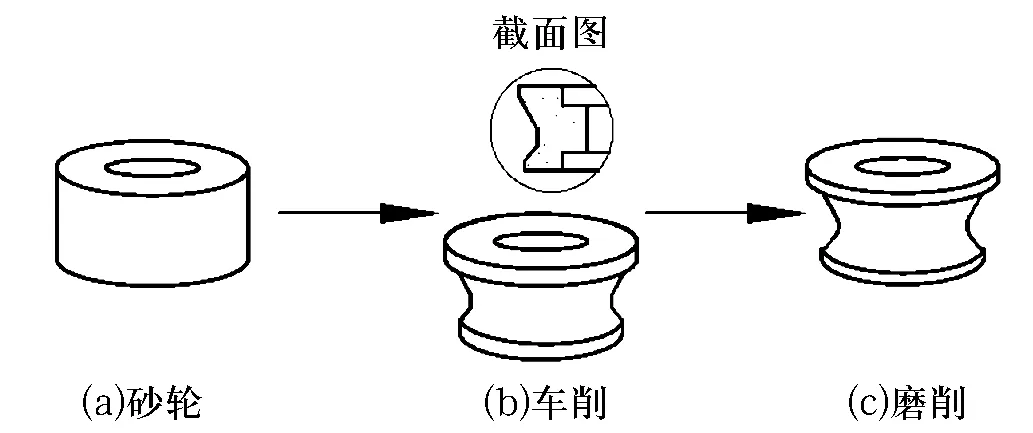
图2 砂轮修整流程图
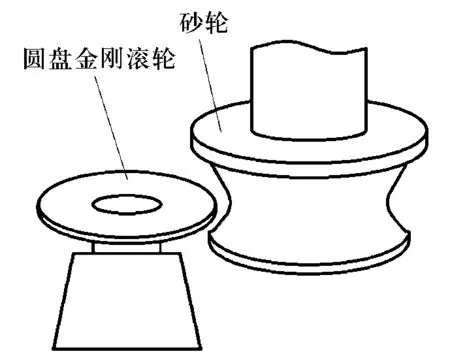
图3 修整成形砂轮
加工程序中使用G91增量坐标编程[2],直接将金刚滚轮R4的补偿写在程序中,保证磨头砂轮和金刚滚轮接触形成的轨迹与旋轮外曲面的形状一致;G64为过渡补偿[2],使圆弧和直线的过渡更为圆滑自然。
2.2 磨削旋轮
砂轮修整合格后,将旋轮装夹在机床上,找正、上磁,调整砂轮的z轴位置,保证砂轮的两直线段与旋轮的两直线段均能接触,磨削旋轮实物如图4所示。由于旋轮的宽度大,切入成形磨削的切削抗力较大,因此每转的进给量应小于0.001 mm,以避免砂轮碎裂,保证旋轮外曲面的表面粗糙度。
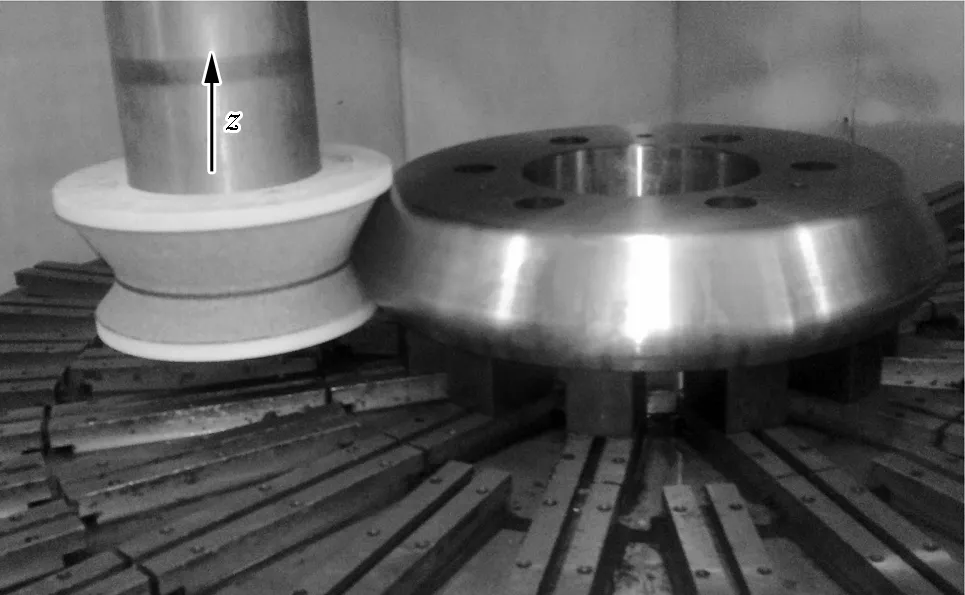
图4 旋轮磨削实物图
3 加工效果
采用数控立磨切入成形法磨削旋轮,对旋轮顶弧半径R为30 mm的一组(3件)旋轮进行数据检测,结果见表1。
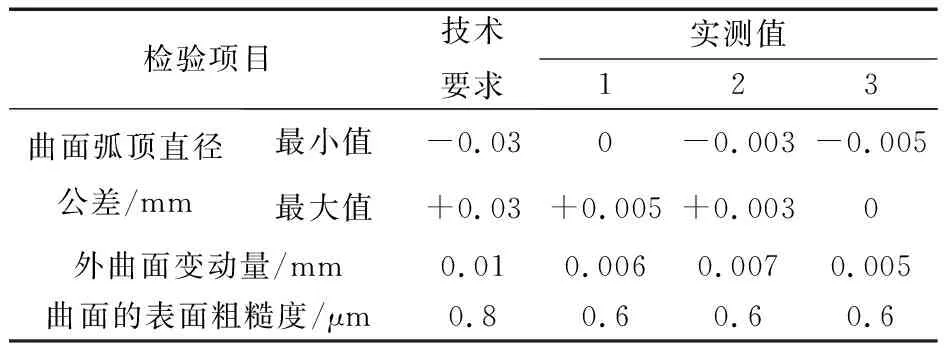
表1 旋轮的实际检测数据
利用同样的磨削方法加工其他4组旋轮(顶弧半径分别为24,18,13和10 mm),其精度均达到了产品设计要求。该加工方法智能化高,操作方便,而且加工精度高,有较好的推广价值。
