粗中轧机轧辊轴承寿命改进措施
2011-07-26卢永清吴春东赵丁李锦
卢永清,吴春东,赵丁,李锦
(河北钢铁股份有限公司 承德分公司棒线厂,河北 承德 067002)
某公司高速线材生产线的粗中轧区轧机平立交替布置。粗中轧区轧辊轴承由于工作环境恶劣,承受载荷较高,工作温度较高,所受冲击频繁,因而时常出现过早失效,甚至轧辊、轴承座报废。这不仅影响生产效率,还大大增加了备件消耗,致使企业生产成本上升。为了减少轧辊轴承的过早失效,对轧辊轴承的装配、使用、维护等进行分析。
1 原因分析
轴承钢高速线材粗中轧机组选用FC6490240四列圆柱滚子轴承和764H深沟球轴承,其安装示意图如图1所示。
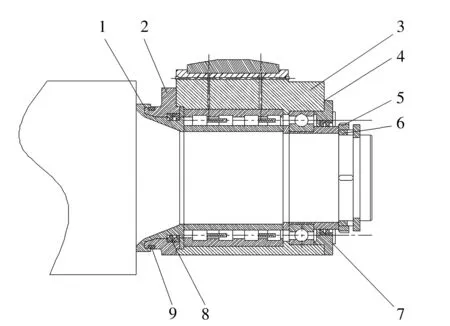
1—迷宫环;2—密封端盖;3—轴承座;4—垫片组;5—锁紧螺母;6—固定丝套;7—压盖;8—J形油封;9—水封
轴承的游隙决定了轴承工作承载区的大小,游隙太大会导致轴承工作承载区偏小,即承载的滚子数量较少,导致轴承寿命降低[1]。在装配过程中,由于固定丝套设计的缺陷(图2a),经常发生锁紧螺母与固定丝套配合不好,压不紧轴承的现象,致使轴承内圈轴向窜动,导致轴承的游隙发生变化,进而导致轴承过早失效。

(a)原结构 (b)改进后结构
轧辊轴承运转伴有多种摩擦,其中摩擦最严重的部位是外滚道承载区。由于径向游隙的存在,滚子在非承载区处于滚滑状态[2]。当滚子进入承载区时自转突然加速,并与滚道发生强烈的摩擦。轴承的承载区还承受着轧钢的冲击载荷。滚子与滚道接触变形引起的滑动摩擦是轴承零件损坏的关键因素。因此,轴承的润滑显得尤为重要。但由于轧辊轴承的工作环境恶劣,易造成润滑失效,使轴承内部的接触表面摩擦磨损加剧,最终导致轴承过早失效。
密封不良也是造成轴承过早失效的一个主要原因。由于轧辊轴承的工作环境极度恶劣,迷宫环的“迷宫”以及密封端盖的密封效果不好(图3a),致使外界污物随着冷却水侵入轴承座,污染润滑脂,导致润滑失效,致使轴承过早失效,严重时还会损坏轧辊、轴承座等零件。

图3 密封圈结构
2 改进措施
2.1 安装改进
将防松钩的材质由Q235钢改为40Cr钢,将固定丝套与锁紧螺母配合的键槽由1个改为6个均布,如图2b所示。轧辊轴承安装完毕后锁紧螺母、固定丝套和轴承压盖能很好地将内、外圈压紧。在轧辊轴承装配完毕后,要整体测量轴向游隙,将其控制在0.45~0.60 mm。由于磨损使得轴承游隙发生的变化,可通过增减轴承外圈压盖垫片对游隙进行调整,使轴承的游隙始终在合理的范围。
2.2 密封改进
生产中粗中轧区轧辊轴承工作环境恶劣,理想的轴承密封可以有效延长轧辊轴承的使用寿命,提高设备作业率。因此对密封圈(图3)与密封端盖(图4)进行改进,并在密封端盖上增加一道水封(图5)。改进的密封圈正好可以紧密地包裹住密封端盖的水封。同时在密封圈的外沿增加一个防水帽(图3b),以尽可能减少氧化铁皮、粉尘等杂物随冷却水进入轴承座。
2.3 润滑改进
制定合理的润滑周期,定期向轴承补充新润滑脂,保障轴承的良好润滑;同时也可将被污染的润滑脂挤出轴承座,清洁轴承;而且旧脂排出时也可带走端盖密封处的污物。
2.4 装配前的清洗与检查
(1)每次组装前,要将轴承、轴承座清洗干净并疏通油路(用高压风将油路内积油吹扫干净,保持油路畅通)。检查轴承套圈、滚动体及保持架等部件,如发现磨损、划痕等,应及时更换。检查J形油封,要确保其无破损且弹性正常。检查密封端盖与J形油封接触部位表面光洁度及磨损情况,要求表面光滑无缺陷,磨损程度小于1.2 mm,保证J形油封正常工作[3]。
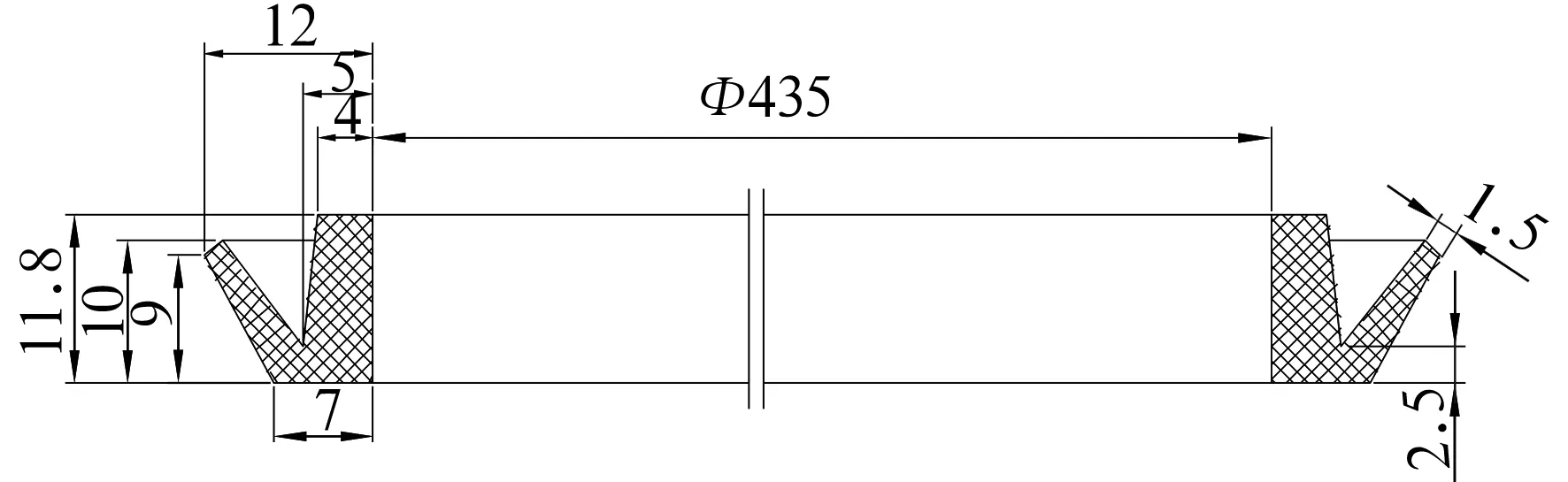
图4 水封
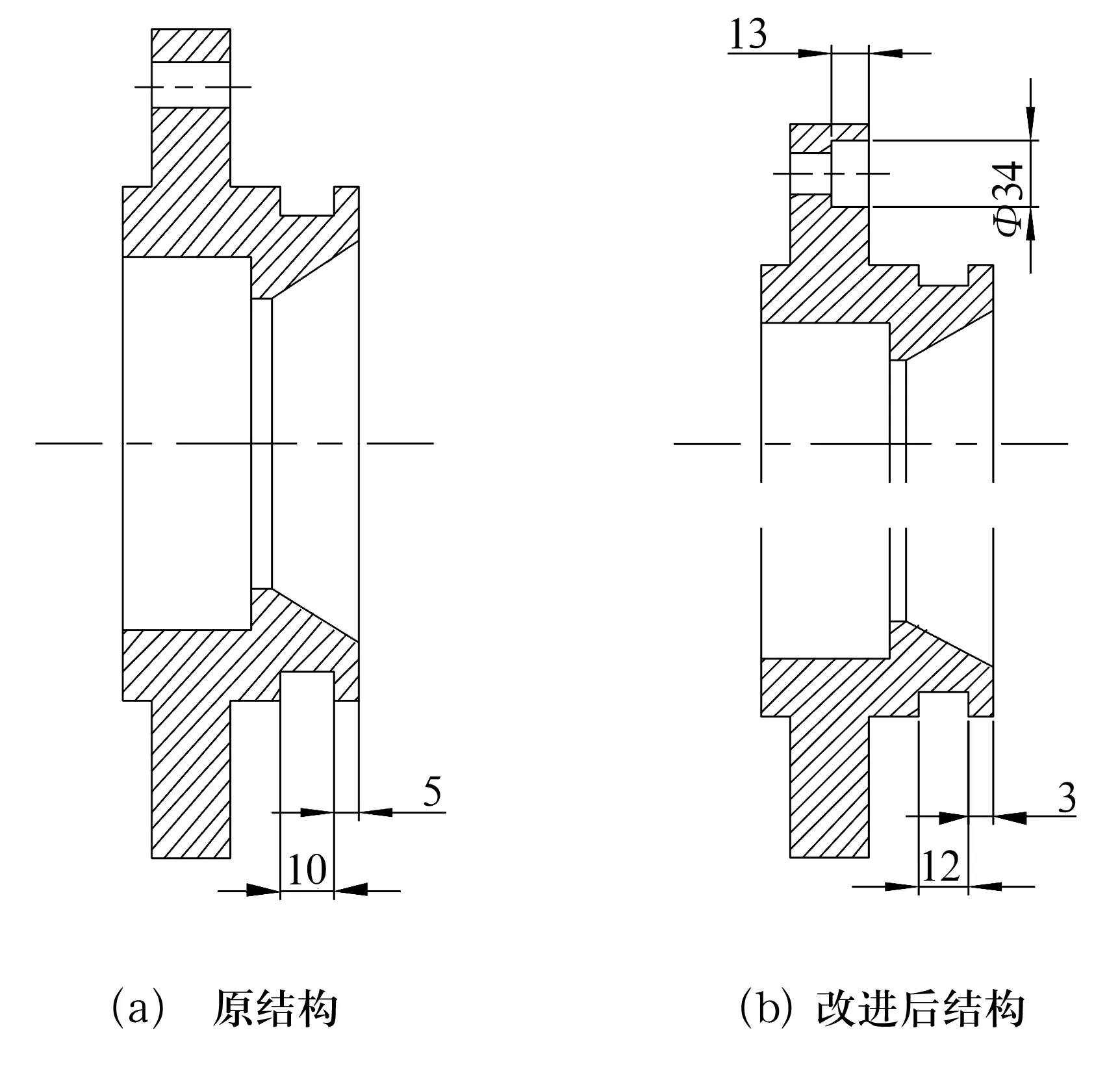
图5 密封端盖
(2)组装前检查轴承座内孔磨损情况,包括绝对尺寸和圆柱度。如果尺寸超标,需修复到标准尺寸方可使用。
(3)组装前检查轧辊与轴承配合部件的磨损情况,如果尺寸超标,不得投入使用,必须修复到标准尺寸方可使用。
(4)所有轴承压盖安装时,当垫片组调整完毕,必须用密封胶密封,防止轴承进水。
(5)检查弹性阻尼体是否失效,确保其正常。
3 结束语
通过改进,粗中轧机轧辊轴承的平均使用寿命得到了大幅提高,大大降低了轴承的吨钢消耗以及热停机时间,确保了生产的顺利运行。
