轴承行业“精品轴承”达标的思考
2011-07-23汤洁
汤洁
(国家轴承质量监督检验中心,河南 洛阳 471039)
1 精品轴承的由来
全国滚动轴承标准化委员会、中国轴承工业协会技术委员会和国家轴承质量监督检验中心联合,依据全国滚动轴承标准化技术委员会技术文件CSBTS TC98.76—2001《精品轴承 技术条件》,由企业自愿申请,从2000年启动精品轴承认证工作。按照“严格考核、宁缺毋滥”的原则,截止2009年底共有14家企业的31组轴承获得3方联合颁发的精品轴承认证证书,获证企业的品牌知名度得到极大提高,同时也督促企业对轴承产品质量提出更高的要求。
按照《精品轴承 技术条件》的要求,由国家轴承质量监督检验中心到各申报企业现场抽取轴承进行检测及试验。精品轴承的产品结构应符合行业经生产验证的优化设计图样;或者生产企业自行开发设计,主要参数和结构性能经生产验证,实际水平已达到国际先进水平或优化设计水平的图样。精品轴承的尺寸精度、旋转精度、振动、热处理质量及寿命可靠性等质量指标都有较高要求。
2 精品轴承考核
依据CSBTS TC98.76—2001《精品轴承 技术条件》,精品深沟球轴承的尺寸精度要求100%达到P4,旋转精度各项亦有相应较高要求;振动(速度)要达到V3组或振动(加速度)要达到Z3组要求;精品圆锥滚子轴承精度等级要达到P6,CSBTS TC98.77《滚动轴承 产品质量分等》规定的优等品水平;精品轴承零件淬、回火显微组织不大于3级,同一零件硬度相互差亦有严格要求;除此之外,最重要的指标是寿命可靠性,深沟球轴承基本额定寿命的试验值L10t与基本额定寿命L10之比(K)大于12,圆锥滚子轴承基本额定寿命的试验值L10t与基本额定寿命L10之比(K)大于8,可靠度Re大于99.5%,才能获得认可。
精品钢球按照《精品钢球 技术条件》执行,精品钢球必须达到G5级以上(含G5级),技术指标有较高要求。其寿命可靠性为选定质量可靠的轴承内、外圈和保持架,合套后对成品轴承进行可靠性试验。按照CSBTS TC 98.88-2004《滚动轴承 钢球寿命及可靠性试验规程》对成品轴承进行可靠性试验,合套轴承的寿命可靠性指标符合《精品轴承 技术条件》的要求。
3 精品轴承考核结果
取得精品轴承认证的共有14家企业的21种规格型号31组轴承产品,其中精品深沟球轴承8种规格型号15组轴承,精品圆锥滚子轴承6种规格型号9组轴承,精品钢球4种规格型号4组钢球,精品汽车轮毂轴承3种规格型号3组轴承。表1为近10年来精品轴承寿命可靠性试验结果。
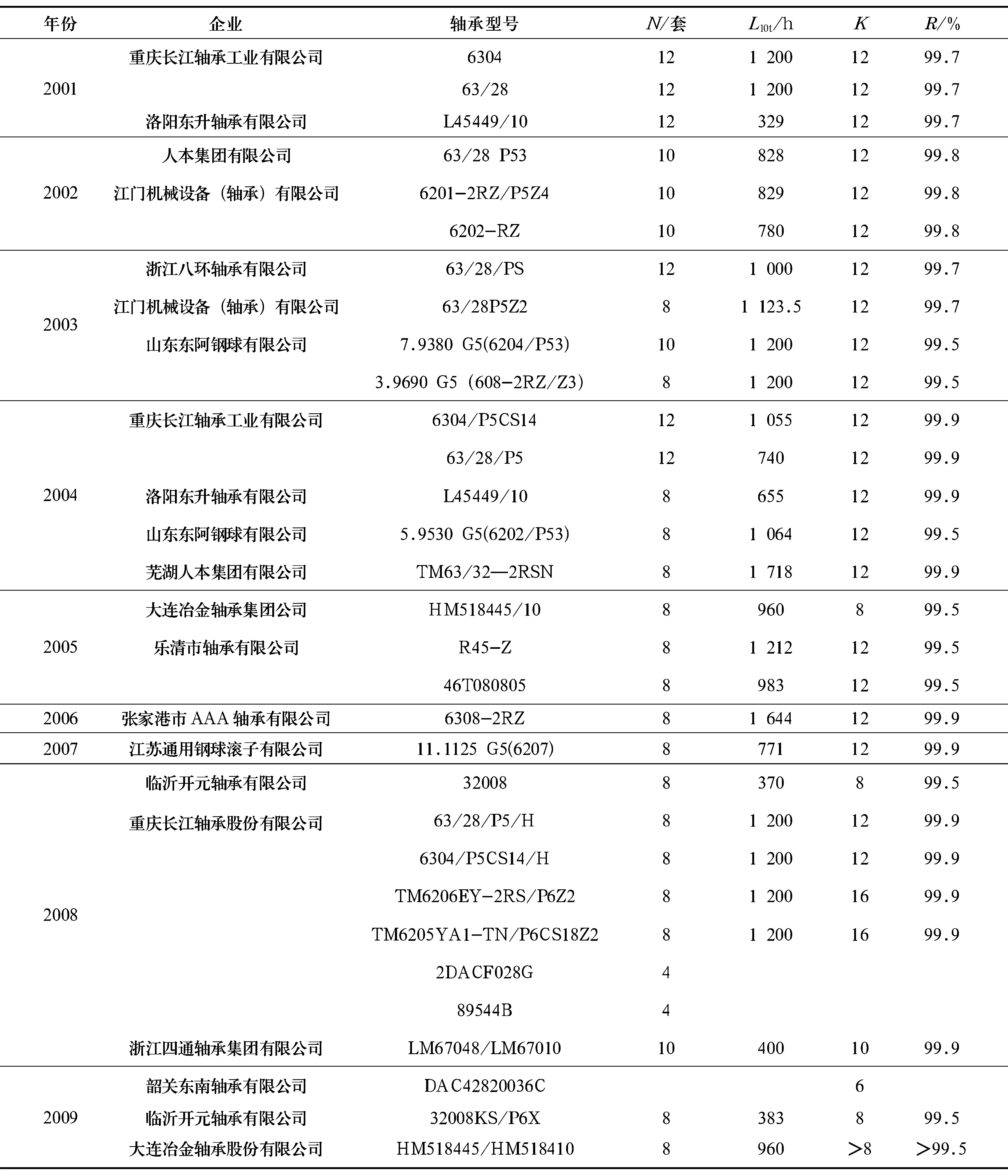
表1 精品轴承寿命可靠性试验结果
精品深沟球轴承轴承多以小尺寸段轴承为主,从6201,6202,6203,6304到6308。在尺寸精度、振动、寿命可靠性等方面,国产小尺寸段轴承质量和稳定性较好,与进口轴承质量的差距正在缩小,在很多使用场合可以替代进口轴承,并且出口到国外。摩托车轴承63/28共有多组创精品轴承,可见该轴承用户要求较高,且需求量较大。
精品圆锥滚子轴承多为英制轴承,多用于汽车轮毂、变速箱和差速器上,从检测及试验情况看,国产圆锥滚子轴承的精度及寿命可靠性也有较大的提高,完全可以替代进口轴承。
精品钢球均为小规格钢球,与小尺寸段轴承合套,钢球精度及振动、合套轴承的寿命可靠性都较高。
汽车轮毂(2代、3代)精品轴承也异军突起,已加入中国精品轴承的认证行列。检验和试验的结果均表现不凡。
从精品轴承检测及试验分析来看,要取得精品轴承认证有一定的难度。寿命可靠性是轴承总体质量的体现、精品轴承的最重要指标,要想达到这个指标,必须从产品设计入手,选择优质原材料、采用先进的成套制造装备及严格工艺纪律,才能取得较好的质量。轴承振动指标还需继续努力,以求能很好地达到V3组。
4 考核过程引发的思考
4.1 “精品轴承”达标认证生产企业的特点
(1)无论是深沟球轴承还是圆锥滚子轴承,套圈成形以冷辗、磨加工以磨超短线连线、装配以自动装配为主;(2)获证企业不仅通过了ISO9000、TS16949质量体系认证,省级技术中心认可,而且部分企业还获得了国家实验室认可的证书,说明这些企业无论是从产品开发、试验研究还是质量管理都上了一个大台阶;(3)主导产品80%为前市场,即主机配套,由于主机厂对产品质量持续不松懈的要求,使得生产企业在质量体系管理、产品质量检验等方面持续改进,这对产品质量的不断提高起到了积极作用。
4.2 生产设备和加工工艺的比较
1996年日本NSK轴承公司在江苏昆山投资建厂,一期工程共建有9条自动生产线,其中1条深沟球轴承生产线月生产能力50万套,该线共有12台磨削和超精加工设备组成,并有2台机外检测仪器。其中内圈7台(2台内径磨床、3台内滚道磨床、2台内滚道超精机),外圈5台(3台外滚道磨床、2台外滚道超精机)。同时磨削液和超精油在各自30 t的罐内进行循环集中过滤,过滤精度不超过10 μm。正是由于该生产线加工设备的合理配备,规范的加工工艺,使得轴承的生产节拍恰到好处。对于低噪声轴承,其清洁的磨削液和洁净的超精油也是保证产品质量的另一因素,最终确保轴承产品质量稳定。
近年来,国内磨超连线技术也取得了长足的进步,精品轴承的生产中,部分厂家采用与NSK公司类似的长线或复线生产。先后出现了9台、15台、21台和25台机床等组合形成的磨超自动生产线,其内圈内沟磨床、内径磨床、机外检测机、外沟磨床、外沟超精机和内沟超精机台数分别为1,2,2,1,2,1;2,3,3,2,3,2;3,4,4,3,4,3和4,5,5,3,5,3。随着国产高档轴承设备的稳定性提高,已有逐渐从自动化生产线向自动化生产工段过渡趋势,采用复合自动线生产的轴承,其产品精度一致性和生产效率均有显著提高。
然而,目前国内大部分生产企业的磨超连线基本上都是短线,通常由5台加工设备组成,外圈2台(磨沟和超精)、内圈3台(磨内径、磨内沟和超精)。运行期间的匹配节奏和生产效率与NSK中国工厂有差距,反映在产品质量上就会有波动。要解决该类自动生产线上外圈沟道和内径加工节奏相对较慢的问题,使整条自动生产线的各工序完成节奏更加协调一致,还需设备生产厂家继续努力。
通过调查了解到,国内的钢球生产设备与国际水平已经相当接近,生产的钢球尺寸精度和振动及稳定性,与国外公司的产品质量相当。除了表1中的国内钢球生产企业,日本椿中岛、日本AKS、美国NN公司在国内组建钢球厂,为世界著名的轴承公司提供钢球产品,其光、磨、研设备也基本上是采用国内企业生产的成套设备。
同时,国内达标企业小型轴承的尺寸精度、旋转精度和振动达到国际先进水平,反应出我国小型轴承制造设备已经达到或接近国际先进水平,主要轴承设备制造企业新乡日升数控轴承装备股份有限公司、无锡机床股份有限公司、上海莱必泰数控机床股份有限公司等骨干企业为行业“精品轴承”生产做出了贡献。
5 结束语
(1)技术进步带来质量稳步提升。通过对一批技术含量较高的高附加值新产品的检验证明,轴承行业的产品设计能力、新产品试制能力及质量保证能力得到加强。工艺装备的更新和改进使得产品质量更加稳定。
(2)相当一批企业的产品线不断丰富,提高了抵抗市场风险的能力。例如,圆柱滚子轴承、调心滚子轴承、汽车轮毂轴承、机床主轴轴承等在一些从未生产过同类型企业中处于研发或小批试制阶段。
(3)部分企业样品的产品质量特性值一致性较好,尤其是自动连线的生产企业,表明这些企业的工序加工能力(工序能力指数)得到加强。未来的发展更是如此,工艺装备是产品质量更加可靠的有力保证。
(4)参考国家监督抽查和用户委托的相关情况,认为轴承行业整体进步巨大,尤其是实物质量提升速度较快,但与国外同类型轴承的同期质量水平相比尚有差距。例如,2010年度有3家企业的4个产品申请了“精品轴承”达标认定,但因寿命可靠性未达到相关标准要求成为近年来唯一没有获证企业的年度,确实令人遗憾。
2010年是“十一五”收官的一年,轴承行业历经5年的奋斗取得了很好的业绩,希望“十二五”开局顺利,巩固原有基础并在此基础上取得更大的进步。
