成组技术在数控车床上加工矩形螺纹的应用
2011-07-07胡江平
胡江平,李 杰
(1.黄石职业技术学院,黄石 435000;2.黄石三丰智能机械有限公司,黄石 435000)
0 引言
成组技术是适应产品多样化要求的一门科学技术,由于生产中许多事物是相似的,把相似的事物归纳成组,寻找解决这组问题的最优方案,从而获得良好的经济效益。对数控加工来说,成组技术就是根据被加工零件的几何形状、结构及加工工艺的相似性进行分组,同一组的零件可按照共同的工艺流程,简单地改变程序,便能制造出某一零件族中的任何零件。
矩形螺纹牙型为正方形,牙型角α=0°,多用于传力或螺旋传动中,其传动效率比其他螺纹高。例如风动设备、气动设备上的螺杆等都是矩形螺纹。由于螺距大,切削余量大,切削抗力大,所以加工难度大,往往需要分层车削和左右“赶刀”的方法来车削。如果每次车削都编写程序,编程会变得很麻烦。特别是每刃磨或更换刀具,就需要根据不同的刀头宽度。如图2所示,修改整个程序,费时费力生产效率低下。
为适应生产的需要,可以应用成组技术编程,通过对零件图纸的工艺分析与总结,找出程序中的共同点,制作成矩形螺纹编程的标准模板。在实际生产中直接套用模板,就可以正确、快速地完成新程序的编制,节省编程时间,提高生产效率。
1 成组技术编程的工艺基础
成组技术编程具有极好的易读性和易修改性,编写出的程序逻辑严密,通用性极强。程序里应用了大量的编程技巧,如数学关系的表达,加工刀具的选择,走刀方式的确定等,直接地体现编程者的工艺指导思想。
在湖北黄石三丰智能机械有限公司生产的凿岩设备上,有批量的矩形螺纹加工(如图1所示)。
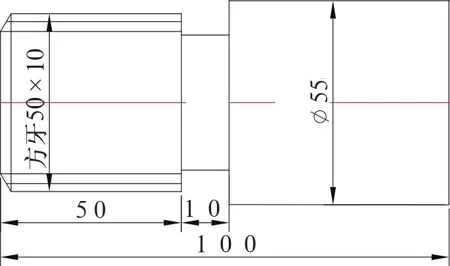
图1 矩形螺纹加工
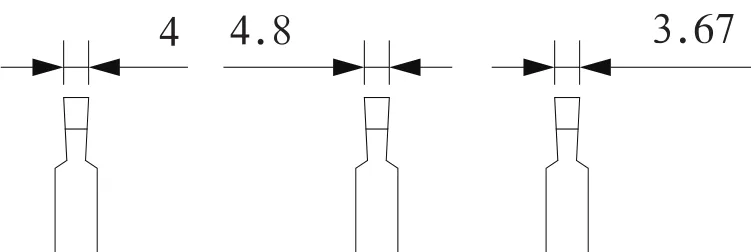
图2 不同刀头宽度
1.1 螺纹切削方式的选择
对于矩形螺纹,通常采用硬质合金螺纹刀进行高速车削。在矩形螺纹的如图1所示生产中,通过研究,其加工路线相同,只是刀具的位置参数不同。车螺纹时,根据牙型高度分二层车削,同时把刀头宽度4mm作为变量赋值,令#1=4,进行逻辑运算。让车刀向左作微量移动(俗称借刀法或赶刀法),通过调用子程序的方法,经几次行程后把螺纹牙型车好。
1.2 各节点数值的计算
1.2.1 矩形螺纹各部分尺寸的计算
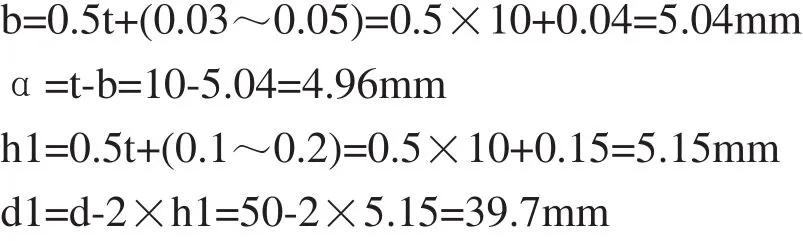
式中 t:螺距(毫米);
α:牙顶宽(毫米);
b:牙槽底宽(毫米);
h1:牙型高度(毫米);
d:螺纹外径(毫米);
d1:螺纹小径(毫米)。
1.2.2 车螺纹时,Z向借刀量的计算
#2= b -#1
式中 #1为刀头宽度(毫米)。
1.2.3 借刀车螺纹时,Z向加工起始点的计算
#3= t-#2
2 成组技术编程的的加工应用
如图1所示矩形螺纹加工程序01111(文件名)
程序正文 注释说明
%1 (程序起始符)
T0202 (矩形螺纹刀)
M03 S400 (主轴转速400r/min)
#1= 4 (刀头宽度)
#2=5.04-#1 (车螺纹Z向借刀量)
#3=10-#2 (借刀车螺纹加工起始点)
#4=49.8 (工件大径)
#5=39.7 (螺纹小径)
#6=#4-3 (调用2号程序车削螺纹的第一层深度)
G00 X56 Z10 (到螺纹外径起始点)
M98 P2 (调用2号子程序)
G00 X56 Z10 (到螺纹外径起始点)
M98 P3 (调用3号子程序)
G00 X56 Z[#3] (到借刀车螺纹加工起始点)
M98 P2 (调用2号子程序)
G00 X56 Z[#3] (到借刀车螺纹加工起始点)
M98 P3 (调用3号子程序)
G00 X200 Z[#1] (快速退刀)
M05 (主轴停转)
M30 (程序结束并复位)
%2 (2号子程序)
WHILE #4 GE #6 (用变量编程方式,循环车削螺纹第一层深度)
G82 X[#4] Z-58 F10
#4=#4-0.8
ENDW
%3 (3号子程序)
WHILE #6GE#5 (用变量编程方式,循环车削到螺纹的小径)
G82 X[#6] Z-58 F10
#6=#6-0.5
ENDW
M99
换新刀,刀头宽度若为“4.8mm”,将“#1=4”句中的“4”改为“4.8”。
刀具磨损后,刀头宽度若为“3.67mm”,将“#1=4”句中的“4”改为“3.67”,其他方面不作修改,实现快速编程。
3 结束语
以上程序在配置华中世纪星HNC-21/22T系统的数控车床运行通过。如果使用配置其他系统的数控车床,也只需要修改个别语句,矩形螺纹的编程模板即可使用。编程员根本无需触动程序本身,只需对刀头宽度所对应的变量作简单调整,就能迅速的将程序调整到最优化的状态,把编程人员从繁琐的、大量重复性的编程工作中解脱出来,最大限度地提高生产效率。生产实践表明,在数控车床上加工矩形螺纹应用成组技术可以减少设计工作量,提高设计工作的标准化与合理化,缩短生产准备时间,有利于生产管理科学化。
[1] 曹作人.车工技师手册[M].北京:宇航出版社,2007.
[2] 刘万菊.数控加工工艺及编程[M].北京:机械工业出版社,2007.
[3] 胡涛,朱国文.数控车床编程与操作基础[M].武汉:华中科技大学出版社,2001.
[4] 唐国良.Cimatron数控编程与后置处理[M].北京:人民邮电出版社,2005.
[5] 张伯霖.高速切削技术及其应用[M].北京:机械工业出版社,2002.
