食品级二氧化碳生产工艺自控系统的设计
2011-07-02武奇鹤
李 杨 武奇鹤
中捷机床有限公司(沈阳 110000)中石油辽河油田分公司沈阳采油厂(沈阳 110164)
变压吸附就是利用吸附剂对气体中各组份的吸附容量随压力变化而呈现差异的特性,在吸附剂选择吸附条件下,加压时吸附原料气中的二氧化碳组份,难吸附组份氢、氮、一氧化碳、甲烷等作为脱附气由吸附塔出口排出。其工序采用变压吸附技术是以制氢尾气为原料,采用成熟的回收二氧化碳技术,首先采用真空变压吸附装置,将二氧化碳的浓度由 27.0%提高到 98%以上,然后进入压缩机增压到 3.0MPa,冷却分水后进入干燥器干燥,干燥后的物料经吸附脱除杂质、预冷后液化、精馏,最后进入食品级产品储罐,作为食品级二氧化碳产品使用,生产出符合国家标准GB/T-6052-93的11000t/a的食品级二氧化碳。
1 控制方案
该装置分两段变压吸附,一段六个吸附塔由49个程控阀、1个单向阀和3个调节阀通过管线相连接,二段四个吸附塔由22个程控阀、1个单向阀和3个调节阀通过管线相连接。当一段中二个吸附塔同时进行吸附操作时, 其余四个吸附塔处于再生过程的不同阶段。六个吸附塔循环操作, 达到连续处理原料气、输出产品气,并输出粗脱气供二段处理的目的。当二段中二个吸附塔同时进行吸附操作时,其余二个吸附塔处于再生过程的不同阶段。四个吸附塔循环操作,达到连续处理粗脱气和输出脱附气供一段升压吸附处理的目的。
以二段四塔变压吸附为例,每个吸附塔在一次循环中都要经历吸附(A)、压力均衡降(ED)、顺向放压(PP)、逆向放压(D)、冲洗(P)、压力均衡升(ER)、最终升压(FR)等七个步骤。二段四塔工艺步序及阀门开关图如图1所示。
1.1 控制方案的硬件设计
控制站采用SIEMENS S7-300系列PLC,CPU使用了315-2DP型号,操作站与控制站通过 PROFIBUS网进行数据通讯。控制系统的操作站采用台湾研华工业控制计算机,实现过程参数监控、手/自动控制、报警及报表打印功能。其硬件组态结构框图如图2所示。
1.2 控制方案的软件设计
为了实现操作站的监控功能,采用了SIEMENS WinCC组态软件,该软件具有良好的人机操作界面,便于操作人员监控和操作,实现了工艺流程图显示、数据监控、报警记录、实时趋势曲线记录、设备起停控制、参数修改等功能。
对PLC控制站的硬件组态、网络组态以及控制程序的编写,采用了SIEMENS STEP 7软件。实现了一段六塔和二段四塔的程控程序、信号的工程量化、设备的连锁控制以及系统重要参数报警监控等功能。
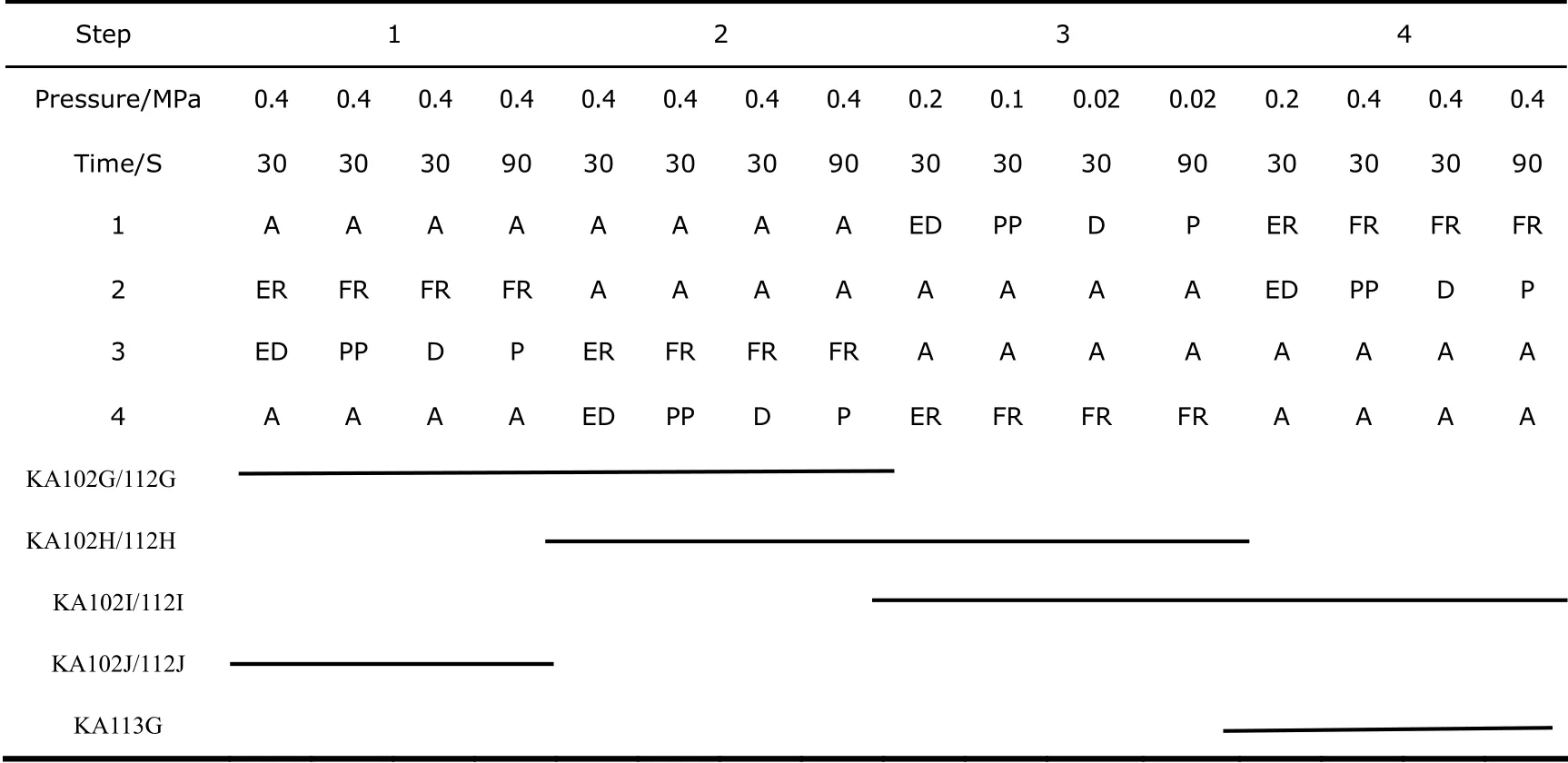
图1 二段四塔工艺步序及阀门开关图
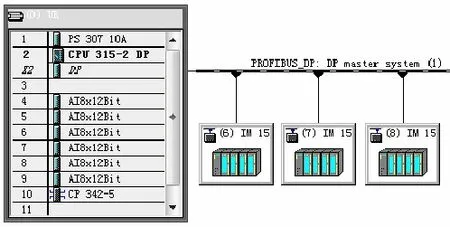
图2 系统硬件组态结构框图
2 控制方案的实施
在控制系统操作键盘上有一系列功能开关,按动这些功能开关运行程序操作相应的变化。在控制系统编程工具Step7中建立功能块FC,在其中以梯形图的形式编辑相应的控制程序。以二段四塔程控过程为例,整个过程分为16步进行控制,每一步都要设定一定的时间,用一个计数器(Counter)来对16步进行计数,用16个S_PEXT类型定时器(Timer)来管理每一步的相应条件。其系统控制流程如图3。控制要求有以下几方面。
置零:程序回到以A塔吸附(A)步骤的初始状态。以“4COMMAND.RESET4”为状态位触发置零操作
要求:实际就是把程序中相应条件复位。
暂停:各塔工艺步骤均保持在当前状态,与之相应的各程控阀也保持当前的开关状态,程序控制系统暂停计时,解除暂停,恢复计时,继续执行暂停前的相应程序,时间从暂停时的累计值开始连续累计。用一个置位复位触发器SR来判断暂停的两个状态-暂停开始“4COM MAND.AUTO_PAUSE_START4”和暂停结束“4COM MAND.AUTO_PAUSE_STOP4”,在暂停开始时通过该步的定时器 T25记录下暂停时间并输出到DB12.DBW56中,在暂停结束时通过DB12.DBW48把该时间值重新赋给定时器T25。
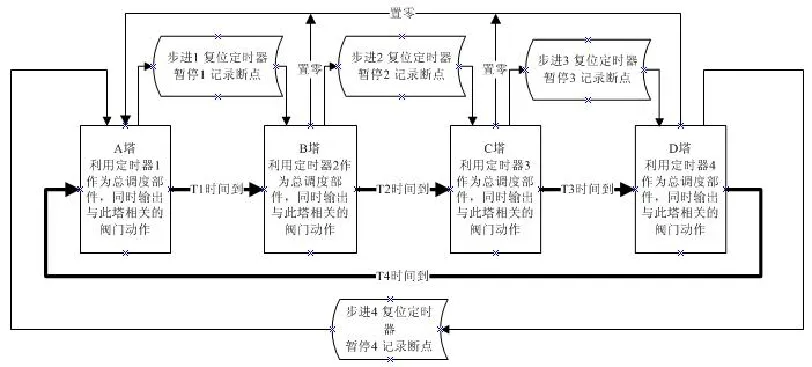
图3 二段四塔工艺控制流程图
步进:给一次步进信号,程序自动切换到下一步骤。利用“4COMMAND.AUTO_SKIP4”状态位来触发步进控制,就是令该步定时器计时结束从而转入下一步。
自检:程序控制系统继续运行,但程控信号不输出,程控阀全部处于关闭状态。利用状态位“4COMMAND.PROGRAM_CHECK4”来判断输出信号是否进入实际的输出通道“KC-102g”,否则信号输出到其它中间状态位“4wincc.KA102G_Wincc”。
自动:程控阀门的开关动作按微机程序自动进行。
手动:程控阀门的开关状态在微机操作键盘上手动给定。
3 结论
自辽河油田的该二氧化碳生产装置成功投入使用以来,系统运行稳定、可靠,达到了工艺要求,二氧化碳的生产率较高,同时对尾气进行了合理处理,从而有效的保护了环境。此套生产装置于2007年投入运行以来,运行结果表明,该套系统的控制方案合理,控制效果良好,极大的提高了生产效率,降低了生产成本,而且操作直观、简便,受到了用户的好评。
[1]西门子(中国)有限公司自动化与驱动集团.深入浅出西门子 S7-300 PLC(第 2版).北京:北京航空航天大学出版社,2006.
[2]西门子(中国)有限公司自动化与驱动集团.深入浅出西门子Wincc V6(第2版).北京:北京航空航天大学出版社,2006.