薄壁壳体加工用夹具研究
2011-06-23谭智申
谭智申
(中国电子科技集团公司第十八研究所,天津 300381)
客户追求个性化、多样化产品的市场需求,对企业提出提高效率、压缩周期、加速升级、满足市场的要求,敏捷制造、成组技术、柔性化系统成为方向,快速响应能力、压缩制造周期、增强系统柔性的工装夹具设计及应用研究,成为了发展重点。
在传统的机械制造中,薄壁类、高精度小批量产品,其刀具选择、工件装夹、对刀试切、参数调整、拆卸等生产辅助时间,占零件生产周期的70%~80%,零件加工时间仅占20%~30%,因此有效控制生产准备时间,实现制造程式化、自动化,是提高生产效率的关键[1]。通用性工装夹具的设计与应用,就成为解决多品种、小批量生产的重要方法之一。
1 夹具设计的基本方法
1.1 设计原则
在构思夹具整体结构时,应以结构简单紧凑、操作方便快捷、使用安全可靠、符合工件特点为目标。设计原则包括:
(1)基准统一原则。即确保夹具基准与工件基准统一,并与机床保持稳定的坐标关系,消除因基准不符产生的定位误差;
(2)连续有效定位与不完全定位相结合原则。在保证工件加工定位连续稳定的同时,通过在剩余自由度方向进行可调整辅助装夹,使夹具结构尽可能敞开,既可简化夹紧机构、降低夹紧力,又使待加工面充分暴露,避免加工过程干涉;
(3)控制形变最小原则。保证夹具自身刚性,使工件安装稳定、受力均匀、夹紧可靠,因切削力、夹紧力产生变形最小[2~4]。
1.2 基本步骤
(1)确定工艺方案。结合工件原材料和结构图,首先分析工件结构特点和精度要求,确定合理的工序步骤;然后选用刀具、加工方法,分配粗、精加工余量;最后考虑简捷、适用的工装夹具类型。
(2)定位基准选择。工艺方案确定后,要合理选择定位基准,体现夹具与工件定位准确统一、装卸方便、夹紧可靠;相对工件各部位尺寸计算简单;满足各工序技术要求等特点。
针对薄壁壳类工件的夹具设计:
一方面,夹具定位面要与工件基准面吻合,且有一定精度的基准平板作为夹具基础,其他关联尺寸、相关配件与之匹配,具体要结合机床工作台面和工件外形结构特点,工件在基础板上定位,要求原则上工件边缘不超出基础板外形尺寸;
另一方面,夹具设计还要考虑防薄壁形变的支撑、装夹技术,结合工件大小、壁厚、工艺定位点、以及与主轴运动关系等相关因素,选好辅助支撑及夹紧点分布等。
(3)夹具结构设计。常见的夹具类型有通用夹具、组合夹具、可调夹具、专用夹具和成组夹具,通常优先选用通用夹具、组合夹具和可调整夹具;
夹具结构又分为孔板式一面两销结构、分布定位结构和桥式结构等。
其中孔板式一面两销结构,是比较典型的形式,兼有孔隙类夹具定位精度高和槽系类组合夹具可调整性好的特点,适用于有定位基准孔、槽或面的所有工件,应用广泛,是本文探讨的主要结构;
分布定位结构组合夹具适用于形状不规则、无基准平面的工件,其结构主要以连接杆、支撑架和螺钉等组成;
桥式结构夹具主要适用于结构较大、形状复杂、多工序分步加工、同一基准下各加工面关联尺寸多、精度要求较高的工件[1~3]。
(4)夹具结构验证。夹具设计完成后,要核准装夹定位结构以及相关的定位用元器件、连接件、辅助支撑板和压板等,进行组合连接和试装配,以检查夹具结构合理性,并结合工件加工顺序、装夹和加工情况展开分析,排除定位不准、装夹不合理、与主轴干涉等问题。
2 算例
2.1 算例1——某型号柱状壳体夹具的设计
(1)工件特点及加工难点。图1为某型号不锈钢壳体示意图,该工件由棒料车削加工而成,特点是工件切削量大、壳壁薄、刚性差、外表面光洁度高;难点在于壳底和壳壁薄,一方面对定位精度要求高,微小的偏心也会对工件壳壁均匀性、工件使用安全性产生较大影响;另一方面,加工过程中的锁紧力的方向及大小,都会影响工件加工品质,极易产生形变、划痕或压痕。
结合工件特点、难点,在夹具设计时应该选择定位精度较高的孔板式一面两销结构进行定位和辅助装夹。

图1 某型号不锈钢壳体示意图
(2)加工工艺步骤。先经过消除材料内部应力和机械残余应力的去应力退火,再粗车外形、精车底端面和内孔,最后综合考虑工件的装夹、定位和成型加工。
结合孔板式一面两销夹具结构形式,该工件可以利用工件底平面和底部连接孔与固定于车床主轴端面的辅助卡板定位,并辅助以如图2的非金属专用芯轴,以内孔和端面为基准进行内部支撑、垂向锁紧,进行关键的壳体外部尺寸成型精加工。通过该夹具的设计与使用,成品净质量不足原材料3%的薄壁外壳加工生产效率和产品品质大幅度提高。
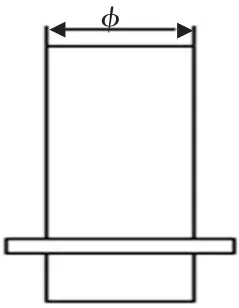
图2 芯轴示意图
(3)夹具设计的实践应用。针对圆柱状薄壁类壳体的车削加工,工件安装、夹紧和刀具的选择需要特别关注。为降低工件装夹变形的产生,要考虑采用芯轴辅助支撑的锁紧方式。在芯轴设计时,首先分析工件本身形位公差的要求,在满足使用条件下,尽量选择非金属材料作芯轴;必须使用金属材料,优先选择45#钢,并经调质处理;同时,要核算切削加工时使零件与夹具不发生相对滑动的摩擦力情况。一般可以查阅《机械加工技师综合手册》相关公式和参数值。以要满足外表面光洁度,需要磨削的工件为例,首先通过计算公式(1)和(2)计算出径向和切向磨削力,然后通过公式(3)推导出芯轴单位面积上的正应力,最后通过胡克定律得出正应变,计算出满足夹紧效果的芯轴尺寸公差。
计算公式如下:

其中,
Fy、Fz分别为径向和切向磨削力;
Cf为切削压力;
Vw为工件转速;
Fr为径向进给量;
B为磨削宽度;
ν为砂轮转速;
φ为磨粒锥顶角;
μ为摩擦系数。

其中,
P为正应力;
d为芯轴直径;
L为芯轴长度。

其中,
σ为正应力;
ε为正应变;
E为弹性模量。
对于车削加工方式,有“三分机床,七分刀具”的说法,适合的刀具材料、合理的刀具角度形状,对车削加工品质有事半功倍的效果。尤其在薄壁工件加工过程中,工件被夹具锁紧,车削时刀具材料及几何角度的选择,对刀具磨损、工件热变形、尺寸精度、表面品质等具有重要作用。
通常刀具的前角变化会影响到切削变形、刀具锋利程度和加工品质,选用高速钢刀具,前角一般在10°~30°,选用硬质合金刀具,前角一般在5°~20°;
刀具的后角变化,会影响到摩擦力、切削力和刀具强度,选用高速钢刀具,后角一般在6°~12°,选用硬质合金刀具,后角一般在4°~10°。
3.2 算例2——某型号板框类壳体夹具的设计
(1)工件的板框结构特点和加工难点。图3为某型号机壳组件示意图,其由铝合金板材加工制成,单件外形尺寸为496 mm×285 mm×36 mm。由于内部电器元件连接的差异性和机壳整体组装要求,组合机壳需要数件不同内部结构的单体进行拼装,单件间相对位置精度、尺寸精度、表面粗糙度要求较高。因此,在夹具结构选择上,各单体加工时要有统一的定位基准,且在坯料余量去除、内腔加工、单件成型和组装壳精修外型等工序,应考虑能连续定位、有效装夹的组合夹具。
图3 某型号机壳组件示意图
通过对示意图的分析,该类工件具有薄壁深腔、异型、整体板框结构特点。其加工难点在于深腔且底部过薄,高速切削时因颤振影响很容易扎刀,损害工件衬底;另外工件内部形状复杂、边框壁薄、尺寸精度高,对定位安装点选择和辅助支撑、装夹有较高要求。
因此,工艺方案制定时,既要考虑工件加工中热变形问题,又要考虑主定位基础上辅助的内部支撑、夹紧部件的互换性等问题,力争达到用最简单的定位方法和最简捷的夹紧方案,使工件迅速获得准确定位与合理装夹,并在加工过程中保持连续、稳定。
(2)夹具结构选择。结合图3所示,在分析工件材质、加工要求、板框类工件及机壳整体组装性的特点、难点基础上,确定采用定位精度较高的孔板式一面两销夹具结构。
结合本工件,其为铝合金材质,净质量不是很大。因此,可选用经过实效处理的25~30 mm左右铝板作为基准平板,经过精加工后形成基准平面,与工件首个精加工面配合,作为定位基准面;同时选择组件各单体间的连接孔为工艺定位孔,配打定位销钉孔与基准面一起实现工件主定位;另外,通过对不完全定位情况下剩余自由度的应用,在工件边框处采用压板结构进行必要的固定、装夹、组装,达到辅助夹紧、分布定位的作用,实现单工序加工面全定位,并通过倒换压板实现一次装夹多面加工。
这样加工方法,一方面保证了定位的精度和连续性;另一方面,以统一基础面为基准进行关联尺寸计算,分序加工6个面,尺寸精度、位置公差等比较好控制。如图4所示,是利用该夹具进行单体工件成型面精整加工情况。

图4 单体工件成型面精整加工示意图
通过上述方法设计的夹具,已经在不同型号组合机壳的小批量实践生产中得以应用,效果显著:
在确保工件加工品质的前提下,工件单体加工工时由120~150 h/件,减少为32~36 h/件。
另外,同样采用孔板式一面两销结构,利用组合壳体整体组装平面和端面连接孔定位,设计了如图5所示桥式可微调组合夹具,解决了壳体组装后的整体组合壳外形精加工和局部修整等问题。

图5 桥式可微调组合夹具
(3)夹具设计的实践应用。对内部形状复杂、铣削加工量大、壳薄的薄壁板框结构壳体,加工前,优先选用热处理过的型材,并增加去应力退火工艺;加工中的铣削方法和夹具使用更应注意。
铣削中,高速强力切削会产生大量切削热,尽管切削层金属在刃口处被分离,会带走大部分热量,但铣刀刃前区温度仍然很高,铝材本身熔点较低,使得刃前区常处于半融化状态,加工中产生不光滑表面,形成凹凸缺陷,且薄壁还会产生颤振变形,因此铣削时应采用“轻切快跑”的高速切削技术和分层顺铣的加工方法。尤其在精加工时,主轴转数一般在6000~8000 r/min以上、进给速度1000~1200 mm/min、切削深度≤0.2 mm,以此来降低切削力、减少切削热和切削颤振的产生。
深腔薄壁工件在夹具应用时,要考虑内胎支撑,传统工艺需要与型腔完全吻合的内部支撑胎具,精度要求高、加工难度大。采用易熔化、可塑性强的油脂,经过均匀加热、搅拌使其充分熔化,然后注入加工好的工件型腔,实现增强工件内部支撑作用,再进行成型加工;最后,工件加工成型后,利用石蜡易熔化特点,周边预热即可取出。
该方法针对薄壁深腔、形状复杂的板框类工件有非常好的效果。
4 结束语
结合薄壁、深腔、异型结构壳体特点,遵照夹具设计基本原则,采取传统孔板式一面两销、主、辅助定位相结合的方法,设计通用夹具,用于辅助生产加工,能够达到确保工件品质、提高生产效率的目的,在相关产品的加工过程中得到验证,具有应用、推广与借鉴价值。
[1]王启平.机床夹具设计[M].哈尔滨:哈尔滨工业大学出版社,1996.
[2]姬文芳.机床夹具设计[M].北京::航空工业出版社,1994.
[3]刘 伟.加工中心组合夹具的组装技术[J].机械工人,2004,(2):44-46.
[4]陆 雯,钟康民.以圆柱体为夹紧元件的自锁型敲击式夹具[J].机械制造,2004,(42):61-62.
