基于DELMIA的某游艇厂生产流程规划仿真
2011-06-07李家贵
李家贵,王 真,陈 宁
(1.江苏海通建设工程有限公司,江苏 连云港 222004;2.江苏科技大学船舶与海洋工程学院,江苏镇江 212003)
基于DELMIA的某游艇厂生产流程规划仿真
李家贵1,王 真2,陈 宁2
(1.江苏海通建设工程有限公司,江苏 连云港 222004;2.江苏科技大学船舶与海洋工程学院,江苏镇江 212003)
基于达索公司的DELMIA仿真软件,针对某新建玻璃钢(FRP)游艇项目,就游艇生产流程进行规划,并通过流程仿真对FRP游艇制造使用场地进行优化。通过对整个规划厂区制造过程的物流、一定生产负荷下的场地利用率、生产线设备利用率的仿真,细化了生产管理过程的控制节点,减少了规划厂区的土地面积,提高了设备的使用效率,降低了船厂的投资成本,为新建企业能够迅速地达到产能,提供了设计依据。
游艇工艺;生产流程;虚拟物流仿真;DELMIA
0 引言
游艇作为一个地区经济发展的标准型指标,已越来越为人们所认同。随着我国经济建设的发展,作为城市居民的下一个消费热点,我国的长三角、珠三角和环渤海地区,许多游艇厂正在新建,各类游艇项目正在审批上马。本文就某新建游艇厂的FRP游艇生产流程的规划,利用法国达索公司的DELMIA仿真软件进行了制造流程数字化规划仿真研究。通过对整个规划厂区的制造过程物流、一定生产符合下的场地利用率、生产线设备利用率的仿真,细化生产管理过程的控制节点,规划厂区土地的合理使用面积和设备在一定生产负荷下的合理布局与合理配置,为该游艇厂的设计提供了依据,也为其他正在设计上马的游艇厂提供了规划参考,促进游艇制造企业对资源的合理使用。
1 基于DELMIA/QUEST的某FRP游艇厂生产流程工艺仿真
随着近年数字化设计与生产概念的提出,数字化生产工艺设计与过程仿真技术在船舶制造企业正逐步为人们所认识,面向制造流程的仿真研究项目正方兴未艾蓬勃发展,为促进船舶工业向数字化管理技术的发展做出了贡献。
在数字化工艺流程管理上,目前应用比较多的软件有:Arena、ShowFlow、Delmia/QUEST、Witness等。其中,System Modeling公司开发的SIMAN/CINEMA,PURDUE大学开发的 GCMS,Auto Simulation公司开发的AUTOMOD/AUTOGRAM也作为较成熟的软件应用于辅助车间生产系统的仿真[1]。这些软件解决了车间生产线以及产品的设计到实现的转化过程,使得设计到生产制造之间的不确定性降低。本文利用DELMIA/QUEST软件,就某FRP游艇制造厂在一定的生产负荷下的生产流程进行仿真,并根据仿真结果对其进行优化,其中包括:厂地的利用率、工厂整体布局、产品加工时间、机器磨损率以及加工过程中瓶颈出现的时间地点等信息,从而提出更优的规划设计方案,提高了规划企业的土地利用率,降低了投资成本以及单位土地面积上产品的产出率,降低了生产成本。
1.1DELMIA/QUEST 简介
DELMIA(Digital Enterprise Lean Manufacturing Interaction Application)软件是法国达索公司的产品,它主要由3个部分组成:数字计划工程DPE、数字计划制造DPM和建模软件QUEST,这3个相对独立的部分通过PPR HUB接口连接到一起[2]。本文主要基于某新建FRP游艇厂,利用QUEST对其制造物流进行仿真研究,从而合理地规划游艇厂的制造物流和土地利用率。
利用三维数字工厂环境模型,将离散的FRP游艇零部件生产通过物理建模和逻辑建模的方法映射到虚拟环境中,组成与实际生产线相对应的反应实际生产流程的几何和逻辑属性虚拟仿真模型。通过软件DELMIA/QUEST,对上述离散事件的工作过程进行可视化仿真,反应工厂生产系统集成、工艺流程设计方案合理性,评价生产工艺流程的准确性与一定负荷下的生产的可完成性,分析全三维数字工厂规划的合理性[3]。
1.2 现代FRP游艇制造工艺
新兴FRP船艇制造与传统的船舶制造差别很大。FRP船艇产品是一个技术含量较高、技术条件很复杂的产品,从设计、制造到服务,产品生产周期特别长。而且,市场需求个性化很强,游艇外部形状和内部配置变化万千。现在国际上基本采用“反工艺顺序法”来安排车间任务,以解决各工种在品种、数量和期限方面的平衡衔接问题。目前国内外游艇大多采用玻璃钢材质。
随着玻璃钢游艇产业的迅速发展,对艇体成型工艺的要求越来越高,特别是成型工艺的环保及成本方面的要求越来越高。传统的艇体成型手糊工艺由于生产率低,劳动强度大,劳动卫生条件差,性能稳定性不高,产品力学性能较低等问题,已为高端游艇的制造所放弃,代之以真空导流工艺。其方法是将玻璃纤维增强材料和泡沫夹心材料干法预铺设在密闭的模具内,然后安装供树脂进入和流动扩散的进胶接头和引流管道,通过真空薄膜袋密封和真空泵的抽气实现整个模具面积上铺层内部的高真空环境(一般为99%以上的真空度)。在系统保压良好的情况下将低粘度的树脂,经进胶管道由大气压注入系统内部,树脂按照预先设计的管道扩散,在预订时间内浸泡所有铺层结构,待胶液固化后,揭去真空袋材料,就可从模具上得到所需的制品。整个真空导流过程可重复,可质量控制,产品气泡含量降到最低,产品的纤维含量达到65%以上。而且由于真空薄膜的密闭作用把苯乙烯等有害气体的扩散降低了90%以上,实现了健康、环保的要求。真空导流工艺将是今后游艇制造环节中艇体成型的一大趋势[4]。
1.3 DELMIA软件在FRP游艇生产流程上的仿真应用
1.3.1 基于QUEST的仿真流程模块
本文以某游艇厂的游艇制造生产流程为例,对生产线系统进行面向对象建模,使生产线系统的抽象表达与实际系统相一致。本文的生产流程模型主要分为以下几个模块:
(1)各加工车间内部零部件模块:本文预先对FRP游艇的生产过程进行总结归类,最终分为7大生产车间,对游艇内部及外壳各个组件进行加工,待模拟零部件的基本信息以文本格式存储于QUEST软件的调度接口模块。
(2)零部件收发模块:包括资源Source和类文件Sink,原材料从Source中派发出来加工完毕之后归类Sink,Source控制着材料到达的速度和频率。本文通过编制Source的逻辑函数来控制零部件的产生,使生产符合生产实际的要求。Sink采用托盘的形式表达。作者首先利用软件设计符合生产实际的各种模型保存成QUEST可以识别的.iges格式,提高了模型的真实性。
(3)缓存区模块:实际生产中,各道工序的中间产品主要堆放在缓存区模块。本文采用托盘来显示缓存区的外形。本系统中缓存区Buffer模块控制着产品的流动方向。
(4)运输模块:各个加工车间的主要运输设备是平板小车以及大型的航车。为了符合生产实际的要求,运输小车AGV模块的运行速度以及运输规则都是要进行规范的。通常情况下小车的运输规则分为3种类型:①先到先服务的原则;②排队等候的原则;③最短距离的原则。本文采用先到先运输的规则,对AGV小车进行约束。
(5)生产加工模块:每一道工序相应的设定有若干台设备。本文的流水线生产是设备固定产品流动的生产模式,当零部件到达相应工序的某个设备时,设备应根据不同的部件来判别相应的加工时间从而完成加工。DELMIA中一些模型可以采用CATIA或SOLIDWORKS等三维软件建模导入。在本文中,作者采用SOLIDWORKS建模再将设备模型导入QUEST中加以应用。
(6)逻辑链接模块:为了确定生产工艺流程的方向,当静态模型设定完毕之后需对模型进行逻辑连接。
1.3.2 基于DELIMA数字化工厂体系结构
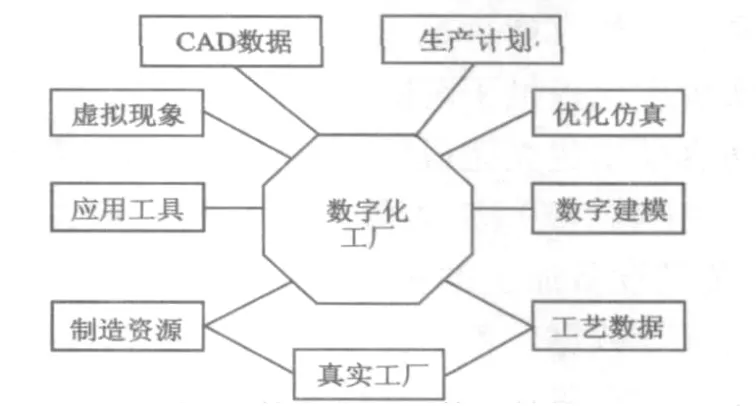
图1 数字化工厂体系结构
图1展示了数字化工厂的结构。通过建模技术对真实工厂的制造资源和工艺数据进行分析,在计算机内建立真实工厂的数字化模型。CAD数据、装配工艺和预计的生产计划作为输入,通过优化仿真系统进行生产制造过程的模拟,对产品的设计和生产过程进行评价[5]。
1.3.3 游艇加工车间各组织结构
在游艇生产中首先是船体工程和装配工程,正如文中1.2中介绍的,在现代FRP游艇艇体成型工艺中,应用较多的是真空导流工艺,这种艇体成型工艺具体的工艺流程如下:
制作木型→木型处理→模具制造→模具处理→脱模剂→胶衣→树脂(腻子)→毡/布/复合毡(多层板/轻木)→固化→装骨架(筋)→脱模→修整组装。
其次是轮机工程、电气工程和装饰工程,包括电路布线、监控安装、警报安装、系统调试,五金件加工,木具加工等。
最后就是实船总检,包括吊装下水、水电实验、航行实验、系统调试、总验报告。
本文主要研究游艇的船体工程和装配工程部分,仿真整个生产流程的制作过程,基于FRP游艇的生产过程。作者一共在所设计厂区内建造了7大生产车间,分别为剪裁车间、层糊车间、小零件加工车间、切割打磨车间、金加工车间、木工车间以及最后的总装车间。
1.3.4 游艇厂车间外部环境建造
对于本文所设计的FRP游艇制造厂,作者在工厂四周分别设置了传达室、办公楼、食堂等设施,在工厂的一侧建造了堆积生产物料的仓库,在游艇厂的周边还做了厂区环境的绿化,这样让整个游艇厂看起来设施更加完善,更具人文气息。
2 FRP游艇生产流程仿真与优化
工厂/车间布局及物流方案的优劣对生产效率高低、生产节拍均衡、资源利用率高低等有直接的影响,并直接影响到企业生产是否可顺利进行。由于生产系统的复杂程度高,运用传统的数学模型,很难进行车间布局及物流方案的优化。随着仿真技术的发展和各种仿真软件的出现,为企业通过虚拟仿真技术实现优化提供了可能。
仿真模型建立完成后,运行模型,可以获取关键设备(加工、物流)、工人等的实时利用率或平均利用率、关键设备加工的物量、生产线流动节拍、场地堆放情况等数据。基于模型输出的各类数据,可以进行生产线布局合理性分析、物流方案优劣分析、设备及人员负荷分析、生产线瓶颈工位确定等,作为生产线及物流方案评估及进一步优化的依据。如果存在瓶颈工位,可以采取添加瓶颈工位设备数量,分解瓶颈工位工艺内容,减少非瓶颈工位设备数量等方法进行改善。如存在某处零部件堆积严重的情况,可以采取增加堆放场地或加快向后道工序运输频率的方法进行优化。优化方案确定后,在模型中进行相应的修改,重新运行模型并获取运行结果。如此多次进行调整和运行,最终可以得到最优,或者相对较优的布局方案及物流方案。模型反复运行并得出的结果,可以为新车间布局、物流方案确定或已有车间布局、物流方案优化提供有力的决策支持。
在本文中,主要从车间布局合理性分析、场地利用率以及生产线瓶颈工位确定这三方面进行优化。
在本文的车间布局上,最初的设计如图2所示,厂区四周分别设置了办公楼、食堂、仓库以及厂房,中间区域分别设置了剪裁车间、层糊车间、小零件加工车间、切割打磨加工车间、木工车间、金加工车间以及最后的总装车间。完成车间布置后,进行游艇生产流程的仿真研究,发现这种车间布局存在不合理之处。产品从最初的剪裁车间,经过一系列加工过程,运送到最终的总装车间,整个流程的生产时间过长,且整个车间的制造流程也比较混乱,并且这种车间布置对场地的利用率也不高,所以这种车间布局不合理,需要改进。

图2 最初的厂区布置图
从图3的第2次的改进方案中,可以看到各个车间的分布。这种设计方案是在7大生产车间分别对游艇制造过程中所需零部件进行加工,然后再通过导轨,由小车运送到总装车间。这种设计方案与第一种设计方案相比整个生产过程中的总加工时间有所减少,这个车间布局的生产制造流程很清晰,但是同样存在缺陷,就是场地的利用率还是不太高。在当今土地资源十分紧张的情况下,提高土地利用率已经是首要考虑的问题,并且提高土地的利用率还可以节省开支。
在第3次的改良方案中,如图4所示,作者对厂区的布置做了较大的调整。从图4中可以看出,总装车间改建在厂区的中间,上面从左到右分别是剪裁车间、层糊车间、小零件加工车间以及切割打磨车间,总装车间右侧是木工车间,之后最下侧放置的是金加工车间。由于金加工车间与木工车间所加工的部件相对较重,所以将金加工与木工车间建造在比较靠近总装的位置。剪裁车间、层糊车间工作任务相对来说较轻松,所生产零部件对运行AGV小车来讲,任务量不大,因而将这2个车间放置在相对总装车间较远的场地,这样做的目的是节省了小车的运行时间,也缩短了总装之前的延迟等待时间。在这次的改良方案中,还将各车间相对应的AGV小车运行轨道作了相应的调整,这样做的目的就是为了提高场地的利用率,使车间的整体布局更加合理。各加工部件在经过总装车间之后,直接经过轨道运送出厂。
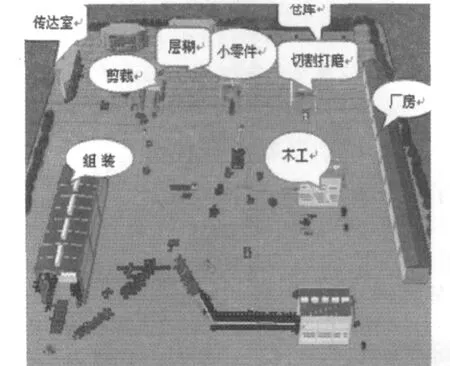
图3 第2次改进的厂区布置图

图4 第3次改进的厂区布置图
在生产流程的仿真中,一个重要问题就是调整各生产线平衡并保证每条生产线的物流顺畅,这里的FRP游艇厂生产流程的仿真中也出现了此类问题。因为局部装配节拍调整不协调和设备位置规划不够合理导致了传送带上有大量的零部件积压,阻塞了物流,使得后续生产线无法继续运行,并且存在设备和工人的利用率和忙闲程度等指标不合理等问题。通过对仿真模型的反复调整和对工人运动路径等问题的重新规划调整等措施,最后使得每条线得以平衡,并且使得工人和装配机床等的忙闲利用率等装配线指标趋于合理化。另外值得注意的是,在剪裁车间和小零件加工车间存在零部件积压,在木工车间存在零部件供应不足的问题,这两个问题都将导致物流不顺畅,运输过程中存在延迟等待问题,这严重降低了整条流程的生产效率,也大大降低了小车的运输效率,增加了生产周期。因此,必须重点解决生产流程中的这些瓶颈问题,缩短游艇的生产周期。可主要从以下两方面进行瓶颈问题的优化:
(1)改变车间内机器的数量,每台机器的实际加工时间,每个车间的工人人数与每个工人的实际工作时间。
(2)每个车间外运输零部件的小车的速度与运货量。
优化之后再运行仿真,如图5所示。

图5 优化后生产流程仿真实验
从图5可以看出,剪裁车间与小零件加工车间的物料堆积与木工车间内的物料供给不足问题都已经成功解决。整个FRP游艇的生产制造流程已经变得十分顺畅,生产线的瓶颈问题也已经得到优化。为了使优化的结果更加清晰明了,根据以上优化结果,画柱形直方图作对比,如图6和图7所示。
从图6和图7柱形直方图看出,优化前与优化后相比,一艘游艇的加工总时间缩小了,这也意味着提高了生产效率,同时也节省了生产成本。因此,对生产流程的优化还是很有必要的。
3 结语
本文以某FRP游艇厂为研究对象,探索在一艘游艇的制造流程过程中,应用现代造船模式下的先进车间制造技术,模拟仿真数字化 工厂,极大地缩短了实际生产中的设计变更,并且缩短了工艺规划的时间,在提高产量的同时也降低了生产成本,极大限度满足客户的要求。本文最后从车间布局的合理性、场地的利用率以及生产线的瓶颈工位这几个方面多次对仿真系统进行优化调整,最终获得了较优方案,大大提高了生产效率,使整条生产线的物流更加顺畅,从而缩短了游艇的生产周期,这是很有现实意义的。
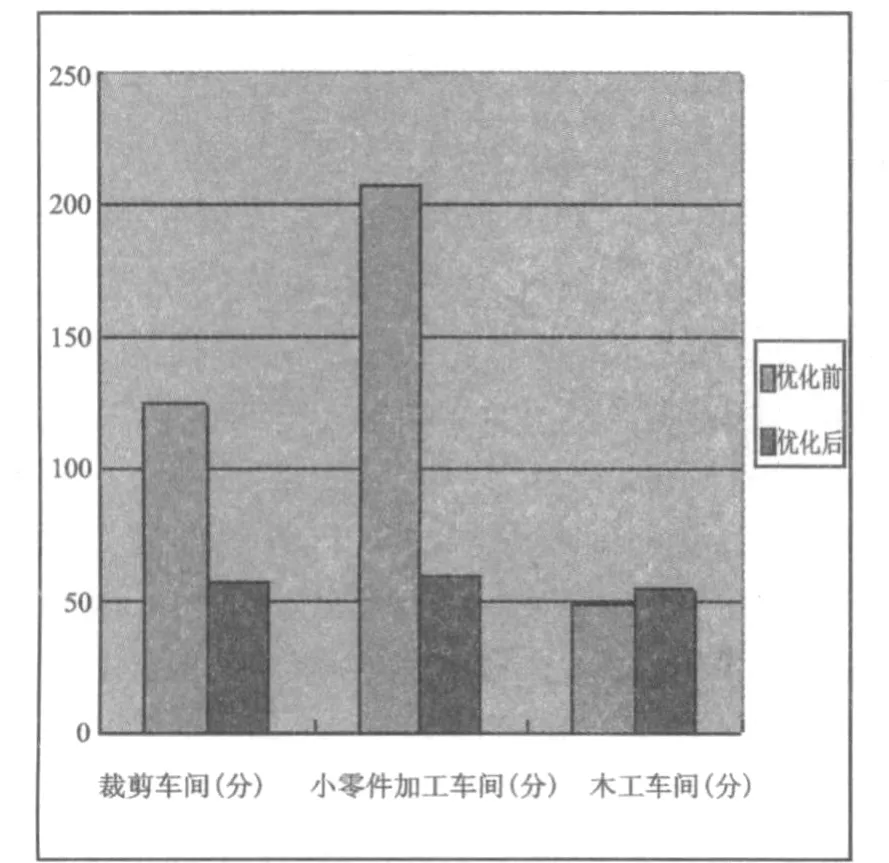
图6 优化前后各车间加工时间
[1] 郑顺水.生产系统仿真技术研究[J].四川兵工学报,2005,(2):15-19.
[2] 吴维江,丁运亮.基于DELMIA的飞机器虚拟装配技术研究与应用[D].南京:南京航空航天大学,2008.
[3] 齐继阳,竺长安.基于DELMIA/QUEST制造系统仿真模型的研究[J].机械设计与制造,2010,(4):113-115.
[4] 孙卫东,朱清.玻璃钢游艇艇体成型真空芯材导流工艺实施与应用研究[J].交通节能与环保,2011,(1):12-15.
[5] 马健萍,周新建,潘磊.基于DELMIA/QUEST的数字化装配线仿真应用[J].华东交通大学学报,2006,23(2):126-127.
It laid out the planning of yacht product flow aiming to a newly-built FRP yacht project based on DELMIA simulation software of Dassault corporation,and optimized the usage field of FRP yacht manufacture through the flow simulation.The paper thinned the control node of production and administration process,decreased the land areas of layout factory,advanced the availability factor of equipment,reduced the cost of investment of shipyard through the simulation of the physical distribution of the whole layout shipyard manufacture process,the field utility ratio of special production load,utility ratio of product line equipment,and provided the design considerations for the newly-built corporation achieving capacity of product rapidly.
Simulation of a yacht yard product flow planning based on DELMIA
Li Jiagui,Wang Zhen,Chen Ning(6)
U673.2
A
2011-09-21
李家贵(1967-),男,工程师,主要从事交通水运工程工作;王真(1988-),女,硕士研究生,研究方向为船舶数字化模拟制造仿真;陈宁(1964-),男,教授,研究方向为船舶数字化设计与先进制造。
