基于ARM7的重介参数自动调节系统的设计
2011-06-05毕经超
毕经超 , 张 锐 , 朱 亮 , 刘 向
(1.山东华鲁恒升化工股份有限公司 山东 德州 253024;2.河海大学能源与电气学院,江苏 南京 211100;3.中国华能集团澜沧江水电开发有限公司,云南 昆明650214)
近年来,重介质旋流器选煤技术[1]在我国选煤工艺中得到广泛应用,其中重介系统工艺参数的自动调节直接影响着选煤的质量,传统方法在实际运行中暴露出诸多问题:稳定性差、控制精度低和实时性不好等。随着自动化控制理论水平、计算机应用技术与通信技术不断提高,人们对重介工艺参数的调节提出了更高的要求,因此实现重介工艺参数的自动调节对提高选煤产品质量,降低工人的劳动强度,改善工人的工作条件,避免事故的发生等方面具有十分重要的意义。
文中结合选煤厂的项目,分析了选煤工艺流程的特点,利用ARM7丰富的外围模块、强大的管理功能和同时支持多个CAN总线的操作等优良的性能[2],设计开发了重介工艺参数自动调节系统。
1 系统总体结构的设计
基于ARM7的重介工艺参数的自动调节系统总体设计方案如图1所示,由测控单元、显示模块、通信单元等组成,其中测控单元以LPC2119为核心,将现场采集的旋流器入选压力、分流器执行器开度信号、电动加水阀门开度、电动补水阀门开度、合格介质密度、磁性物含量、合格介质桶液位、原煤入洗量等参数进行运算处理,采用PID控制算法,使合格介质密度控制稳定,并且精度高;人员可通过液晶屏用按键设定各参数值,在液晶模块上能显示各种故障信息,以便工作人员能在现场看到故障信息及时做出处理。同时通过CAN通信模块将现场采集的信息传给选煤厂集控室,可在集控室的大屏幕上实时显示各种信息,人员也可在集控室对参数进行设置。
2 硬件电路的设计
2.1 重介参数采集模块

图1 系统总体设计方案Fig.1 Entire design scheme of system
重介参数采集系统[3]主要完成介质密度、磁性物含量、压力、液位、阀门开度等参数的在线测量。密度检测选用HSGK系列的专门用于重介洗煤的密度计,可以直接检测原煤合格介质密度、煤泥合格介质桶密度。测量仪表将密度转换为4~20 mA信号输出,选用1%精度的电阻转换成电压,然后传给LPC2119。
液位测量模块,选用超声波液位计,现场采集的合格介质桶和煤泥介质桶的液位。此电路接口简单,使用方便,液位范围满足系统的要求。
2.2 显示模块
为实现友好的人机界面,采用液晶显示屏LCD JM12864-10进行相应显示。为配合LCD显示需要,使用按键来实现系统中参数显示以及修改等操作。LCD JM12864-10内嵌控制器T6963C,用户只需熟悉T6963C控制器的数据、指令格式、显示存储器的划分以及接口引脚功能定义,即可实现LCD的显示功能。其液晶显示电路如图2所示。
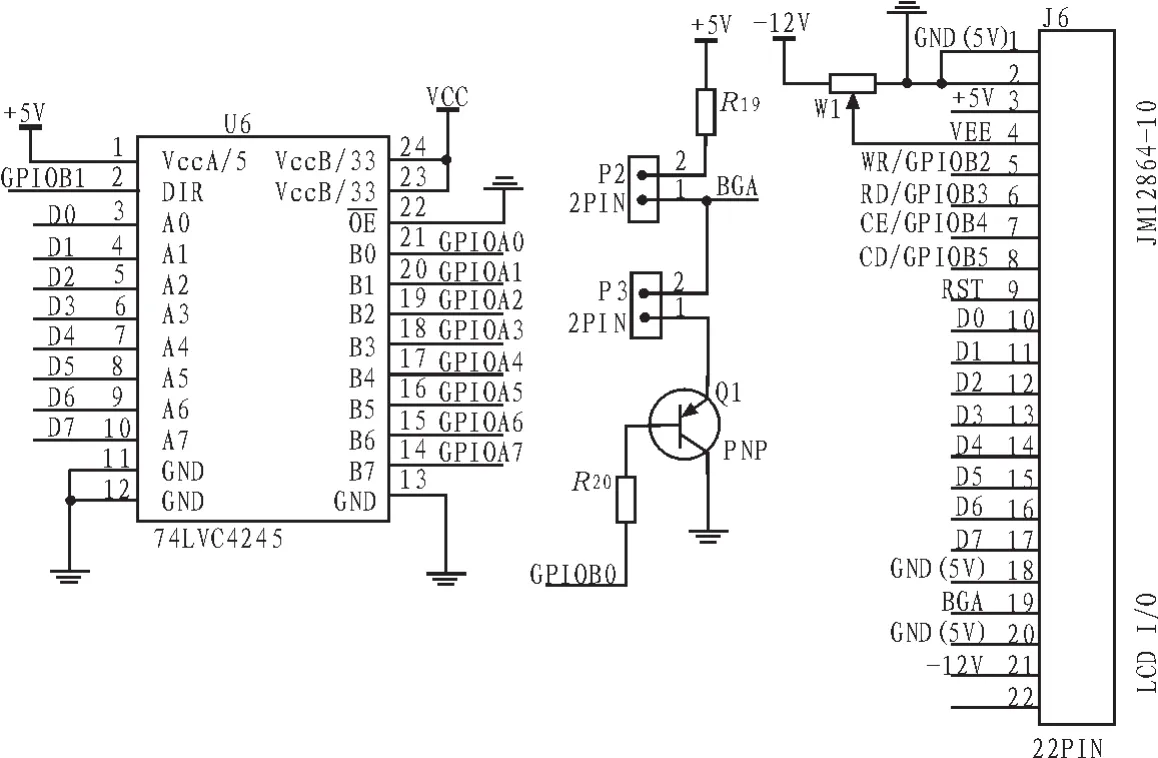
图2 液晶显示电路Fig.2 LCD circuit
由于液晶工作于5 V电源,与LPC2119之间连接需要进行电平转换,采用74ALVC16245来实现5 V到3.3 V转换。T2电位器用于调节液晶的亮度。
2.3 通信模块
LPC2119内部带有CAN控制器[4],不必外加CAN控制器来实现CAN总线的底层协议,只连接CAN总线驱动器即可实现CAN接口。CAN总线通信接口电路图如图3所示。
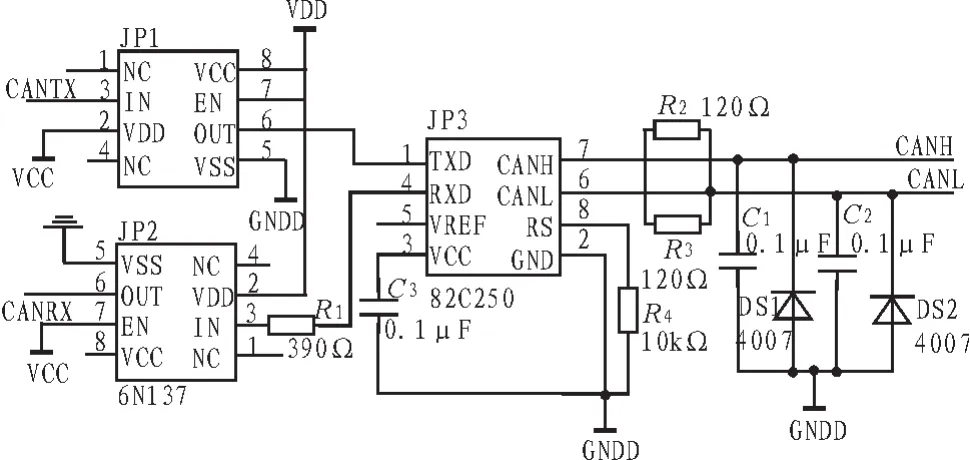
图3 CAN通信接口电路Fig.3 CAN communication interface circuit
3 系统软件设计
软件部分主要详细介绍重介工艺参数的控制方案的实现及控制流程图[3]。
3.1 合格介质密度控制
通过密度计测量合格介质的密度,将测量值与设定值进行比较,通过比较结果,主控单元计算加水阀的动作时间,进而控制加水阀的动作;在系统运行过程中,人员可改变给定值,系统能自动的调节。合格介质密度控制流程图如图4所示。
3.2 合格介质粘度控制
随着系统的运行,合格介质悬浮液中的煤泥含量会逐渐增加,当煤泥含量超过规定的范围,将影响选煤效果、增加介质损耗、增大生产的控制难度,因此需要将弧形筛下合格介质自动多分流一部分去煤泥介质桶,经煤泥旋流器分选后进磁选机脱泥,以降低介质的粘度。本系统主要通过控制煤泥介质桶液位来实现对煤泥量的控制,合格介质粘度控制流程图如图5所示。
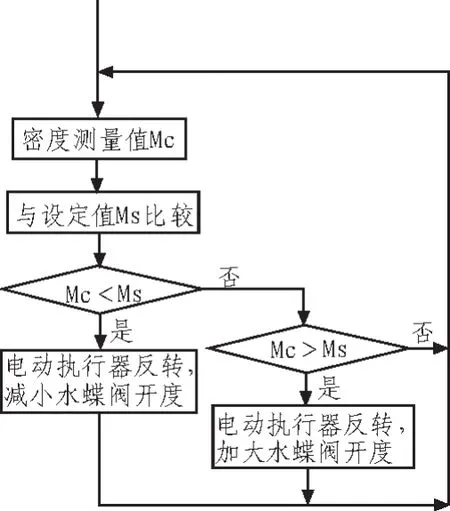
图4 密度控制流程图Fig.4 Flow chart of density control
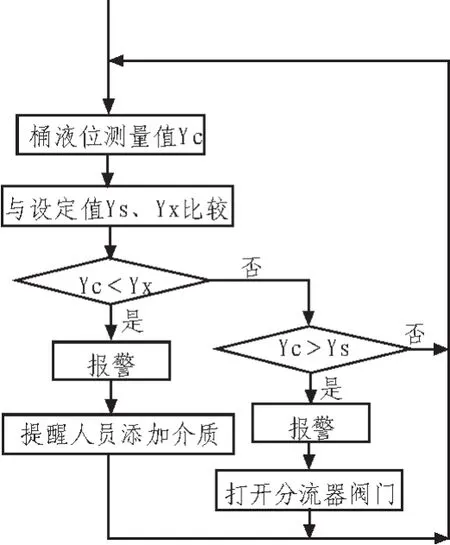
图5 黏度控制流程图Fig.5 Flow chart of viscosity control
3.3 合格介质桶液位控制
合格介质桶的液位对保证洗选的产品质量很重要,在给料一定的条件下,若合格介质桶液位波动大,将会影响合格介质密度调整的稳定性,从而影响分选效果[6]。当液位偏低时,介质密度、旋流器入口压力不易稳定;当液位偏高时,停车时介质桶会出现冒顶的危险。合格介质桶液位控制流程图如图6所示。
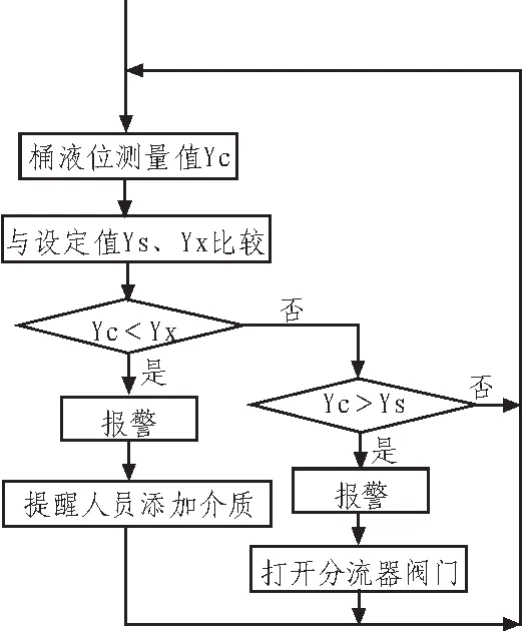
图6 液位控制流程图Fig.6 Flow chart of level control
4 实验结果
实验结果表明:采用ARM7嵌入式处理器LPC2119实现重介工艺参数自动调节系统的设计,不仅简化了硬件电路的设计,而且提高了系统的性能。同时,结合现场总线CAN通信方式,有效的解决了传统的主从通信方式通信速率低、传输大量数据时出错率高、不能享用多主机技术带来的各种优越性能等方面的不足。
5 结 论
需要注意的问题:由于系统运行在选煤厂的主厂房,其环境比较恶劣,CAN总线上必然存在着各种干扰信号,为使能有效、及时的与系统其他节点进行通信,并将得到的数据信息实时准确的发送到上位机以便进行后续分析诊断等工作。在硬件上,系统选用6N137高速光耦芯片,可以有效地破坏干扰源的进入,同时也解决了电平兼容的问题,其通信速率可高达10 Mbit/s,完全能满足CAN总线通信的需要。并选用82C250收发器,提高系统的瞬间抗干扰能力,以实现总线上各节点间的电气隔离。输出端接120 Ω的电阻,用于远距离传输阻抗匹配。
笔者创新点:设计了一种基于ARM7的重介参数自动调节系统,将ARM7的强大管理能力和CAN通信的优点结合起来,在软/硬件设计中采用模块化的结构,具有高度的灵活性和广泛的应用性。
[1]张士聪,王波,王然风.成庄矿选煤厂重介密度监控系统的改造实践[J].工矿自动化,2010(5):12-14.ZHANG Shi-cong, WANG Bo, WANG Ran-feng.Reforming practice of monitoring and control system of heavy-media density in Chengzhuang Coal Preparation Plant[J].Industry and Mine Automation,2010(5):12-14.
[2]周立功.ARM微控制器基础与实践[M].北京:北京航空航天大学出版社,2009.
[3]常新玲.重介选煤厂自动化控制系统[J].河北煤炭,2002(2):15-16.CHANG Xin-ling.Dense-medium coal preparation plant automation and control system[J].HeBei Coal,2002(2):15-16.
[4]饶运涛,邹继军,王进宏,等.现场总线CAN原理与应技术[M].北京:北京航空航天大学出版社,2007.
[5]汪玉凤,霍德鹏,崔颖,等.基于模糊PID控制器的重介密度自动调节系统[J].仪表技术与传感器,2010(12):83-85.WANG Yu-feng, HUO De-peng, CUI Ying, et al.Heavymedium density automatic control system based on Fuzzy PID[J].Instrument Technique and Sensor,2010(12):83-85.
[6]杨树朝,张卫君.数字PID在能达选煤厂重介密度控制系统中的应用[J].选煤技术,2011(3):54-55.YANG Shu-zhao,ZHANG Wei-jun.Digital PID can be reached in dense medium coal preparation plant density control system[J].Coal Preparation Technology,2011(3):54-55.
