可逆轧机底板、牌坊安装技术
2011-05-24郭建东
刘 鑫 郭建东
(天津二十冶建设有限公司,天津 300301)
1 前言
冷轧是生产薄板的精品基地,可逆轧机是冷轧机的一种,该轧机投资少、见效快,逐渐成为我国投建冷轧厂的优选。该轧机设备件数多、精度要求高、布局集中,其安装质量要求特别高。
该轧机的主要部件为底板、牌坊,该文针对底板和牌坊的水平度、标高、中心线、垂直度等技术指标进行控制、调整,从基准点设置、垫板布置及安装、底板和牌坊安装调整等方面进行论述。

2 可逆轧机安装程序
施工准备→基础验收→基准点设置→垫板设置与安装→底板安装→牌坊安装→测速辊等附件安装→机上配管安装→主传动安装→轧辊系统安装→万向轴安装→试车



3 基础验收
底板安装前对土建施工完交工的基础,要按照图纸及施工验收规范进行基础中心线、标高、几何尺寸的验收。底板基础的尺寸极限偏差和水平度、铅垂度公差应符合施工验收规范的规定。
预留螺栓孔验收时要检查预留孔中心位置、孔不垂直度和孔的深度,对活动式地脚螺栓的予埋套筒及带槽锚板的基础,除检查套筒中心位置、不垂直度以外,还应检查锚板方向和几何尺寸(也可以采用地脚螺栓模拟检查的方法进行检查)。
4 基准点设置
可逆轧机的基准点主要包括:标高点、轧制中心线、轧机机列中心线以及辅助中心线。
根据设计、安装和将来对设备进行检修的需要并结合设备布置图,绘制永久中心标板和永久基准点布置图,在图中标明永久中心标板和永久基准点的编号、设置位置,埋设永久性中心标板和永久基准点,以供底板安装调整使用。在底板未安装之前,可以根据安装需要以永久基准线和基准点为准,增设辅助中心标板。
5 垫板设置及安装
5.1 可逆轧机底板的垫板按照垫板布置图进行设置。
5.2 垫板安装采用灌浆方法进行施工。灌浆材料选用GGM高强无收缩灌浆料及洁净水。将灌浆材料倒入干净桶内加水均匀搅拌,搅拌好的在15分钟内用完。灌浆法垫板施工方法要求:
5.2.1 在设置垫铁的混凝土基础部位凿出浆坑;浆坑的长度和宽度应比垫铁的长度和宽度大60~80mm;浆坑凿入基础表面的深度不应小于30mm。
5.2.2 在每个灌浆坑内栽入三个φ12~φ16的调整螺柱(该调整螺柱的底部要与基础钢筋焊在一起),然后将平垫板放在调整螺母上,并用调整螺母调整平垫板,同时用测量仪配合测量平垫板上平面的标高,并且用水平仪检查上平面的水平度,达到安装精度,然后放好灌浆模子。
5.2.3 将灌浆料按产品说明书搅拌均匀。灌浆前用压缩空气吹掉坑内的杂物,并用水充分侵润混凝土坑,约30分钟后除尽坑内积水及杂物。灌浆料应尽可能从一侧浇入,以利排出底板与混凝土之间空气,使灌浆充实;灌浆开始后,必须连续浇注,不能间断,尽可能缩短灌浆时间;浇注的同时用竹片、铁片等工具进行适当插捣和引流,以免产生离析;为减少表面裂纹,灌浆层边缘尺寸宜控制在100mm内;灌浆厚度宜控制在100mm内。
5.2.4 必须在初凝后即对暴露在空气中的灌浆层表面进行收浆(压光),之后须进行养护。
5.2.5 收浆(压光)后应立即喷洒养护剂,加盖湿润的草袋或布头。终凝后对灌浆层进行浇水养护,养护温度宜>5℃,养护期>7天。
5.3 垫板标高确定前要量好底板的实际尺寸,斜垫板按3/4H重叠厚度计算(H为垫板厚度)。
5.4 底板找正、找平后,每一垫板应符合相关要求:
6 可逆轧机底板安装及调整。垫板施工完后,将轧机底板进行安装,底板分为入口侧和出口侧,安装时应以出口侧为基准。
为了保证底板在基础上准确就位,底板吊装就位后应根据已设置的中心标板,挂设基准线。基准线的挂设应根据设备安装精度要求和挂设跨距选用直径为0.3~0.75mm的整根钢琴线,其拉紧力一般为钢线破断拉力的40%~80%,水平或倾斜挂设的跨距不宜超过40m。
基准线应挂设在便于调整的线架上,用线锤对正中心点,当对正中心后用调整螺母锁定钢琴线。使其钢线在使用时不发生位移。但使用期间应定期进行复检。
利用千斤顶、斜垫板等驱动底板,进行中心线、标高、水平度、垂直度、平行度的调整。底板中心线找正,利用螺旋千斤顶驱动底板,使底板基准中心点对准基准钢线下垂的线坠。

底板标高找正,利用千斤顶和斜垫板调整,采用精密水准仪对标高基准点和底板上表面的读数来测量,如图5所示,调整底板下表面所设置斜垫板组,来保证底板上表面标高。
底板标高H=A+a-b
(注:H轧机上表面标高 A基准点标高a基准点上铟钢尺读数 b轧机底板上铟钢尺读数)
底板上表面水平度找正,利用千斤顶和斜垫板调整底板,用框式水平仪(精度:0.02mm/m)在其上直接进行读数,其次将平尺横担于两底板之上再测水平度。
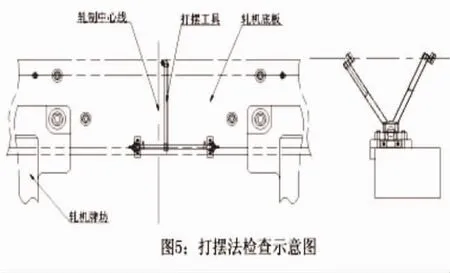
底板立面与轧制线的垂直度采用打摆法进行测量,用此方法,可以保证与轧制中心线的垂直度。两底板间平行度和距离的调整是利用内径千分尺来检测。两底板全部找正完成后,将固定螺栓进行紧固,之后再进行牌坊的安装。
7 轧机牌坊的安装及调整
利用厂房内天车将牌坊进行吊装就位。为保证牌坊顺利就位,就位前首先将入口侧底板固定螺栓松开,然后用千斤顶使其外移2~3mm,底板在外移过程中用6块百分表分别支于底板外侧面(两端各1块)、两端面(1端1块)、上表面(两端各1块),跟踪各百分表读数,使底板平行外移且标高不变,待牌坊就位后再将入口侧底板恢复初始找正后位置。
牌坊的吊装程序:卸车→翻转、调整→吊起、立直→水平运输→回落就位
利用千斤顶等方式驱动牌坊,进行中心线、垂直度、平行度、接触面的调整。
牌坊中心线调整,架设线架并挂钢琴线,用线坠对准基准中心点,用内径千分尺并配合耳机测量牌坊立表面与钢琴线之间的距离,以确定牌坊的位置。
牌坊窗口、立面铅垂度调整,可以利用垂钢琴线,再用内径千分尺并配合耳机测量,也可以用框式水平仪(精度:0.02mm/m)在立表面直接测量。
牌坊立面与轧制中心线间垂直度的调整,采用打摆法进行测量,如图6所示,用千斤顶将钢平尺水平固定于两牌坊立面,再将打摆工具用螺栓固定于钢平尺上,利用打摆工具来测量垂直度。
两牌坊平行度及两牌坊间距离,可以利用内径千分尺直接进行测量。
牌坊与底板间的接触面利用塞尺进行测量。
牌坊和底板全部找正完成后,将固定螺栓用液压拉伸器按照按照指导书中规定的紧固力进行紧固,之后再进行横梁等附件的安装。
8 小结
天津轧一已投产的两台可逆冷轧机组,都是采用该种安装技术,均获得了成功,缩短了工期,并得到了甲方和外方专家的一致认可。通过这两台可逆轧机的安装,证明该可逆轧机底板、牌坊安装技术的先进性、简单性、可行性。
[1]《机械设备安装工程施工及验收通用规范》,GB50231-2009.
[2]《工程测量规范》.GB50026-93.
