高速走丝电火花线切割机床驱动系统结构设计
2011-05-10尹宜勇贾志新
尹宜勇,贾志新,李 威
(北京科技大学 机械工程学院,北京 100083)
0 引言
高速走丝电火花线切割机床是我国独创的数控电火花线切割加工模式,在模具制造、成形刀具加工、难加工材料和精密复杂零件的加工方面起到了不可替代的作用[1-3]。高速走丝电火花切割机床的加工精度受机械传动精度影响大,机床坐标工作台的传动精度和电极丝在放电间隙的运动位置精度都直接影响加工精度。表面粗糙度主要取决于单个脉冲放电能量的大小,但电极丝的走丝速度和抖动情况、机械传动精度、进给速度等对表面粗糙度的影响也很大。可见,提高高速走丝电火花线切割机床加工精度的方法之一就是提高机械传动精度。
传统的高速走丝电火花线切割机床的坐标工作台安装在床身上,用来装夹被加工的工件。线切割加工时通过步进电机驱动,经过齿轮与丝杠传动带动工作台运动,从而对工件进行加工。但是工作台的移动精度直接影响工件的加工质量,因而对工作台的丝杠、螺母、导轨等都有较高的精度要求。迫切需要一种新的传动方式来提高高速走丝电火花线切割机床的加工精度。
有学者自主研制了一台立式旋转电火花线切割机床,其核心部分是上下两个回转头在几个伺服电机的驱动下高速旋转,从而带动电极丝旋转和移动[4-6]。进一步发展了立式旋转线切割机床的结构。
本文设计了一种用直线步进电机驱动的高速走丝电火花线切割机床,该机床用X方向直线步进电机驱动X方向工作台带动滚丝机构和加工装置在X方向往复运动,用Y方向直线步进电机驱动Y方向工作台在Y方向往复运动。X方向工作台和Y方向工作台分离,消除了X、Y方向传动精度相互之间的干扰和累积。
1 典型高速走丝电火花线切割机床的组成
高速走丝电火花线切割机床主体主要由工作台、储丝及走丝机构、丝架及导轮机构、电气控制系统、工作液循环系统等组成,如图1所示。
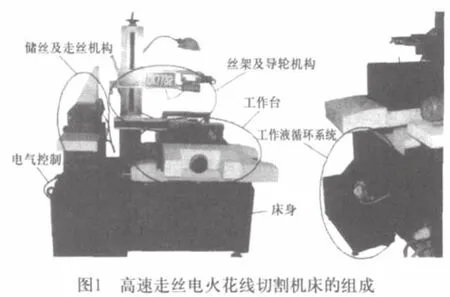
用来装夹工件的工作台连接有旋转步进电机和手轮,可以自动进给和手动操作。工作台安装在经过水平校正的床身上,有上下两层。上面一层称为上拖板,也就是工作台。下面一层称为下拖板,它带动上拖板左右来回移动。上下拖板下面都装有丝杠,丝杠连接旋转步进电机和手轮。手动操作时,可以摇动手轮来控制拖板向前后左右往复移动。加工零件时,可由电气控制系统驱动旋转步进电机,带动上下拖板往复移动。
高速走丝电火花线切割机床是我国独创的电火花线切割加工模式。电极丝以钼丝或钨钼合金为主,在加工中电极丝被反复使用。其走丝速度非常快,通常在8-10m/s。比慢走丝线切割机床结构简单,价格便宜。但是由于走丝速度快,造成机床和电极丝的振动比较大,加工精度较低。一般加工精度为0.01-0.04mm,只能满足一般模具的加工。为了提高高速走丝电火花线切割机床的加工精度,本文提出了一种新型驱动系统结构的线切割机床。
2 用直线步进电机驱动的高速走丝电火花线切割机床
如图2所示,这是一种用直线步进电机驱动的高速走丝电火花线切割机床。其技术解决方案是直线步进电机驱动滚丝机构和加工装置在X方向往复运动,驱动工作台在Y方向往复运动。
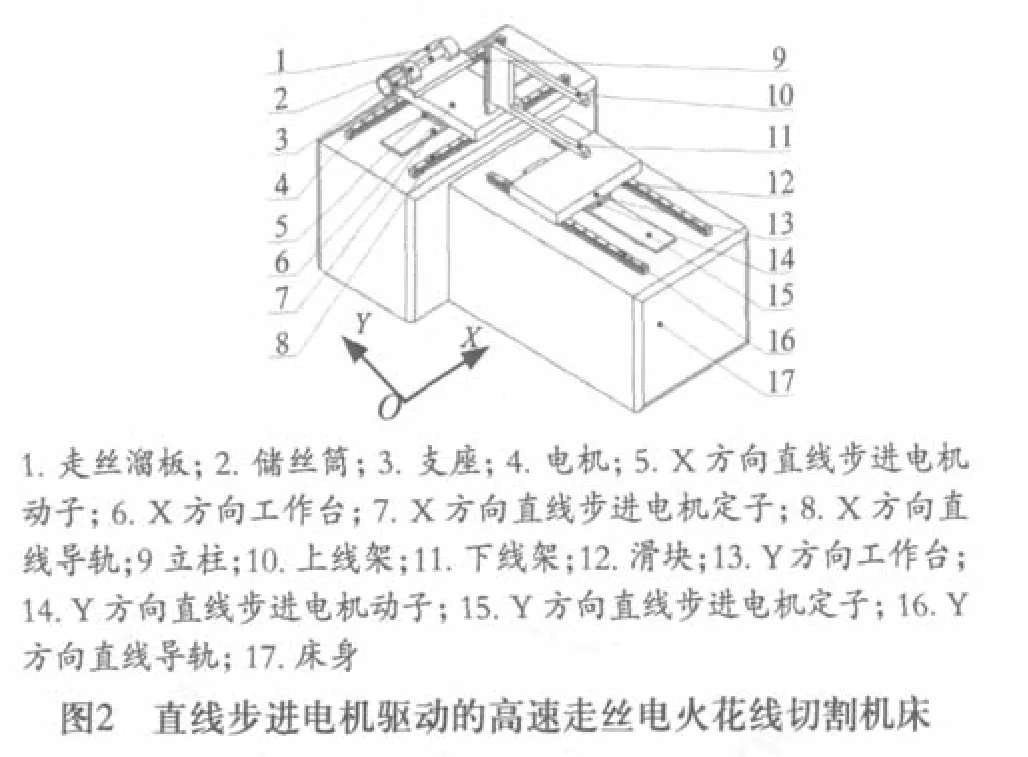
直线步进电机驱动的高速走丝电火花线切割机床包括滚丝机构、加工装置和X、Y方向进给机械结构等。滚丝机构包括走丝溜板、储丝筒、支座和电机。走丝溜板在X方向工作台上往复运动。加工装置包括上线架和下线架。上线架和下线架固定在立柱上。立柱固定在X方向工作台上。
X方向进给机械结构包括X方向直线步进电机定子、X方向直线步进电机动子、X方向直线导轨、滑块和X方向工作台。X方向直线导轨和X方向直线步进电机定子固定安装在床身上;滑块安装在X方向直线导轨上,与之配合使用,组成移动副;X方向工作台是一个用于放置滚丝机构和加工装置的动平台,X方向工作台下侧有四个凸台,用于安装滑块;所述的X方向直线步进电机动子通过螺栓固定在X方向工作台的下部。
Y方向进给机械结构包括Y方向直线步进电机定子、Y方向直线步进电机动子、Y方向直线导轨、滑块和Y方向工作台。Y方向直线导轨和Y方向直线步进电机定子固定安装在床身上;滑块安装在Y方向直线导轨上,与之配合使用,组成移动副;Y方向工作台是一个用于放置加工零件的动平台,Y方向工作台下侧有四个凸台,用于安装滑块;Y方向直线步进电机动子通过螺栓固定在Y方向工作台的下部。
这种用直线步进电机驱动的高速走丝电火花线切割机床的优点在于:采用了由直线步进电机驱动滚丝机构和加工装置在X方向往复运动,驱动工作台在Y方向往复运动。取消了从电动机到工作台之间的机械中间环节,消除了传统机械传动链所带来的反向间隙、惯性、摩擦力和刚性不足等缺点。X方向工作台和Y方向工作台的分离消除了X、Y方向传动精度相互之间的累积和干扰。
3 结束语
直线步进电机在高速走丝电火花线切割机床中还没有得到应用,但是这种针对提高高速走丝电火花线切割机床加工精度而设计的新型驱动结构在原理上是可行的。该机床在X、Y两个方向用直线步进电机分别驱动X方向工作台、Y方向工作台。取消了从旋转步进电机到工作台之间的机械中间环节,消除了传统机械传动链所带来的反向间隙、惯性、摩擦力和刚性不足等缺点。X方向工作台和Y方向工作台的分离,也消除了X、Y方向传动精度相互之间的干扰和累积。可见本文为高速走丝电火花线切割机床的发展提出了一种新的驱动结构形式。
[1] 郭旭初, 滕向阳, 郑华山, 等. 立式回转线切割机床电极丝防松装置的设计[J]. 制造技术与机床, 2009(1): 76-78.
[2] 张鹏, 贾志新, 滕向阳. 立式旋转单向走丝电火花线切割机走丝系统的设计[J]. 机械设计与制造, 2010(12): 137-139.
[3] 贾志新, 陈剑, 滕向阳. 立式自旋转电火花线切割机的设计[J]. 电加工与模具, 2006(4): 54-56.
[4] 郑华山, 滕向阳, 贾志新, 等. 立式旋转电火花线切割机床的振动分析与动平衡试验研究[J]. 电加工与模具,2009(1): 26-28.
[5] 贾志新, 滕向阳, 闫凯, 等. 立式回转电火花线切割加工特性分析[J]. 机械制造, 2006, 44(507): 56-58.
[6] 闫凯, 贾志新, 滕向阳. 立式旋转线切割加工电极丝动态行为理论研究[J]. 电加工与模具, 2007(2): 17-19.
