振动分析技术在轧辊磨床故障判断中的应用
2011-05-04张海南胡学雄
张海南,胡学雄
(上海宝钢工业检测公司,上海 200941)
一、振动对于轧辊磨床的危害及预防
对于轧辊磨床而言,振动主要影响轧辊的表面粗糙度,同时也影响尺寸精度和几何形状精度。根据振动的来源,一般可分为外部振动和机床自身振动,即主轴旋转或相对位移时产生的振动。对于外部的振动,通常轧辊磨床厂家在设计时一般采取了磨床基础均嵌套式结构,即混凝土刚性主体基础体放置于外层槽形混凝土结构基础中,二者彼此隔离,以防止水平面内各方向外来振动直接传给基础,而垂直方向则采用支承式的方法防振。
对于轧辊磨床自身的振动,成因较为复杂,但通常的外在表现形式都为磨削出的轧辊上出现振痕,有的振痕很明显,有的却不容易发现,但上了轧机,会反映在轧制的钢板上,影响产品质量,因此必须查出振源并加以解决。通常不平衡的砂轮作高速旋转时,将产生离心力,引起磨床振动,所以一般轧辊磨床都会配有砂轮动平衡装置。
二、振动在轧辊磨床上产生的常见原因分析
根据经验可以将产生振动痕迹的原因归结为:①砂轮主轴间隙过大;②砂轮静平衡、动平衡不好;③磨削参数不合理;④砂轮硬度太高;⑤砂轮变钝;⑥工作台“爬行”;⑦托架(托瓦)接触不良;⑧顶尖形状不良;⑨头架转动不良。
三、振动诊断在轧辊磨床检修中的应用
轧辊磨床的磨削特点是工件为质量大、刚度高的轧辊,其转速较低,精磨用量小。因此振动并不明显,当振动频率在10kHz以上时,仅凭手感和耳感无法判断,因此需要利用测振仪器准确诊断和分析磨削缺陷根源,及时采取正确而经济的方法消除振动。振动的主要诊断方法有时域诊断、频域诊断、全息谱诊断、动平衡等。这里的实例采用的是时域诊断,即通过观察振动信号的时间历程,对其信号的周期性和随机性给出定性评价,从而判断出设备所处的状态。对于轧辊磨床而言,存在的变量较多,如砂轮直径、轧辊直径和材质,轧辊转速和砂轮转速等。没有可参照的绝对标准,但可以通过控制变量的类比法来判别。具体方法就是对设备的同一部位的振动进行定期检测,以设备正常情况下的值为原始值,根据实测值和原始值的比值是否超过标准来判别设备状态。
案例分析:宝钢某冷轧厂HERKULES的数控轧辊磨床型号为WS450-10X5500,加工出的轧辊有轻微振痕,在轧制过程中,在轧辊上的振痕反映在钢板上。设备人员仔细检查了轧辊磨床,未见异常。通过修改工艺参数仍旧无法解决,于是用振动诊断方法进行诊断。诊断方法和结果如下。
1.测试仪器
CSI-2130波形分析仪、磁座传感器。
2.测试说明
6月21日,粗磨工况:头架转速35r/min,砂轮直径888.4mm,砂轮线速度33m/s,轧辊直径440.55mm。精磨工况:头架转速40r/min,砂轮直径888.4mm,砂轮线速度20m/s,轧辊直径440.46mm。
7月20日,粗磨工况:头架转速35r/min,砂轮直径907.7mm,砂轮线速度34m/s,轧辊直径433.57mm。精磨工况:头架转速38r/min,砂轮直径907.7mm,砂轮线速度20m/s,轧辊直径433.57mm。
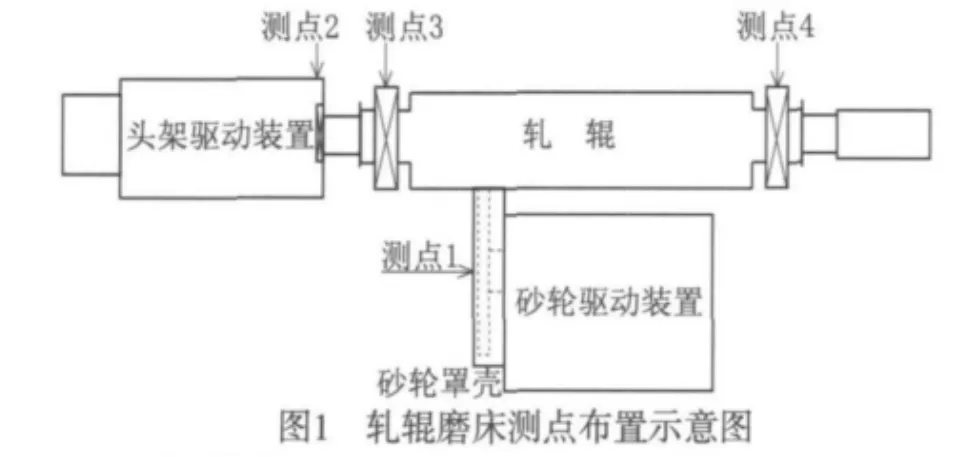
3.测点布置
测点的布置如图1所示。
4.分析数据
测试数据结果见表1、表2。

表1 mm/s

表2 mm/s
5.状态分析及建议
磨床设备精度高,所以整体振动值小。通过振动波形比对分析:6月21日粗磨时测点3、测点4时域波形平稳,精磨时略有冲击,不明显;7月20日测试测点3、测点4粗磨、精磨时时域波形中都存在冲击成分,头架每旋转1周产生两次冲击。产生此现象可能的原因是头架与轧辊连接部件配合间隙偏大或托瓦安装水平度欠佳。建议检查头架与轧辊连接部件配合间隙、托瓦安装状态。根据分析结果,仔细检查床头箱拨头内的碟型弹簧,存在一定的变形,更换新的碟型弹簧后,磨削的轧辊振痕消失。轧制生产出钢板合格。
四、带振动测量记录功能的轧辊磨床介绍
由于振动分析如此重要,在POMINI轧辊磨床上安装在线振测传感器及相应检测软件。这个系统使用高灵敏性宽带加速振动计和放大器。当磨床正在运转时,使用这个设备可以实时监测振动频谱。这个功能允许用户采集、保存和查阅设定位置和设备周围振动记录的频谱,从而便于维护。而且只需要将安装在刀架内的振动传感器拆出,而装在轧辊磨床上的其他位置进行振动诊断,振动状态通过软件的图表可显示出来,进而可以判断比较。利用门槛值功能,可以设定监控项目的门槛值,一旦振动幅度超过所选择限度的数值,将发送一个信息提示给CNC,而CNC将产生相应的报警功能和报警作用。这就避免了振动量过大对轧辊表面的粗糙度造成影响。
五、结论
振动监测诊断作为一种成熟的无损检测方法,已被广泛应用于设备的劣化倾向管理中,可以在不停机不解体的情况下,查找出故障原因。虽然振动诊断的适用性很广泛,但对于轧辊磨床来说,尤其是在下面三个方面的识别比较有效:①旋转部件的不平衡。在排除砂轮的不平衡的情况下,对主轴振动进行检测。特征为振动的频率等于砂轮回转的频率;②扭矩变化。床头箱侧部位特征频率为和床头电机回转的频率相关的低频振动;③松动。托架地脚螺栓的松动或托瓦有问题,不仅会产生振痕,在圆度上也会有很大影响。特征为一连串无规则的低频振动。
